电池单体、电池及用电设备的制作方法
- 国知局
- 2024-08-05 13:38:03
本技术涉及电池,具体而言,涉及一种电池单体、电池及用电设备。
背景技术:
1、随着新能源技术的发展,电池的应用越来越广泛,例如应用于手机、笔记本电脑、电瓶车、电动汽车、电动飞机、电动轮船、电动玩具汽车、电动玩具轮船、电动玩具飞机和电动工具等上。
2、对于一般的电池单体而言,电池单体设置有泄压部件,在电池单体热失控时,通过泄压部件泄放电池单体内部的压力,以提高电池单体的可靠性。除了提高电池单体的可靠性外,电池单体的使用寿命也是一个需要考虑的问题。因此,如何提高电池单体的使用寿命,是电池技术中一个亟待解决的问题。
技术实现思路
1、本技术实施例提供一种电池单体、电池及用电设备,能够有效提高电池单体的使用寿命。
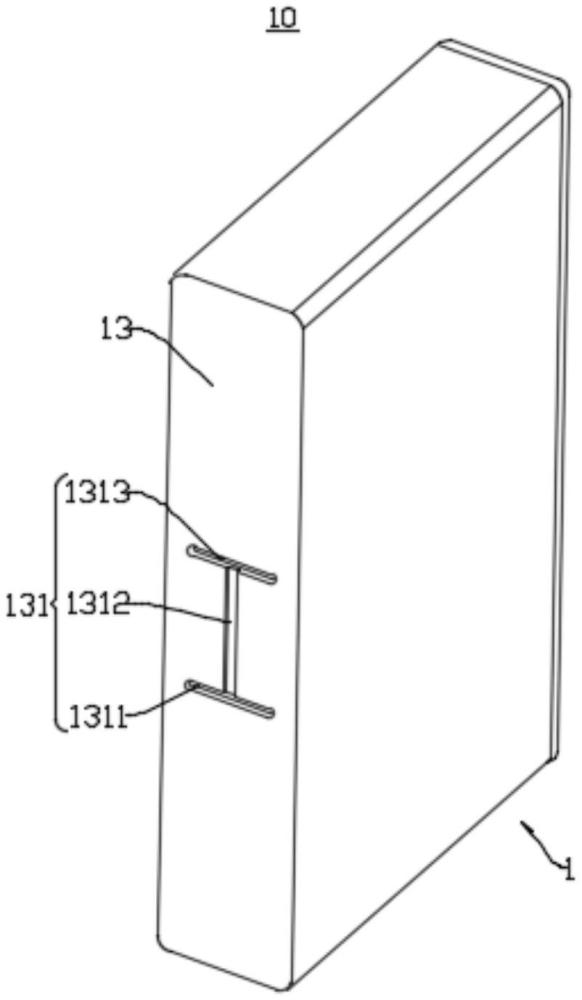
2、第一方面,本技术实施例提供一种电池单体,包括外壳,外壳包括泄压部件,泄压部件设置有槽部,泄压部件被配置为能够沿槽部裂开,以泄放电池单体内部的压力,泄压部件具有起爆位置;其中,槽部包括第一槽段、第二槽段和第三槽段,第一槽段与第三槽段相对设置,第二槽段连接第一槽段和第三槽段,起爆位置形成于第一槽段和/或第三槽段。
3、在上述技术方案中,泄压部件的起爆位置形成于第一槽段和/或第三槽段,起爆位置并未形成于第二槽段,使得泄压部件在第二槽段的区域具有较高的抗疲劳强度,降低了泄压部件在电池单体正常使用过程中在第二槽段裂开的可能性,提高了泄压部件的长期可靠性,提高了电池单体的使用寿命。
4、在一些实施例中,第一槽段形成有起爆位置,第一槽段的残厚小于第二槽段的残厚。这样,可以使起爆位置形成于第二槽段与第一槽段相连的位置附近,在泄压时,泄压部件在该起爆位置裂开后,裂纹在沿着第一槽段扩散的同时,也可以沿着第二槽段扩散。此外,由于第一槽段的残厚小于第二槽段的残厚,相当于增大了第二槽段的残厚,提高了泄压部件在设置第二槽段的区域的抗疲劳强度,进一步降低了泄压部件在电池单体正常使用过程中在第二槽段的区域裂开的可能性。
5、在一些实施例中,第一槽段的残厚为d1,第二槽段的残厚为d2,满足:0.15≤d1/d2≤0.95。若d1/d2<0.15,第二槽段的残厚过大,在泄压时,容易出现泄压部件不能沿着第二槽段裂开的风险,泄压及时性较差;若d1/d2>0.95,第二槽段的残厚过小,泄压部件在电池单体正常使用过程中容易出现沿第二槽段裂开的风险,影响电池单体的使用寿命。而0.15≤d1/d2≤0.95,既可以提高电池单体的泄压及时性,又可以提高电池单体的使用寿命。
6、在一些实施例中,0.3≤d1/d2≤0.9。使得电池单体的性能更优,能够提高电池单体的泄压及时性和电池单体的使用寿命。
7、在一些实施例中,0.5≤d1/d2≤0.85。进一步提高电池单体的综合性能,既可以将泄压部件在电池单体正常使用过程中出现沿第二槽段裂开的概率控制在较低的水平,又可以将电池单体热失控时发生爆炸的概率控制在较低的水平。
8、在一些实施例中,0.03mm≤d1≤0.5mm。
9、在一些实施例中,0.15mm≤d1≤0.4mm。
10、在一些实施例中,0.05mm≤d2≤0.65mm。
11、在一些实施例中,0.25mm≤d2≤0.5mm。
12、在一些实施例中,第一槽段的深度大于第二槽段的深度,使得第一槽段的残厚小于第二槽段的残厚。在成型时,可以在泄压部件上将第一槽段相较于第二槽段加工更深一些,以实现第一槽段的残厚小于第二槽段的残厚,实现方式简单。
13、在一些实施例中,第一槽段包括第一级槽和第二级槽,第一级槽和第二级槽沿泄压部件的厚度方向排布,第二级槽设置于第一级槽的槽底面。在成型时,可以先在泄压部件上成型第一级槽,再在第一级槽的槽底面上成型第二级槽,以成型出第一槽段,这样,能够减小第一槽段中的每一级槽的成型深度,减小泄压部件在成型第一槽段时受到的成型力,降低泄压部件在成型第一槽段时产生裂纹的可能性。
14、在一些实施例中,第一级槽的槽底面与第二槽段的槽底面平齐。使得第一级槽的槽底面与第二槽段的槽底面共面,在成型时,可以将第一槽段的第一级槽和第二槽段一起成型,再成型第一槽段的第二级槽,提高槽部的成型效率。
15、在一些实施例中,沿泄压部件的厚度方向,泄压部件具有相对的第一表面和第二表面,第一级槽和第二级槽沿第一表面指向第二表面的方向依次设置,第二级槽的槽底面较第二槽段的槽底面更靠近第二表面;其中,第二级槽的槽底面与第二槽段的槽底面通过第一斜平面或第一圆弧面连接。在泄压时,泄压部件在起爆位置裂开后,第二级槽的槽底面上的裂纹可以沿着第一斜平面或第一圆弧面快速地扩散至第二槽段的槽底面,进而缩小裂纹从第一槽段向第二槽段扩散的时间,进一步缩短泄压部件沿槽部裂开的时间。
16、在一些实施例中,第三槽段形成有起爆位置,第三槽段的残厚小于第二槽段的残厚。这样,可以使起爆位置形成于第二槽段与第三槽段相连的位置附近,在泄压时,泄压部件在该起爆位置裂开后,裂纹在沿着第三槽段扩散的同时,也可以沿着第二槽段扩散。由于第三槽段的残厚小于第二槽段的残厚,相当于增大了第二槽段的残厚,提高了泄压部件在设置第二槽段的区域的抗疲劳强度,进一步降低了泄压部件在电池单体正常使用过程中在第二槽段的区域裂开的可能性。此外,由于第一槽段和第三槽段均形成有起爆位置,在电池单体内部压力达到起爆压力时,第一槽段和第三槽段的起爆位置均可以裂开,使得裂纹在沿着第一槽段和第三槽段的扩散的同时,从第二槽段的两端向中间位置扩散,缩短了泄压部件沿槽部裂开的时间。
17、在一些实施例中,第三槽段的残厚等于第一槽段的残厚。在电池单体泄压时,泄压部件沿第一槽段和第三槽段裂开时具有更好的同步性,进一步缩短泄压部件沿槽部裂开的时间,提高泄压及时性。
18、在一些实施例中,第二槽段的残厚为d2,第三槽段的残厚为d3,满足:0.15≤d3/d2≤0.95。若d3/d2<0.15,第二槽段的残厚过大,在泄压时,容易出现泄压部件不能沿着第二槽段裂开的风险,泄压及时性较差;若d3/d2>0.95,第二槽段的残厚过小,泄压部件在电池单体正常使用过程中容易出现沿第二槽段裂开的风险,影响电池单体的使用寿命。而0.15≤d3/d2≤0.95,既可以提高电池单体的泄压及时性,又可以提高电池单体的使用寿命。
19、在一些实施例中,0.3≤d3/d2≤0.9。使得电池单体的性能更优,提高电池单体的泄压及时性和电池单体的使用寿命。
20、在一些实施例中,0.5≤d3 d2≤0.85。进一步提高电池单体的综合性能,既可以将泄压部件在电池单体正常使用过程中出现沿第二槽段裂开的概率控制在较低的水平,又可以将电池单体热失控时发生爆炸的概率控制在较低的水平。
21、在一些实施例中,0.03mm≤d3≤0.5mm。
22、在一些实施例中,0.15mm≤d3≤0.4mm。
23、在一些实施例中,第三槽段的深度大于第二槽段的深度,使得第三槽段的残厚小于第二槽段的残厚。在成型时,可以在泄压部件上将第三槽段相较于第二槽段加工更深一些,以实现第三槽段的残厚小于第二槽段的残厚,实现方式简单。
24、在一些实施例中,第三槽段包括第三级槽和第四级槽,第三级槽和第四级槽沿泄压部件的厚度方向排布,第四级槽设置于第三级槽的槽底面。在成型时,可以先在泄压部件上成型第三级槽,再在第三级槽的槽底面上成型第四级槽,以成型出第三槽段,这样,能够减小第三槽段中的每一级槽的成型深度,减小泄压部件在成型第三槽段时受到的成型力,降低泄压部件在成型第三槽段时产生裂纹的可能性。
25、在一些实施例中,第三级槽的槽底面与第二槽段的槽底面平齐。使得第三级槽的槽底面与第二槽段的槽底面共面,在成型时,可以将第三槽段的第三级槽和第二槽段一起成型,再成型第三槽段的第四级槽,提高槽部的成型效率。
26、在一些实施例中,沿泄压部件的厚度方向,泄压部件具有相对的第一表面和第二表面,第三级槽和第四级槽沿第一表面指向第二表面的方向依次设置,第四级槽的槽底面较第二槽段的槽底面更靠近第二表面;其中,第四级槽的槽底面与第二槽段的槽底面通过第二斜平面或第二圆弧面连接。在泄压时,泄压部件在起爆位置裂开后,第四级槽的槽底面上的裂纹可以沿着第二斜平面或第二圆弧面快速地扩散至第二槽段的槽底面,进而缩小裂纹从第三槽段向第二槽段扩散的时间,进一步缩短泄压部件沿槽部裂开的时间。
27、在一些实施例中,沿第二槽段的延伸方向,第二槽段的两端分别与第一槽段和第三槽段相连。这样,第二槽段的两端未分别超出第一槽段和第三槽段,在泄压过程中,可以通过第一槽段、第二槽段和第三槽段限定的区域准确泄压,不易造成泄压部件其他区域开裂泄压,更容易实现定向泄压。
28、在一些实施例中,第一槽段与第二槽段相连于第一位置,沿第一槽段的延伸方向,第一位置偏离第一槽段的两端。在泄压过程中,泄压部件在第一位置裂开后,裂纹可以沿第一槽段从第一位置向两端扩散,缩短泄压部件沿第一槽段裂开的时间。
29、在一些实施例中,沿第一槽段的延伸方向,第一位置位于第一槽段的中点位置。在泄压过程中,裂纹沿第一槽段从第一位置向两端的扩散距离相等,进一步缩短泄压部件沿第一槽段裂开的时间。
30、在一些实施例中,第三槽段与第二槽段相连于第二位置,沿第三槽段的延伸方向,第二位置偏离第三槽段的两端。在泄压过程中,泄压部件在第二位置裂开后,裂纹可以沿第三槽段从第二位置向两端扩散,缩短泄压部件沿第三槽段裂开的时间。
31、在一些实施例中,沿第三槽段的延伸方向,第二位置位于第三槽段的中点位置。在泄压过程中,裂纹沿第三槽段从第二位置向两端的扩散距离相等,进一步缩短泄压部件沿第三槽段裂开的时间。
32、在一些实施例中,第一槽段、第二槽段和第三槽段均为沿直线轨迹延伸的槽。第一槽段、第二槽段和第三槽段均为直线形槽,能够降低第一槽段、第二槽段和第三槽段的成型难度。
33、在一些实施例中,第一槽段垂直于第二槽段;和/或,第三槽段垂直于第二槽段。若第一槽段垂直于第二槽段,第一槽段与第二槽段相连的位置附近应力更为集中,若起爆位置位于第一槽段与第二槽段相连的位置附近,在电池单体的起爆压力一定的情况下,可以减小第一槽段的加工深度,降低第一槽段的加工难度。若第三槽段垂直于第二槽段,第三槽段与第二槽段相连的位置附近应力更为集中,若起爆位置位于第三槽段与第二槽段相连的位置附近,在电池单体的起爆压力一定的情况下,可以减小第三槽段的加工深度,降低第三槽段的加工难度。
34、在一些实施例中,第一槽段、第二槽段和第三槽段限定出泄压区;泄压部件设置有引导槽,引导槽与第二槽段间隔设置,引导槽被配置为引导泄压区翻转打开。引导槽的设置有助于泄压区翻转打开,降低泄压区的翻转难度,能够有效提高泄压及时性。
35、在一些实施例中,第一槽段、第二槽段和第三槽段限定出两个泄压区,两个泄压区分别位于第二槽段的两侧;泄压部件设置有两个引导槽,第二槽段位于两个引导槽之间,两个引导槽被配置为分别引导两个泄压区翻转打开。在泄压过程中,两个引导槽可以分别对两个泄压区起到引导作用,提高两个泄压区的打开速率,更为及时地泄压。
36、在一些实施例中,第一槽段和第三槽段均与引导槽不接触。引导槽不易对第一槽段和第三槽段的影响,提高泄压部件在第一槽段和第三槽段位置的抗疲劳强度,降低因引导槽与第一槽段、第三槽段相连产生应力集中,造成泄压部件在电池单体正常使用过程中在相连的位置裂开的可能性。此外,在泄压过程中,在泄压部件沿第一槽段和第三槽段裂开后,裂纹不易扩散至引导槽,降低泄压区打开后从泄压部件脱离飞溅的可能性。
37、在一些实施例中,沿泄压部件的厚度方向,引导槽和槽部分别设置于泄压部件的两侧。一方面,降低引导槽在成型时对槽部所带来的影响;另一方面,引导槽对泄压区能够产生更好的引导效果,使得泄压区更容易翻转打开。
38、在一些实施例中,引导槽沿第二槽段的延伸方向延伸。
39、在一些实施例中,沿第二槽段的延伸方向,第一槽段和第三槽段分别位于引导槽的两侧,第二槽段位于第一槽段和第三槽段之间的部分的长度为l1,引导槽的长度为l2,满足:1mm≤l1-l2≤10mm。若l1-l2<1mm,第一槽段和第三槽中的至少一者与引导槽的间距较小,引导槽对第一槽段和第三槽段的影响较大,容易导致泄压部件在第一槽段或第三槽段靠近引导槽的位置提前裂开的可能性,出现提前泄压的可能性增大。若l1-l2>10mm,引导槽的长度较短,引导槽助于泄压区翻转的能力较差。而1mm≤l1-l2≤10mm,既可以降低泄压部件提前泄压的可能性,又可以提高引导槽帮助泄压区翻转打开的引导能力。
40、在一些实施例中,2mm≤l1-l2≤6mm。进一步降低泄压部件提前泄压的可能性,且进一步提高引导槽帮助泄压区翻转打开的引导能力。
41、在一些实施例中,沿第一槽段的延伸方向,引导槽和第二槽段的间距为l3,第一槽段从第二槽段向靠近引导槽的方向延伸的部分的长度l4,0.5mm≤|l3-l4|≤15mm。若|l3-l4|<0.5mm,第一槽段的端部与引导槽的距离较小,在泄压部件的裂纹沿着第一槽段扩散至第一槽段的端部时,裂纹容易扩散至引导槽,从而导致泄压区脱离;若|l3-l4|>15mm,在l3>l4的情况下,引导槽和第二槽段的间距较大,引导槽助于泄压区翻转的能力较差,在l3<l4的情况下,引导槽和第二槽段的间距较小,泄压区的翻转打开的面积较小,泄压区的泄压面积降低。而0.5mm≤|l3-l4|≤15mm,既降低泄压区发生脱离飞溅的可能性,又可以提高泄压区翻转打开难度以及增大泄压区的打开面积。
42、在一些实施例中,1mm≤|l3-l4|≤10mm。
43、在一些实施例中,外壳包括第一壁部;泄压部件为第一壁部;或,泄压部件与第一壁部分体设置,泄压部件安装于第一壁部。若第一壁部作为泄压部件,槽部可以直接成型于第一壁部,形成一体式泄压结构,可靠性更高,省去泄压部件的安装工艺,能够降低电池单体的生产成本。若泄压部件安装于第一壁部,泄压部件为独立于外壳的部件,泄压部件和外壳可以单独生产组装,生产难度低且效率高。
44、在一些实施例中,外壳包括壳体和端盖,壳体具有开口,端盖封闭开口,端盖为第一壁部。使得端盖具有泄压功能,在端盖上成型槽部的成型难度更低。
45、在一些实施例中,外壳包括壳体和端盖,壳体具有开口,端盖封闭开口,壳体的至少一个壁部为第一壁部。使得壳体具有泄压功能,在泄压时,从电池单体内部排出的排放物对端盖外侧的外部部件不易造成影响,降低了外部部件被排放物损坏的可能性。
46、在一些实施例中,壳体包括底壁和多个侧壁,多个侧壁围设于底壁的周围,壳体在与底壁相对的一端形成开口,底壁为第一壁部。底壁具有泄压功能,电池单体热失控时,可以通过底壁进行泄压,在电池中,泄压部件不易受到其他电池单体的遮挡。
47、在一些实施例中,第一壁部为长方形壁部,第二槽段沿第一壁部的长度方向延伸,第一槽段和第三槽段均沿第一壁部的宽度方向延伸。这样,第二壁部可以为第二槽段提供更多的空间,可以将第二槽段做得更长,增大泄压部件的泄压面积。
48、在一些实施例中,沿泄压部件的厚度方向,第一壁部具有外表面,外表面背离外壳的内部;第一槽段具有沿其延伸方向延伸的第一中平面,第二槽段具有沿其延伸方向延伸的第二中平面,第三槽段具有沿其延伸方向延伸的第三中平面,外表面的中心点到第一中平面的最小距离为m1,外表面的中心点到第二中平面的最小距离为m2,外表面的中心点到第三中平面的最小距离为m3,满足:m2<m1,m2<m3。在电池单体内部压力变化时,第一壁部越靠近中心点的位置越容易变形,而m2<m1,m2<m3,使得第一槽段和第三槽段距离中心点更远,提高了泄压部件在第一槽段和第三槽段位置的抗疲劳强度。
49、在一些实施例中,沿泄压部件的厚度方向,外表面的中心点的投影位于第二槽段内;和/或,|m3-m1|≤5mm。若外表面的中心点的投影位于第二槽段内,第二槽段更靠近外表面的中心点,泄压部件在泄压时能够更为及时地沿第二槽段裂开,提高泄压部件的泄压及时性。若|m3-m1|≤5mm,使得第一槽段和第三槽段距离中心点均较远,降低泄压部件在中心点附近的变形对第一槽段和第三槽段的影响。
50、第二方面,本技术实施例提供一种电池,包括第一方面任意一个实施例提供的电池单体。
51、第三方面,本技术实施例提供一种用电设备,包括第一方面任意一个实施例提供的电池单体,电池单体用于给用电设备提供电能。
本文地址:https://www.jishuxx.com/zhuanli/20240720/268381.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表