一种LNG船液货舱内底不锈钢片段的安装方法与流程
- 国知局
- 2024-08-01 06:31:37
本发明涉及船舶建造和维修,尤其涉及一种lng船液货舱内底不锈钢片段的安装方法。
背景技术:
1、lng船液货舱内底的泵井区域钢板材质为低温不锈钢,船舶建造或者营运过程中由于gtt或者船东的特殊要求,需要更换高级别的低温不锈钢板,由于安装区域涉及低温不锈钢板、碳钢的异种金属焊接,且存在仰焊,在船上直接安装或者更换存在拼装工作量大、焊接质量不好、探伤合格率低等问题,且施工空间狭小。
2、现有技术中常规做法是把需安装或者更换的低温不锈钢板直接拿到船上进行安装,具有如下不足:
3、第一、低温不锈钢板的反面存在大量的纵桁部件、t排部件、加强肘板等结构零件,装配工作量大。
4、第二、散装作业将大量的低温不锈钢和碳钢的焊缝留到船上做,存在平对接焊、仰角焊等工况,焊接质量和效率均不高。
5、第三、内底不锈钢更换时,反面结构的装配、焊接、打磨等工作需在管弄和压载舱里进行,舱内高度不足2m,通风不佳,作业环境较差,对人员的身体健康也不利。
技术实现思路
1、有鉴于此,本发明提供了一种lng船液货舱内底不锈钢片段的安装方法,本方法通过将低温不锈钢板及待安装在其反面的碳钢结构件在内场预先制作形成一个内底不锈钢片段,再将完整的内底不锈钢片段吊装进舱,最后通过一个专用的龟式小车将其驳运至泵井区域,从而完成装配和焊接,有效避免舱内狭小密闭空间里散装大量结构零件、异种金属焊接难度大、焊接效率低、施工质量差的问题,大幅改善作业环境并提高安装效率。
2、一种lng船液货舱内底不锈钢片段的安装方法,具体包括以下步骤:
3、s1,在内场分段车间反态建造内底不锈钢片段;
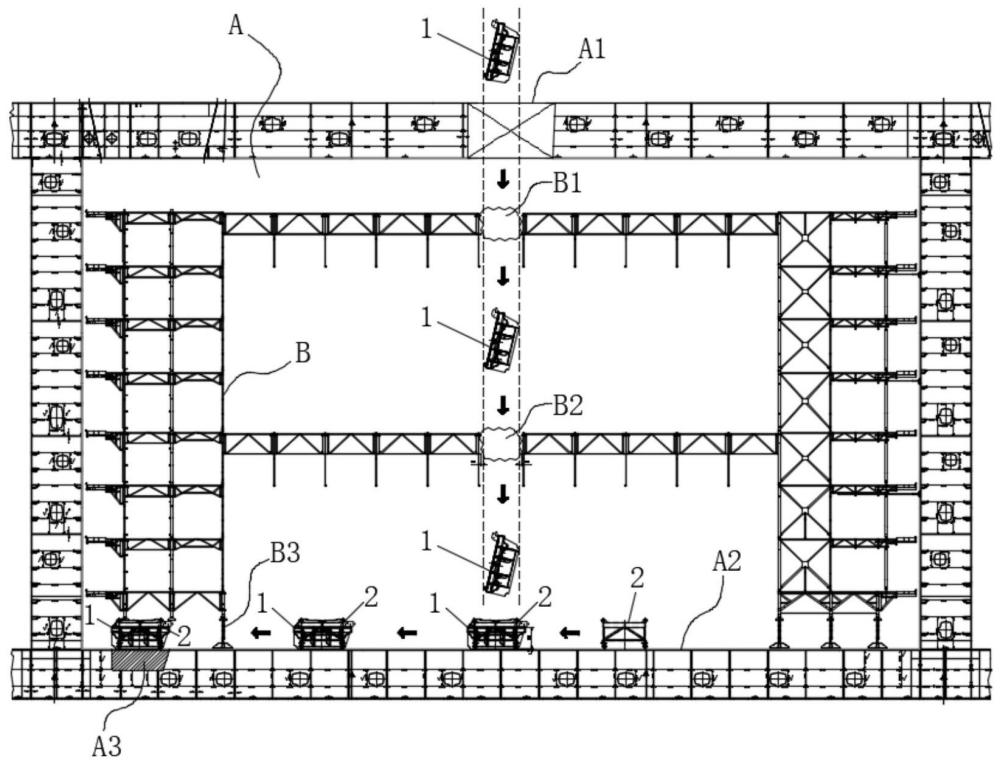
4、s2,将内底不锈钢片段以倾斜姿态从液货舱气穹口吊入液货舱内,并穿过围护系统安装平台上的各层临时开口后正态放置于液货舱的内底板的中心线上;
5、s3,将龟式小车从液货舱气穹口吊入液货舱内,并穿过围护系统安装平台上的各层临时开口后正态放置于液货舱的内底板上;
6、s4,将龟式小车移动到内底不锈钢片段上方,利用龟式小车将内底不锈钢片段提升离地;
7、s5,龟式小车将内底不锈钢片段驳运至泵井区域的凹坑位置上方,并将内底不锈钢片段下放合拢到凹坑内;
8、s6,对内底不锈钢片段与母船体结构之间的合拢缝进行装配焊接和报验。
9、优选地,所述内底不锈钢片段包括低温不锈钢板,固定在低温不锈钢板的一板面上的t排部件、纵桁部件、加强肘板、加强筋和球扁钢,以及固定在低温不锈钢板的另一板面上的第一吊装眼板和第二吊装眼板;
10、其中,t排部件呈横向和纵向分布固定在低温不锈钢板上,纵桁部件垂直固定在横向设置的t排部件的端部,横向设置的t排部件与低温不锈钢板的连接处、纵桁部件与低温不锈钢板的连接处均设置有多个等距分布的加强肘板,加强筋设置在相邻两排纵向设置的t排部件之间、纵向设置的t排部件与纵桁部件之间,加强筋末端衔接有连接肘板,球扁钢贯穿连接肘板。
11、优选地,所述第一吊装眼板和第二吊装眼板设置有两组,两组第一吊装眼板和第二吊装眼板分别设置在低温不锈钢板的艏艉端。
12、优选地,步骤s2中将内底不锈钢片段吊入液货舱内的具体步骤为:
13、将吊车的吊钩与反态的内底不锈钢片段的第一吊装眼板相连,利用吊车将内底不锈钢片段翻身至倾斜姿态;
14、利用第一手拉葫芦将吊车的吊钩与内底不锈钢片段的第二吊装眼板相连;
15、起吊将内底不锈钢片段以倾斜姿态从液货舱气穹口吊入液货舱内,并向下依次穿过围护系统安装平台的第一存储层和第二存储层上的临时开口,当内底不锈钢片段与液货舱的内底板相距100-300mm时停止吊装,并在内底不锈钢片段底部搁置木垫块对其进行临时支撑;
16、收紧第一手拉葫芦并同步下放吊钩将内底不锈钢片段的姿态调整至正态使其坐落在木垫块上;
17、然后,抽出木垫块,继续下放吊钩将内底不锈钢片段放置于液货舱的内底板上。
18、优选地,所述龟式小车包括框架主体、对称设置在框架主体上的多组滑轮吊装组件,滑轮吊装组件包括固定在框架主体边缘的顶部吊码、通过立柱固定在框架主体上的第二滑轮、通过斜撑固定在框架主体上的第一滑轮、以及钢丝绳,第二滑轮卧态设置,第一滑轮立态设置,第二滑轮与第一滑轮之间的连线与第二滑轮与顶部吊码之间的连线相垂直,且第二滑轮的出线高度与第一滑轮的入线高度相等,钢丝绳的一端固定在顶部吊码上、另一端依次绕过第二滑轮和第一滑轮后与内底不锈钢片段的吊装眼板相连,钢丝绳上设有第二手拉葫芦。
19、优选地,所述第一滑轮的滑轮中心与框架主体的侧边缘相对齐。
20、优选地,所述框架主体包括多个横纵交错以构成一个矩形框架的短边横梁和长边横梁、垂直固定在矩形框架四角的支腿、以及固定在支腿底部的万向轮,第二滑轮固定在位于内侧的短边横梁上,第一滑轮固定在位于边侧的长边横梁上,第二手拉葫芦设置在第二滑轮与顶部吊码之间的钢丝绳上。
21、优选地,步骤s4中龟式小车将内底不锈钢片段提升至离地50mm以上。
22、优选地,步骤s5中内底不锈钢片段下放合拢到凹坑内后,内底不锈钢片段与母船体结构之间的单边间隙为5mm-9mm。
23、本发明的有益效果是:
24、1、本发明通过将低温不锈钢板及待安装在其反面的碳钢结构件在内场预先制作形成一个内底不锈钢片段,再将完整的内底不锈钢片段吊装进舱,最后通过一个专用的龟式小车将其驳运至泵井区域,从而完成装配和焊接,有效避免舱内狭小密闭空间里散装大量结构零件、异种金属焊接难度大、焊接效率低、施工质量差的问题,大幅改善作业环境并提高安装效率。
25、2、本发明利用片段化的建造方法在内场分段车间建造成一个完整的内底不锈钢片段,大幅改善了低温不锈钢板安装或维修的作业环境和作业量,提高了安装建造精度;且通过将低温不锈钢板和碳钢异种金属之间90%的焊接工作提前到内场片段制作时完成,船上与母船体结构合拢时只需进行平对接缝的焊接工作,焊接效率和质量显著提升。
26、3、本发明采用了一种专用的龟式小车将吊送到液货舱内的不锈钢片段移动和安装到泵井区域的凹坑位置,不仅提高了运输效率,也提高了不锈钢片段的安装效率和安装质量;且龟式小车除了可用于内底不锈钢片段的安装外,还可适用于其他船体结构、船舶舾装等的安装作业,通用性较高,局部改造的成本非常低。
技术特征:1.一种lng船液货舱内底不锈钢片段的安装方法,其特征在于,具体包括以下步骤:
2.根据权利要求1所述的lng船液货舱内底不锈钢片段的安装方法,其特征在于,所述内底不锈钢片段(1)包括低温不锈钢板(11),固定在低温不锈钢板(11)的一板面上的t排部件(13)、纵桁部件(12)、加强肘板(14)、加强筋(17)和球扁钢(18),以及固定在低温不锈钢板(11)的另一板面上的第一吊装眼板(15)和第二吊装眼板(16);
3.根据权利要求2所述的lng船液货舱内底不锈钢片段的安装方法,其特征在于,所述第一吊装眼板(15)和第二吊装眼板(16)设置有两组,两组第一吊装眼板(15)和第二吊装眼板(16)分别设置在低温不锈钢板(11)的艏艉端。
4.根据权利要求1所述的lng船液货舱内底不锈钢片段的安装方法,其特征在于,步骤s2中将内底不锈钢片段(1)吊入液货舱(a)内的具体步骤为:
5.根据权利要求1所述的lng船液货舱内底不锈钢片段的安装方法,其特征在于,所述龟式小车(2)包括框架主体(21)、对称设置在框架主体上的多组滑轮吊装组件,滑轮吊装组件包括固定在框架主体(21)边缘的顶部吊码(22)、通过立柱(25)固定在框架主体(21)上的第二滑轮(232)、通过斜撑(26)固定在框架主体(21)上的第一滑轮(231)、以及钢丝绳(27),第二滑轮(232)卧态设置,第一滑轮(231)立态设置,第二滑轮(232)与第一滑轮(231)之间的连线与第二滑轮(232)与顶部吊码(22)之间的连线相垂直,且第二滑轮(232)的出线高度与第一滑轮(231)的入线高度相等,钢丝绳(27)的一端固定在顶部吊码(22)上、另一端依次绕过第二滑轮(232)和第一滑轮(231)后与内底不锈钢片段(1)的吊装眼板相连,钢丝绳(27)上设有第二手拉葫芦(24)。
6.根据权利要求5所述的lng船液货舱内底不锈钢片段的安装方法,其特征在于,所述第一滑轮(231)的滑轮中心与框架主体(21)的侧边缘相对齐。
7.根据权利要求5或6所述的lng船液货舱内底不锈钢片段的安装方法,其特征在于,所述框架主体(21)包括多个横纵交错以构成一个矩形框架的短边横梁(211)和长边横梁(212)、垂直固定在矩形框架四角的支腿(213)、以及固定在支腿(213)底部的万向轮(28),第二滑轮(232)固定在位于内侧的短边横梁(211)上,第一滑轮(231)固定在位于边侧的长边横梁(212)上,第二手拉葫芦(24)设置在第二滑轮(232)与顶部吊码(22)之间的钢丝绳上。
8.根据权利要求1所述的lng船液货舱内底不锈钢片段的安装方法,其特征在于,步骤s4中龟式小车(2)将内底不锈钢片段(1)提升至离地50mm以上。
9.根据权利要求1所述的lng船液货舱内底不锈钢片段的安装方法,其特征在于,步骤s5中内底不锈钢片段(1)下放合拢到凹坑内后,内底不锈钢片段(1)与母船体结构之间的单边间隙为5mm-9mm。
技术总结本发明公开了一种LNG船液货舱内底不锈钢片段的安装方法,本方法通过将低温不锈钢板及待安装在其反面的碳钢结构件在内场预先制作形成一个内底不锈钢片段,再将完整的内底不锈钢片段吊装进舱,最后通过一个专用的龟式小车将其驳运至泵井区域,从而完成装配和焊接,有效避免舱内狭小密闭空间里散装大量结构零件、异种金属焊接难度大、焊接效率低、施工质量差的问题,大幅改善作业环境并提高安装效率。技术研发人员:戴伟,邓庆彪,阳泽伟,孙顾浩,杨光,宋飞金,刘凯,任成方受保护的技术使用者:沪东中华造船(集团)有限公司技术研发日:技术公布日:2024/4/24本文地址:https://www.jishuxx.com/zhuanli/20240722/224070.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。