卷烟商标纸输送小车的制作方法
- 国知局
- 2024-08-01 05:15:24
本技术涉及一种输送小车,特别是一种卷烟商标纸输送小车。
背景技术:
1、在现有的zb45包装机生产过程中,条盒商标纸与小盒商标纸主要通过人工上料,通过agv输送整垛商标纸纸垛到机台指定位置,随后,再由人工拆除塑料膜与牛皮纸后放置在包装机上,这个过程费时费力。
2、公布号为cn112551209a的中国发明专利申请书中公开了一种条盒纸和商标纸上料系统的上料方法,主要通过机械手抓取商标纸直接放置在裁剪机构位置,再通过长皮带输送商标纸到包装机料仓。该方案占地面积大,机械手使用复杂且效率低,只能安装在机台附近,且长皮带容易跑偏,需要经常调整。因此急需设计一款输送小车,来解决上述问题。
技术实现思路
1、本实用新型的目的是提供一种卷烟商标纸输送小车,以解决现有技术中的技术问题,它能够代替人工来运输条盒商标纸和小盒商标纸,具有占地空间小、输送效率高且不会跑偏的优点。
2、本实用新型提供了一种卷烟商标纸输送小车,包括输送单轨和输送小车,所述输送小车安装在所述输送单轨上,所述输送小车的顶部固定连接有皮带托盘,所述皮带托盘的一端安装有主动辊组件和驱动机构,所述驱动机构与所述主动辊组件连接,所述皮带托盘的另一端安装有从动辊组件,所述主动辊组件通过皮带与所述从动辊组件连接。
3、前述的卷烟商标纸输送小车中,优选地,所述输送小车采用单轨rgv小车。
4、前述的卷烟商标纸输送小车中,优选地,所述皮带托盘与所述输送单轨垂直的两个侧面为前面和后面,另外两个侧面为第一端面和第二端面,所述前面和所述后面的中部均固设有一块连接板,所述连接板的下端与所述输送小车的顶面固定连接。
5、前述的卷烟商标纸输送小车中,优选地,所述皮带托盘内开设有容纳仓,所述容纳仓贯穿于所述第一端面和所述第二端面。
6、前述的卷烟商标纸输送小车中,优选地,所述主动辊组件包括主动辊筒、主动辊安装板和同步惰轮,所述主动辊筒与所述第一端面位于同一侧,所述主动辊安装板的数量为两个,两个所述主动辊安装板的一端分别固设在所述皮带托盘的前面和后面上,两个所述主动辊安装板的另一端分别与所述主动辊筒两端的转轴转动连接,所述主动辊筒其中一端的转轴上固定安装有所述同步惰轮。
7、前述的卷烟商标纸输送小车中,优选地,所述容纳仓内固设有驱动电机,所述驱动电机的输出轴贯穿于所述皮带托盘的前面和其中一个所述主动辊安装板,所述驱动电机的输出轴上固定安装有同步轮,所述同步轮通过同步带与所述同步惰轮连接。
8、前述的卷烟商标纸输送小车中,优选地,所述从动辊组件包括从动辊筒和从动辊安装板,所述从动辊筒与所述第二端面位于同一侧,所述从动辊安装板的数量为两个,两个所述从动辊安装板的一端分别固设在所述皮带托盘的前面和后面上,两个所述从动辊安装板的另一端分别与所述从动辊筒两端的转轴转动连接。
9、前述的卷烟商标纸输送小车中,优选地,所述皮带托盘的顶面上设置有重量传感器,所述容纳仓内设置有plc可编程控制器,所述plc可编程控制器与所述重量传感器、所述驱动电机以及所述输送小车的控制器电连接。
10、前述的卷烟商标纸输送小车中,优选地,所述主动辊筒和所述从动辊筒的中间位置均设置有凸台部,所述皮带的内壁面上设置有与所述凸台部配合的凹槽。
11、与现有技术相比,本实用新型包括输送单轨和输送小车,输送小车安装在输送单轨上,输送小车的顶部固定连接有皮带托盘,皮带托盘的一端安装有主动辊组件和驱动机构,驱动机构与主动辊组件连接,皮带托盘的另一端安装有从动辊组件,主动辊组件通过皮带与从动辊组件连接。本实用新型在输送小车上设置了主动辊组件、从动辊组件和皮带,通过驱动机构的驱动可以实现皮带的双向运行,具有上下料方便的优点,而且无需人工上料和卸料,提高装卸效率,配合输送小车可实现全自动上下料和运输,不但节省人力还具有占用空间小的优点。
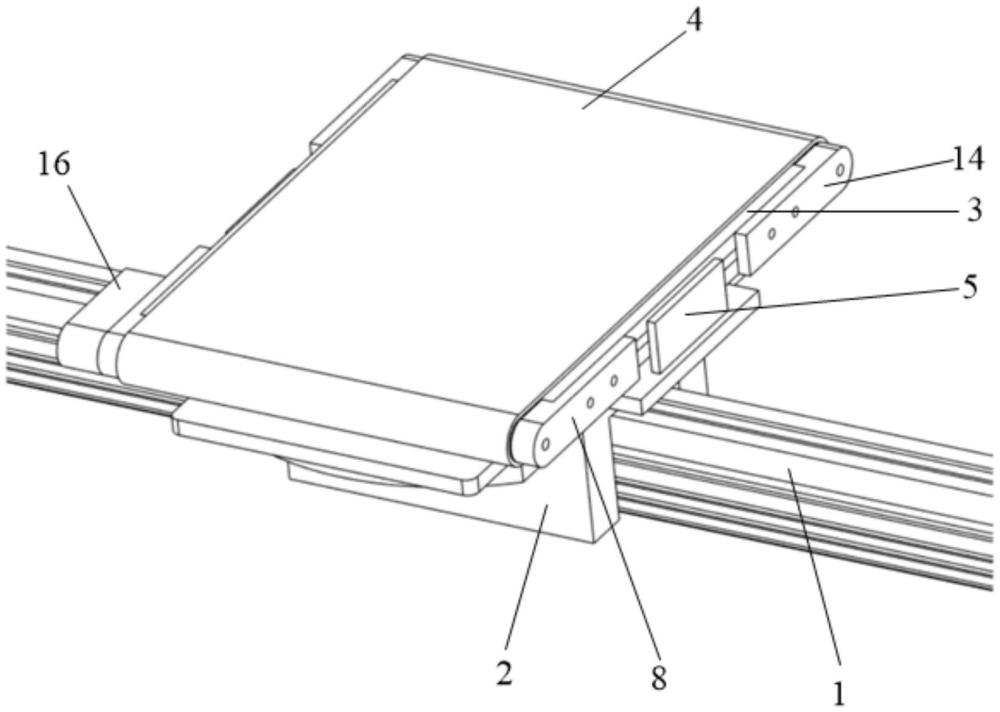
技术特征:1.一种卷烟商标纸输送小车,包括输送单轨(1)和输送小车(2),所述输送小车(2)安装在所述输送单轨(1)上,其特征在于:所述输送小车(2)的顶部固定连接有皮带托盘(3),所述皮带托盘(3)的一端安装有主动辊组件和驱动机构,所述驱动机构与所述主动辊组件连接,所述皮带托盘(3)的另一端安装有从动辊组件,所述主动辊组件通过皮带(4)与所述从动辊组件连接。
2.根据权利要求1所述的卷烟商标纸输送小车,其特征在于:所述输送小车(2)采用单轨rgv小车。
3.根据权利要求1所述的卷烟商标纸输送小车,其特征在于:所述皮带托盘(3)与所述输送单轨(1)垂直的两个侧面为前面和后面,另外两个侧面为第一端面和第二端面,所述前面和所述后面的中部均固设有一块连接板(5),所述连接板(5)的下端与所述输送小车(2)的顶面固定连接。
4.根据权利要求3所述的卷烟商标纸输送小车,其特征在于:所述皮带托盘(3)内开设有容纳仓(6),所述容纳仓(6)贯穿于所述第一端面和所述第二端面。
5.根据权利要求4所述的卷烟商标纸输送小车,其特征在于:所述主动辊组件包括主动辊筒(7)、主动辊安装板(8)和同步惰轮(9),所述主动辊筒(7)与所述第一端面位于同一侧,所述主动辊安装板(8)的数量为两个,两个所述主动辊安装板(8)的一端分别固设在所述皮带托盘(3)的前面和后面上,两个所述主动辊安装板(8)的另一端分别与所述主动辊筒(7)两端的转轴转动连接,所述主动辊筒(7)其中一端的转轴上固定安装有所述同步惰轮(9)。
6.根据权利要求5所述的卷烟商标纸输送小车,其特征在于:所述容纳仓(6)内固设有驱动电机(10),所述驱动电机(10)的输出轴贯穿于所述皮带托盘(3)的前面和其中一个所述主动辊安装板(8),所述驱动电机(10)的输出轴上固定安装有同步轮(11),所述同步轮(11)通过同步带(12)与所述同步惰轮(9)连接。
7.根据权利要求6所述的卷烟商标纸输送小车,其特征在于:所述从动辊组件包括从动辊筒(13)和从动辊安装板(14),所述从动辊筒(13)与所述第二端面位于同一侧,所述从动辊安装板(14)的数量为两个,两个所述从动辊安装板(14)的一端分别固设在所述皮带托盘(3)的前面和后面上,两个所述从动辊安装板(14)的另一端分别与所述从动辊筒(13)两端的转轴转动连接。
8.根据权利要求7所述的卷烟商标纸输送小车,其特征在于:所述皮带托盘(3)的顶面上设置有重量传感器(15),所述容纳仓(6)内设置有plc可编程控制器(17),所述plc可编程控制器(17)与所述重量传感器(15)、所述驱动电机(10)以及所述输送小车(2)的控制器电连接。
9.根据权利要求8所述的卷烟商标纸输送小车,其特征在于:所述主动辊筒(7)和所述从动辊筒(13)的中间位置均设置有凸台部,所述皮带(4)的内壁面上设置有与所述凸台部配合的凹槽。
技术总结本技术公开了一种卷烟商标纸输送小车,包括输送单轨(1)和输送小车(2),所述输送小车(2)安装在所述输送单轨(1)上,所述输送小车(2)的顶部固定连接有皮带托盘(3),所述皮带托盘(3)的一端安装有主动辊组件和驱动机构,所述驱动机构与所述主动辊组件连接,所述皮带托盘(3)的另一端安装有从动辊组件,所述主动辊组件通过皮带(4)与所述从动辊组件连接。本技术能够代替人工来运输条盒商标纸和小盒商标纸,具有占地空间小、输送效率高且不会跑偏的优点。技术研发人员:张天奇,张胜利,马学成,刘钊航,冯银龙,孙觅,李成铭,张民业,刘次刚,李小佳,冯秋菊,邢灵冰受保护的技术使用者:河南中烟工业有限责任公司技术研发日:20231208技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240722/218954.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表