一种胎架线型调整辅助工装、系统及使用方法与流程
- 国知局
- 2024-08-01 07:16:32
本技术涉及船舶建造领域,具体涉及一种胎架线型调整辅助工装、系统及使用方法。
背景技术:
1、目前船舶分段制造时,根据分段的制造方式和分段的外板面来调节分段底部胎架的形状和高度,使得分段与胎架的外板面贴合,同时保证胎架能够承托分段,以此来实现在胎架上制造分段。
2、相关技术中,在船舶分段制造过程中,需要对胎架线型进行检查和修整,由于胎架样板大而重,分段肋位较多,需要多次移动样板进行胎架线型检查和修整,在检查和修整胎架线型的过程中需要靠多人协同搬运和调整,工作效率较低。
3、因此,有必要设计一种胎架线型调整辅助工装,以克服上述问题。
技术实现思路
1、本技术提供一种胎架线型调整辅助工装、系统及使用方法,可以解决相关技术中多次移动样板进行胎架线型检查和修整耗费大量人力和工作效率低的技术问题。
2、第一方面,本技术实施例提供一种胎架线型调整辅助工装,其包括行走组件、至少两个夹持组件和胎架样板,所述行走组件包括固定架和设置于所述固定架两侧的行走滚轮,所述行走滚轮用于滑动支撑于胎架;至少两个所述夹持组件安装于所述固定架;所述胎架样板安装于至少两个所述夹持组件。
3、其中,所述固定架可以设置为槽钢,两个所述槽钢的凸出部相对焊接形成所述固定架,所述胎架样板安装于至少两个所述夹持组件,至少两个所述夹持组件安装于所述固定架,使所述胎架样板随所述固定架移动而移动,所述行走滚轮设置于所述固定架的两侧,所述行走滚轮用于滑动支撑于所述胎架,使所述胎架样板滑动支撑于所述胎架。
4、结合第一方面,在一种实施方式中,所述夹持组件包括角铁和位于所述角铁一侧的安装架,所述角铁与所述安装架固定连接形成安装槽,所述安装架的一侧设置有锁紧螺丝,所述安装架与所述锁紧螺丝活动连接,所述胎架样板安装于所述安装槽并通过所述锁紧螺丝固定于所述固定架。
5、其中,所述安装架可以设置为两面垂直焊接的钢板,所述安装架的一面钢板与所述角铁连接,所述安装架的另一面钢板与所述锁紧螺丝连接,所述角铁与所述安装架固定连接形成安装槽,使所述胎架样板放置于所述角铁的一侧,并通过所述锁紧螺丝固定于所述角铁,使所述胎架样板随所述角铁移动而移动,所述角铁与所述固定架间接连接,使所述胎架样板固定于所述固定架,使所述胎架样板随所述固定架移动而移动。
6、结合第一方面,在一种实施方式中,所述胎架线型调整辅助工装还包括调节组件,所述调节组件包括固定框,所述固定框与所述固定架固定,所述固定框底部固设有调节螺母,所述调节螺母安装有调节螺丝,所述调节螺丝穿过所述角铁与所述调节螺母螺纹连接,使所述角铁通过所述固定框安装至所述固定架。
7、其中,所述固定框可以设置为四面相互垂直焊接的钢板,所述固定架穿过所述固定框并与所述固定框固定,所述调节组件通过所述固定框固定于所述固定架,所述调节组件通过所述调节螺母和所述调节螺丝配合使安装于所述角铁的胎架样板沿所述调节螺丝的轴线方向上下移动,使所述胎架样板的水平位置调整。
8、结合第一方面,在一种实施方式中,所述固定架的一侧固设有齿轮条,所述齿轮条沿所述行走滚轮的轴线方向延伸,所述齿轮条安装有调节齿轮,所述调节齿轮与所述齿轮条齿接。其中,所述调节齿轮与所述齿轮条配合,使安装于所述固定架的所述胎架样板沿所述行走滚轮的轴线方向左右移动,使所述胎架样板的左右位置调整。
9、结合第一方面,在一种实施方式中,所述调节组件还包括齿轮操作杆,所述齿轮操作杆从所述调节齿轮的一端延伸至操作区。其中,所述齿轮操作杆从所述调节齿轮的一端延伸至操作区,使操作人员可以在操作区通过所述齿轮操作杆调节所述调节齿轮,使安装于所述固定架的所述胎架样板的左右位置调整,减少操作人员的工作量,提高工作效率。
10、结合第一方面,在一种实施方式中,所述固定架的一端设置有至少两个所述行走滚轮。其中,至少两个所述行走滚轮通过多点位协同支撑使所述固定架的一端稳定支撑于所述胎架,并使安装于所述固定架的胎架样板不易晃动防止其发生偏移。
11、结合第一方面,在一种实施方式中,所述胎架样板设置为半圆形。其中,所述胎架样板设置为半圆形,使所述胎架样板一次完成搭建,避免胎架线型调整过程需要多人协作和操作人员反复配合校准所述胎架样板的位置。
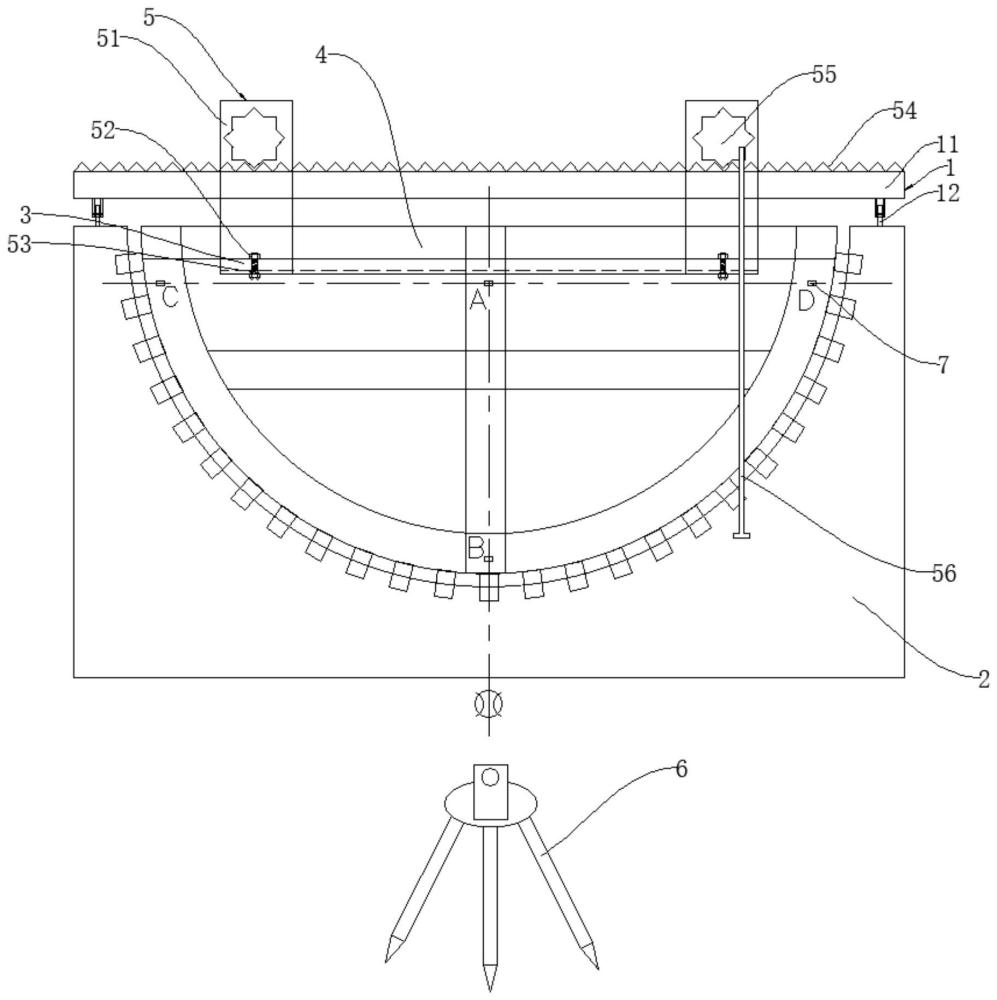
12、结合第一方面,在一种实施方式中,所述胎架线型调整辅助工装还包括全站仪和多个反射标靶,多个反射标靶分别设置于胎架样板,且部分所述反射标靶的连线形成第一中心线,部分所述反射标靶的连线形成第二中心线,所述第二中心线与所述第一中心线垂直,且所述第二中心线与所述第一中心线相交于所述胎架样板的圆心。
13、其中,所述全站仪既可以确定所述胎架的水平线和中心线,也可以校准固定于所述固定架的所述胎架样板的水平位置和中心位置,使所述胎架和所述胎架样板的中心线平行或者重合,多个反射标靶分别设置于胎架样板,且部分所述反射标靶的连线形成第一中心线,所述第一中心线可以设置为所述胎架样板的水平线也可以设置为中心线,部分所述反射标靶的连线形成第二中心线,所述第二中心线可以设置为与所述第一中心线垂直的所述胎架样板的中心线或者水平线,使所述第二中心线与所述第一中心线相交于所述胎架样板的圆心。
14、第二方面,本技术实施例提供了一种胎架线型调整系统,其包括胎架、行走组件、至少两个夹持组件和胎架样板,所述胎架内形成放置腔;所述行走组件包括固定架和设置于所述固定架两侧的行走滚轮,所述行走滚轮滑动支撑于所述胎架;至少两个所述夹持组件安装于所述固定架;所述胎架样板安装于至少两个所述夹持组件并设置于所述放置腔。
15、其中,所述胎架线型调整系统包括胎架、行走组件、至少两个夹持组件和胎架样板,所述胎架内形成放置腔,使安装于至少两个所述夹持组件的所述胎架样板放置于所述放置腔内,至少两个所述夹持组件安装于所述固定架,所述行走滚轮设置于所述固定架的两侧,使所述胎架样板可以滑动支撑于所述胎架,并使所述胎架样板可以根据肋骨间距沿所述胎架厚度方向前后移动。
16、第三方面,本技术实施例提供了一种胎架线型调整辅助工装的使用方法,所述使用方法包括以下步骤:
17、第一步:使用全站仪测量第一中心线上反射标靶的坐标,并利用夹持组件调整胎架样板的高度,使第一中心线位于预设高度并处于水平状态。
18、其中,沿所述胎架样板的第一中心线的两点c和d贴有反射标靶,沿所述胎架样板的第二中心线的两点a和b贴有反射标靶,其中,a点也位于第一中心线上,在使用全站仪之前,可以将全站仪放置于所述胎架的中心线上,所述胎架的左侧与右侧关于该中心线对称,并将所述胎架上的预设高度位置在全站仪上设置为高度为0,以该预设高度位置作为基准,利用全站仪确定c点和d点上反射标靶高度位置的数值,使用安装在所述夹持组件上的调节组件调整所述胎架样板的高度位置,也即通过所述调节螺丝上下微调所述角铁使所述胎架样板的第一中心线水平并位于预设高度。
19、第二步:使用全站仪测量第二中心线上反射标靶的坐标,并调整胎架样板的左右位置,使第二中心线与胎架的中心对齐。
20、其中,利用全站仪测量a点和b点反射标靶的坐标,当a点和b点反射标靶没有位于所述胎架的中心线上时,利用通过转动所述齿轮操作杆使所述调节齿轮转动,使所述调节齿轮在所述齿轮条上沿所述行走滚轮的轴线方向左右移动,使安装于所述固定架的所述胎架样板的左右位置调整,直至所述胎架样板的第二中心线与所述胎架的中心线重合。
21、第三步:在胎架上划线,第一档划完后,移动行走滚轮调节胎架样板整体的前后位置,将胎架样板移动至第二档上划线,依次往复,完成胎架样板所有档的划线。
22、其中,通过移动所述行走滚轮使安装于所述固定架的所述胎架样板沿所述胎架的厚度方向前后移动,使所述胎架样板可以根据肋骨间距移动至不同档划线,整个过程避免多人协作和操作人员反复配合校准所述胎架样板的位置,保证线型精准度,同时使船舶分段制造的装配效率极大提高。
23、本技术实施例提供的技术方案带来的有益效果包括:
24、通过设置行走组件,使行走组件可以通过行走滚轮滑动支撑于胎架,并在胎架上移动,而胎架样板通过夹持组件安装于行走组件,使胎架样板随行走组件移动而移动,胎架样板可以根据肋骨间距沿胎架的厚度方向前后移动,不需要人来协同搬运,解决了相关技术中多次移动胎架样板进行胎架线型检查和修整耗费大量人力和工作效率低的技术问题。
本文地址:https://www.jishuxx.com/zhuanli/20240722/226835.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。