一种弹簧机的弹簧夹取装置的制作方法
- 国知局
- 2024-08-05 13:50:42
本技术涉及弹簧机,尤其是涉及一种弹簧机的弹簧夹取装置。
背景技术:
1、弹簧是工业生产中常用的重要元件之一,应用领域非常宽泛,大到汽车、火车,亦或小到手机等产品,都需要应用到弹簧,因而弹簧的需求量也在日益增加。弹簧的生产已经有数百年的历史,在漫长的生产过程中,弹簧的制备技术也由以前的手工绕制转变为现在的利用弹簧机生产。
2、相关技术中的弹簧机主要包括机架、设于机架上的绕卷机构和裁切机构。在使用时,弹簧原料丝经过绕卷机构成型后,通过裁切机构将成型的弹簧从机架上切除,从而完成弹簧的整个制造过程。
3、对于上述中的相关技术,弹簧在加工完成后,需要对弹簧的两端进行挤压折弯,用以在弹簧两端形成钩部,因此还需将上述经裁切机构切除的弹簧收集整理,并转移至其他工位另外加工,步骤繁琐,费时费力。
技术实现思路
1、为了改善当需要对弹簧的两端进行挤压折弯形成钩部时,步骤繁琐,费时费力的问题,本技术提供一种弹簧机的弹簧夹取装置。
2、本技术提供的一种弹簧机的弹簧夹取装置采用如下的技术方案:
3、一种弹簧机的弹簧夹取装置,包括机架、设于机架上的绕卷机构和裁切机构,所述绕卷机构用于成型弹簧,所述裁切机构用于将成型的弹簧切除,所述机架一侧设有前端成型机构、夹持机构和后端成型机构,所述前端成型机构用于对成型的弹簧前端进行挤压折弯,所述夹持机构用于夹持被切除的弹簧并转移至后端成型机构加工工位处,所述后端成型机构用于对成型的弹簧后端进行挤压折弯。
4、通过采用上述技术方案,在使用时,通过绕卷机构将弹簧原料丝成型为弹簧,然后通过前端成型机构将弹簧的前端进行挤压折弯,形成钩部;然后通过夹持机构将弹簧进行夹持,此时通过裁切机构将成型的弹簧切除,接着通过夹持机构将弹簧转移至后端成型机构加工工位处;后端成型机构最后将弹簧的后端进行挤压折弯,形成钩部;最后通过夹持机构解除对弹簧的夹持状态,即完成对一个弹簧的最终加工;通过各机构的依序循环作业,即可将各弹簧的两端进行挤压折弯,形成钩部,可连续性作业,不需要将弹簧转移至其他工位进行加工,操作简单高效。
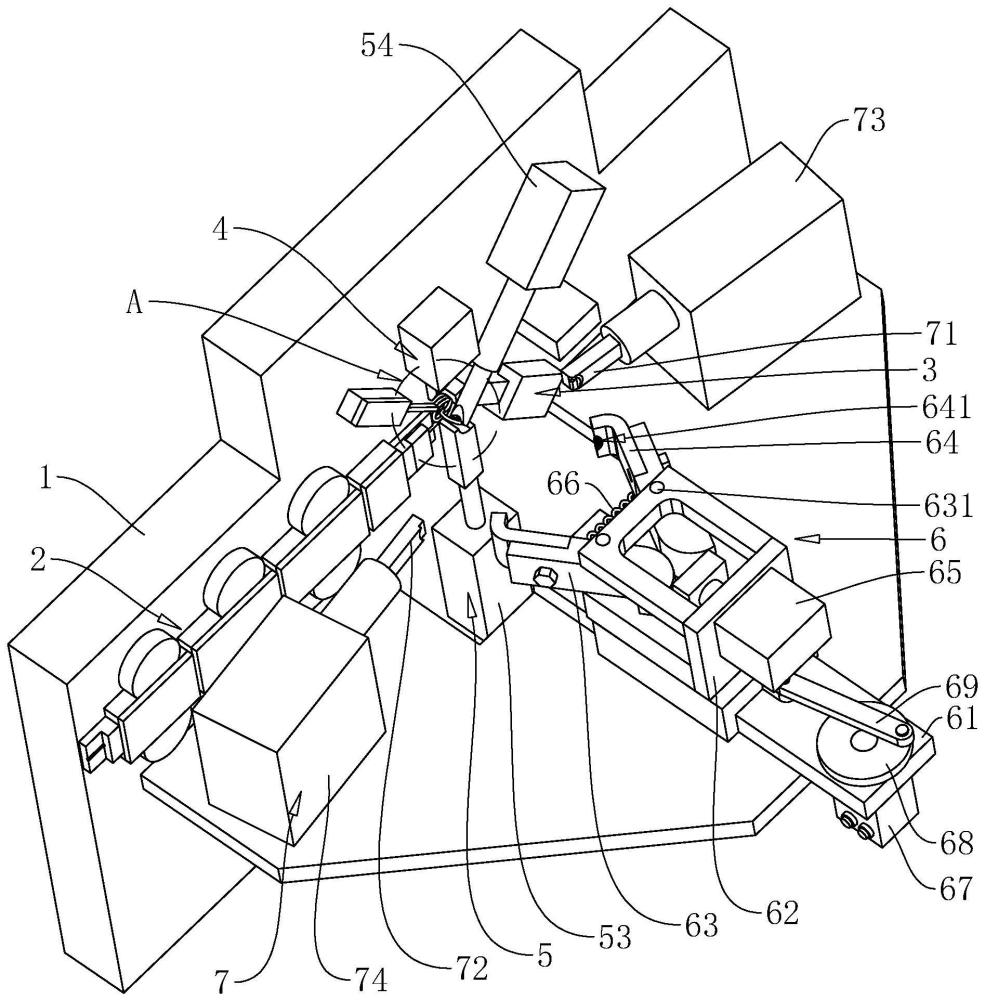
5、可选的,所述夹持机构包括固定座、滑动设于固定座上的安装座和对称设于安装座两侧的夹爪,所述安装座上设有用于控制夹爪开合的控制组件,所述固定座上设有用于驱动安装座朝向靠近或远离绕卷机构方向运动的驱动组件。
6、通过采用上述技术方案,当前端成型机构对弹簧前端进行挤压折弯,形成钩部后,通过驱动组件驱动安装座靠近弹簧,然后通过控制组件控制夹爪对弹簧进行夹持,待裁切机构将弹簧进行切除后,再通过驱动组件驱动安装座远离绕卷机构,并将夹持的弹簧运输至后端成型机构的加工工位处;固定座、安装座、夹爪、控制组件和驱动组件的配套设置,实现夹持机构对弹簧夹持和移动的功能要求,结构较为简单,使用方便。
7、可选的,两所述夹爪中部通过转杆转动连接于安装座两侧,所述转杆沿竖向设于安装座上,两所述夹爪靠近绕卷机构一端为夹持端,两所述夹爪远离绕卷机构一端为活动端,两所述夹爪的活动端相互靠近一侧倒角设置;所述控制组件包括第一直线驱动件和弹性件,所述弹性件两端分别与各夹爪连接,所述弹性件使两夹爪的活动端趋于抵贴,所述第一直线驱动件横向设于安装座远离绕卷机构一侧,所述第一直线驱动件的输出端与两夹爪的活动端的倒角面抵接。
8、通过采用上述技术方案,驱动第一直线驱动件的输出端朝向靠近绕卷机构方向伸长,即可使得第一直线驱动件的输出端抵压两夹爪的活动端的倒角面,从而使得两夹爪的活动端相互远离,通过杠杆远离使得两夹爪的夹持端相互靠近,从而实现对弹簧的夹紧;当需要解除对弹簧的夹持状态时,仅需控制第一直线驱动件的输出端回缩即可,两夹爪在弹性件的弹力作用下,使得两夹爪的活动端相互靠近并抵贴,即两夹爪的夹持端相互远离,从而实现对弹簧夹持的解除;第一直线驱动件和复位件的设置,满足两夹爪对弹簧夹持和解除夹持的功能要求,结构简单,使用方便。
9、可选的,两所述夹爪的夹持端相互靠近的一侧均可拆卸连接有夹持垫块。
10、通过采用上述技术方案,夹持垫块的设置,使得当夹爪的夹持部位在长时间使用磨损后,可仅通过更换夹持垫块对夹爪进行修复,不需要拆卸更换整个夹爪,降低成本。
11、可选的,两所述夹持垫块相对一侧均开设有螺纹槽,所述螺纹槽与弹簧外形适配。
12、通过采用上述技术方案,螺纹槽的设置能够使得夹持垫块对弹簧的夹持更加的稳定牢靠,从而提高弹簧的加工精度。
13、可选的,所述驱动组件包括旋转气缸、转动盘和连杆,所述旋转气缸沿竖向设于固定座上,所述转动盘同轴连接于旋转气缸转动轴上,所述连杆一端与转动盘边缘转动连接,所述连杆另一端与安装座转动连接,所述连杆的转动平面与转动盘转动平面平行。
14、通过采用上述技术方案,启动旋转气缸转动一定角度,带动转动盘转动,带动连杆运动,从而带动安装座于固定座上滑动;旋转气缸、转动盘和连杆的设置,结构简单,使用方便,且节省空间。
15、可选的,所述前端成型机构包括前端定位块和前端抵压杆,所述前端定位块设于弹簧成型部位的下方,所述机架上沿竖向设有第二直线驱动件,所述第二直线驱动件的输出端与前端定位块底部连接;所述前端抵压杆设于弹簧成型部位的一侧,所述机架上设有用于驱动前端抵压杆移动的第三直线驱动件,所述前端定位块和前端抵压杆的轨迹相交于弹簧成型部位。
16、通过采用上述技术方案,当绕卷机构成型弹簧后,通过第二直线驱动件驱动定位块上移至弹簧的前端,用于对弹簧前端待成型钩部进行定位,然后通过第三直线驱动件驱动前端抵压杆抵压在前端定位块的限位槽内,前端抵压杆在运动的过程中,将弹簧前端的一圈端头挤压折弯,形成与弹簧端面呈90°的钩部;前端定位块和前端抵压杆仅需直线运动,结构简单,对弹簧前端的加工快捷方便。
17、可选的,所述后端成型机构包括后端定位杆和后端抵压杆,所述机架上于固定座一侧横向设有第四直线驱动件,所述后端定位杆连接于第四直线驱动件的输出端上,所述机架上于固定座另一侧横向设有第五直线驱动件,所述后端抵压杆连接于第五直线驱动件的输出端上,所述后端定位块和后端抵压杆的轨迹相交于绕卷机构成型的弹簧的轴线上。
18、通过采用上述技术方案,当夹持机构将切除的弹簧转移至弹簧后端位于后端定位块和后端抵压杆的轨迹交点后,通过第四直线驱动件驱动后端定位杆抵贴弹簧的后端,然后通过第五直线驱动件驱动后端抵压杆抵压在后端定位块上,在后端抵压杆运动的过程中,将弹簧后端的一圈弹簧端头挤压折弯,并抵压在后端定位杆上,从而形成与弹簧端面呈90°的钩部。后端定位块和后端抵压杆均为直线运动,结构简单,工序简单,使用方便。
19、综上所述,本技术包括以下至少一种有益技术效果:
20、1.前端成型机构、夹持机构和后端成型机构的配合设置,使得当需要对弹簧的两端进行挤压折弯形成钩部时,不需要将成型的弹簧收集整理转移至其他工位另外加工,在弹簧成型后可连续性作业,省时省力;
21、2.固定座、安装座、控制组件和驱动组件的配套设置,既能够实现对弹簧的夹持功能,也能够实现对弹簧沿靠近或远离绕卷机构方向运动的功能,结构较为简单,使用方便;
22、3.第一直线驱动件和弹性件的设置,使得仅需第一直线驱动件一个动力源即可实现对弹簧的夹持和解除夹持;弹性件的使用,结构简单,照价低廉。
本文地址:https://www.jishuxx.com/zhuanli/20240720/269422.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表