一种复合材料工件修复加温固化方法与流程
- 国知局
- 2024-08-01 03:07:19
本发明涉及复合材料工件修复,特别是涉及一种复合材料工件修复加温固化方法。
背景技术:
1、由于复合材料具备高比强度、耐腐蚀、减震性好等特点,广泛应用于制作民航客机的主要工件。随着我国民航事业的蓬勃发展,飞机复合材料工件的维修体量十分巨大,民航复合材料工件维修具有广阔的发展前景,现有技术中,对复合材料工件进行修复过程中,一般需将复合材料工件上的损伤部位去除,通过粘接剂将粘接部件与工件进行粘接,并利用粘接剂在固化前是质地绵软的预浸料状态,方便粘接时粘接部件与工件粘接贴合,再进行加温使粘接剂固化,从而使工件与粘接部件固定。
2、在进行工件大面积损伤修复时,需要加温的面积较大,由于复合材料工件的内部结构复杂,容易发生局部热量散失过多,升温不均,影响工件与粘结部件的粘接效果,同时,由于局部热量损失严重,可导致加温固化区域温度不达标,导致热补仪需要增大输出功率,热补仪长时间大功率输出,容易造成能源浪费,热补仪容易过热造成一定的安全风险。
技术实现思路
1、本发明的目的是:提供一种复合材料工件修复加温固化方法,在对工件与粘接部件进行加温固化时,减少热量散失,降低能源损耗,降低热补仪大功率工作过热带来的安全风险。
2、为了实现上述目的,本发明提供了一种复合材料工件修复加温固化方法,包括以下步骤:
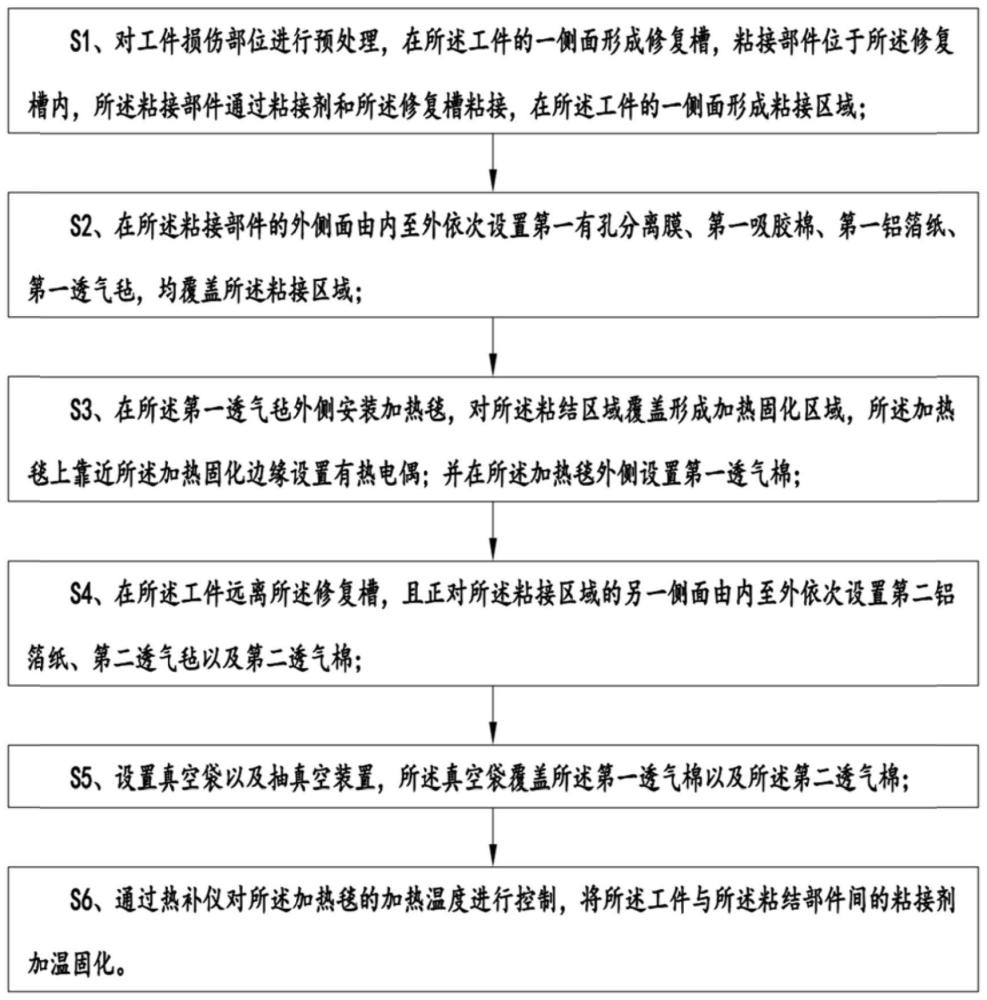
3、s1、对工件损伤部位进行预处理,在所述工件的一侧面形成修复槽,粘接部件位于所述修复槽内,所述粘接部件通过粘接剂和所述修复槽粘接,在所述工件的一侧面形成粘接区域;
4、s2、在所述粘接部件的外侧面由内至外依次设置第一有孔分离膜、第一吸胶棉、第一铝箔纸、第一透气毡,均覆盖所述粘接区域;
5、s3、在所述第一透气毡外侧安装加热毯,对所述粘结区域覆盖形成加热固化区域,所述加热毯上靠近所述加热固化区域边缘设置有热电偶;并在所述加热毯外侧设置第一透气棉;
6、s4、在所述工件远离所述修复槽,且正对所述粘接区域的另一侧面由内至外依次设置第二铝箔纸、第二透气毡以及第二透气棉;
7、s5、设置真空袋以及抽真空装置,所述真空袋覆盖所述第一透气棉以及所述第二透气棉;
8、s6、通过热补仪对所述加热毯的加热温度进行控制,将所述工件与所述粘结部件间的粘接剂加温固化。
9、更进一步地,所述第一有孔分离膜的尺寸大于所述粘接区域的尺寸,所述有孔分离膜与所述粘接区域的单边间距大于1i n。
10、更进一步地,所述吸胶棉的尺寸大于所述粘接区域的尺寸,所述吸胶棉与所述粘接区域的单边间距在2i n-3i n之间。
11、更进一步地,所述加热毯的尺寸大于所述粘接区域的尺寸,所述加热毯与所述粘接区域之间的单边间距大于2i n。
12、更进一步地,所述热电偶的数量至少为3个。
13、更进一步地,所述第一铝箔纸与所述第二铝箔纸以及所述加热毯的尺寸相同。
14、更进一步地,所述第一有孔分离膜、所述第一吸胶棉、所述第一铝箔纸、所述第二铝箔纸、所述第一透气毡、所述第二透气毡、所述第一透气棉以及所述第二透气棉均通过高温胶带进行粘接固定。
15、更进一步地,所述步骤s1替换为:
16、对工件损伤部位进行预处理,在所述工件的侧面形成修复孔,所述修复孔贯穿所述工件的两侧面,粘接部件位于所述修复孔内,所述粘接部件通过粘接剂和所述修复孔粘结,在所述工件的两侧面形成粘接区域;
17、所述步骤s4替换为:在所述粘接部件的内侧面由内至外依次设置第二有孔分离膜、第二吸胶棉、第二铝箔纸、第二透气毡以及第二透气棉。
18、本发明实施例一种复合材料工件修复加温固化方法,与现有技术相比,其有益效果在于:在粘接部件的外侧由内至外依次设置第一有孔分离膜、第一吸胶棉、第一铝箔纸、第二透气毡,同时,在工件正对粘接区域的另一侧面由内至外依次设置第二铝箔纸、第二透气毡以及第二透气棉,由于第一铝箔纸以及第二铝箔纸具有良好的反射性能,可将接收到的热量进行吸收并反射,降低加温固化区域的热量损失,同时对热量进行补偿,此外,第一透气毡贴合第一铝箔纸设置,第二透气毡贴合第二铝箔纸设置,可阻隔热量散失,使加温固化区域温度快速均匀升高,避免热补仪长时间大功率输出,降低能源浪费,同时降低热补仪过热带来的安全风险。
技术特征:1.一种复合材料工件修复加温固化方法,其特征在于,包括以下步骤:
2.如权利要求1所述的复合材料工件修复加温固化方法,其特征在于:所述第一有孔分离膜的尺寸大于所述粘接区域的尺寸,所述有孔分离膜与所述粘接区域的单边间距大于1in。
3.如权利要求1所述的复合材料工件修复加温固化方法,其特征在于:所述吸胶棉的尺寸大于所述粘接区域的尺寸,所述吸胶棉与所述粘接区域的单边间距在2in-3in之间。
4.如权利要求1所述的复合材料工件修复加温固化方法,其特征在于:所述加热毯的尺寸大于所述粘接区域的尺寸,所述加热毯与所述粘接区域之间的单边间距大于2in。
5.如权利要求1所述的复合材料工件修复加温固化方法,其特征在于:所述热电偶的数量至少为3个。
6.如权利要求1所述的复合材料工件修复加温固化方法,其特征在于:所述第一铝箔纸与所述第二铝箔纸以及所述加热毯的尺寸相同。
7.如权利要求1所述的复合材料工件修复加温固化方法,其特征在于:所述第一有孔分离膜、所述第一吸胶棉、所述第一铝箔纸、所述第二铝箔纸、所述第一透气毡、所述第二透气毡、所述第一透气棉以及所述第二透气棉均通过高温胶带进行粘接固定。
8.如权利要求1所述的复合材料工件修复加温固化方法,其特征在于,所述步骤s1替换为:
技术总结本发明涉及复合材料工件修复技术领域,公开了一种复合材料工件修复加温固化方法,包括步骤:S1、对工件损伤部位进行预处理;S2、在所述粘接部件的外侧面依次设置第一有孔分离膜、第一吸胶棉、第一铝箔纸、第一透气毡;S3、在所述第一透气毡外侧安装加热毯,所述加热毯上设置有热电偶;并在所述加热毯外侧设置第一透气棉;S4、在所述工件远离所述修复槽,且正对所述粘接区域的另一侧面依次设置第二铝箔纸、第二透气毡以及第二透气棉;S5、设置真空袋以及抽真空装置;S6、通过热补仪对所述加热毯的加热温度进行控制。本发明的有益效果:在对工件与粘接部件进行加温固化时,减少热量散失,降低能源损耗,降低热补仪大功率工作过热带来的安全风险。技术研发人员:邱运朋,孙嘉馨,李志歆,王岩,郭晓晨,侯聪受保护的技术使用者:中国南方航空股份有限公司技术研发日:技术公布日:2024/6/26本文地址:https://www.jishuxx.com/zhuanli/20240723/211515.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表