一种MAG焊嘴结构的制作方法
- 国知局
- 2024-08-05 13:52:05
本技术属于mag焊,具体地说是一种mag焊嘴结构。
背景技术:
1、mag(metal active gas arc welding)焊是熔化极活性气体保护电弧焊的英文简称。它可以是纯二氧化碳气体,也可以是在氩气中加入少量的氧化性气体(氧气,二氧化碳或其混合气体)混合而成的一种混合气体保护焊。常用的是80%ar+20%二氧化碳的混合气体,由于混合气体中氩气占的比例较大,故常称为富氩混合气体保护焊。
2、在mag焊中,为了提高焊接效率,保证焊接质量,减小坡口切割量,会将坡口坡度减小。但在焊接大、中件时,钢板坡口深度大、根部空间小,当焊丝干伸长大于25mm时,采用传统的短喷嘴+直导电嘴组合,会造成打底焊接难度大,不易保证根部焊缝质量,无法满足打底焊熔合深度要求。同时,在传统焊接过程中,导电嘴居中性较差,在使用过程中导电嘴易发生歪斜,导致气体发生紊流现象,保护效果下降,从而会产生气孔缺陷,进而影响焊接质量,降低生产效率。
技术实现思路
1、为解决传统短喷嘴+直导电嘴组合对坡口小的工件焊接时,不易保证根部焊缝质量,无法满足打底焊熔合深度要求,且导电嘴居中性较差,易发生歪斜的问题,本实用新型提供一种mag焊嘴结构。
2、本实用新型是通过下述技术方案来实现的:
3、一种mag焊嘴结构,包括套体压帽、喷嘴、导电嘴、垫套和能够与焊枪旋接安装的导电嘴连杆,导电嘴后端与导电嘴连杆前端旋接安装;垫套呈t型结构,垫套套装于导电嘴连杆外侧;套体压帽后端设有向内凸的环台,环台与垫套细端套装,垫套阶梯台面与环台后端面抵接;导电嘴连杆上设有与环台前端面压装的肩台;套体压帽前端旋接安装有对导电嘴环绕的喷嘴,喷嘴前端呈圆锥形结构。
4、本实用新型的进一步改进还有,还包括套装于导电嘴连杆外侧的垫圈,垫圈压装于肩台后端面与环台前端面之间。
5、本实用新型的进一步改进还有,套体压帽套装于垫圈外侧。
6、本实用新型的进一步改进还有,垫圈与垫套之间具有间隙。
7、本实用新型的进一步改进还有,垫圈和垫套采用绝缘材料。
8、本实用新型的进一步改进还有,导电嘴前端外圈呈圆锥形结构。
9、本实用新型的进一步改进还有,导电嘴外圈设有相对布置的平台。
10、本实用新型的进一步改进还有,套体压帽外圈环形间隔设有轴向的防滑凸起。
11、本实用新型的进一步改进还有,环台内圈边沿倒有倒角。
12、本实用新型的进一步改进还有,喷嘴和导电嘴采用铬锆铜材料;套体压帽采用黄铜材料。
13、从以上技术方案可以看出,本实用新型的有益效果是:
14、导电嘴后端的外螺纹与导电嘴连杆前端的内螺纹配合连接,喷嘴后端的外螺纹与套体压帽前端的内螺纹配合连接;导电嘴连杆后端的外螺纹旋接于焊枪上,通过肩台、环台传递到垫套上,使垫套后端面与焊接可靠压合,且套体压帽套装于垫套细端的外侧,从而保证了导电嘴连杆与套体压帽定位安装的可靠性,从而实现导电嘴在喷嘴始终居中,避免导电嘴发生歪斜而导致气体发生紊流现象,避免产生气孔缺陷,保证焊接质量,提高生产效率;且喷嘴前端呈圆锥形结构,实现对喷嘴前端部直径的缩小和加长,从而能更好的适配小坡口焊接,保证焊接质量,满足打底焊熔合深度要求。整体结构简单,使用便捷,实用性好。
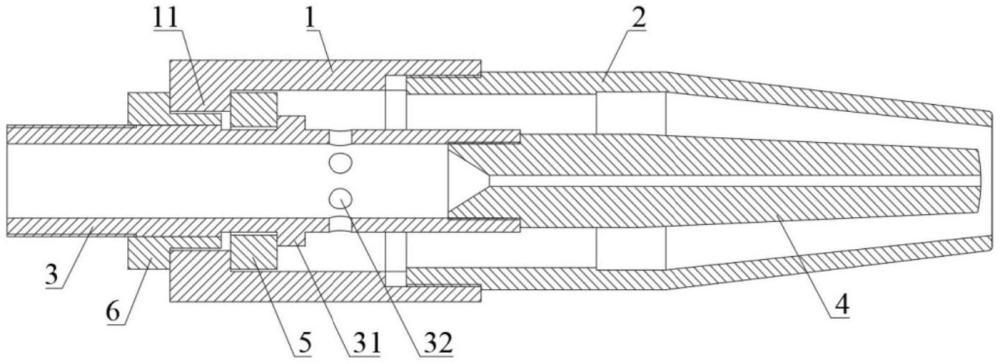
技术特征:1.一种mag焊嘴结构,其特征在于,包括套体压帽(1)、喷嘴(2)、导电嘴(4)、垫套(6)和能够与焊枪旋接安装的导电嘴连杆(3),导电嘴(4)后端与导电嘴连杆(3)前端旋接安装;垫套(6)呈t型结构,垫套(6)套装于导电嘴连杆(3)外侧;套体压帽(1)后端设有向内凸的环台(11),环台(11)与垫套(6)细端套装,垫套(6)阶梯台面与环台(11)后端面抵接;导电嘴连杆(3)上设有与环台(11)前端面压装的肩台(31);套体压帽(1)前端旋接安装有对导电嘴(4)环绕的喷嘴(2),喷嘴(2)前端呈圆锥形结构。
2.根据权利要求1所述的mag焊嘴结构,其特征在于,还包括套装于导电嘴连杆(3)外侧的垫圈(5),垫圈(5)压装于肩台(31)后端面与环台(11)前端面之间。
3.根据权利要求2所述的mag焊嘴结构,其特征在于,套体压帽(1)套装于垫圈(5)外侧。
4.根据权利要求1所述的mag焊嘴结构,其特征在于,垫圈(5)与垫套(6)之间具有间隙。
5.根据权利要求1所述的mag焊嘴结构,其特征在于,垫圈(5)和垫套(6)采用绝缘材料。
6.根据权利要求1所述的mag焊嘴结构,其特征在于,导电嘴(4)前端外圈呈圆锥形结构。
7.根据权利要求1所述的mag焊嘴结构,其特征在于,导电嘴(4)外圈设有相对布置的平台(41)。
8.根据权利要求1所述的mag焊嘴结构,其特征在于,套体压帽(1)外圈环形间隔设有轴向的防滑凸起。
9.根据权利要求1所述的mag焊嘴结构,其特征在于,环台(11)内圈边沿倒有倒角。
10.根据权利要求1所述的mag焊嘴结构,其特征在于,喷嘴(2)和导电嘴(4)采用铬锆铜材料;套体压帽(1)采用黄铜材料。
技术总结本技术公开一种MAG焊嘴结构,属于MAG焊技术领域,包括套体压帽、喷嘴、导电嘴、垫套和导电嘴连杆,导电嘴后端与导电嘴连杆旋接;垫套呈T型结构,套装于导电嘴连杆外;套体压帽后端设有环台,环台与垫套套装,垫套阶梯台面与环台后端面抵接;导电嘴连杆上设有与环台前端面压装的肩台;套体压帽前端旋接有喷嘴,喷嘴前端呈圆锥形结构。保证导电嘴连杆与套体压帽定位安装的可靠性,实现导电嘴在喷嘴始终居中,避免导电嘴歪斜而导致气体紊流,避免产生气孔缺陷,保证焊接质量,提高生产效率;实现喷嘴前端部直径的缩小和加长,能更好的适配小坡口焊接,保证焊接质量。技术研发人员:夏培荣,李常厚,曹飞,李鹏受保护的技术使用者:济南二机床集团有限公司技术研发日:20231130技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240720/269563.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表