低压注塑方法与流程
- 国知局
- 2024-08-01 03:29:45
本公开涉及注塑,具体地,涉及一种低压注塑方法。
背景技术:
1、注塑工艺一般被用来粘接、密封,填充和涂覆电子元器件,由于注塑材料在没有固化前呈液态,具有一定的流动性,因此施加一定压力后注塑料即可在模具腔内形成固定的结构,固化后的注塑料对电子器件可以起到防水防潮、绝缘导热、防腐蚀减震的作用。因此,可以根据具体的产品需要,选择注塑料,完成注塑工艺。
2、但是,相关技术中,在注塑期间,一些与金属粘接性较好的注塑料会与模具粘接无法取出,强行取出则存在损坏待注塑产品的风险;另外,在锁模压力过大情况下,容易对待注塑产品造成损害。
技术实现思路
1、本公开的目的是提供一种低压注塑方法,该低压注塑方法能够解决相关技术中存在的技术问题。
2、为了实现上述目的,本公开提供一种低压注塑方法,所述低压注塑方法包括:
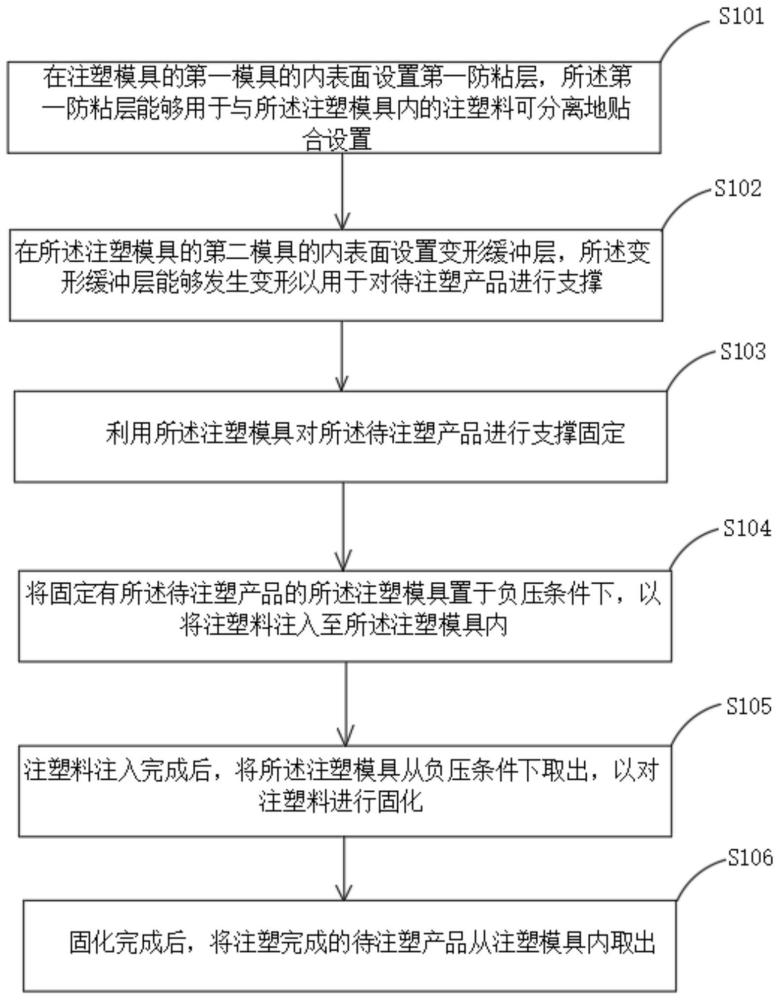
3、在注塑模具的第一模具的内表面设置第一防粘层,所述第一防粘层能够用于与所述注塑模具内的注塑料可分离地贴合设置;
4、在所述注塑模具的第二模具的内表面设置变形缓冲层,所述变形缓冲层能够发生变形以用于对待注塑产品进行支撑;
5、利用所述注塑模具对所述待注塑产品进行支撑固定;
6、将固定有所述待注塑产品的所述注塑模具置于负压条件下,以将注塑料注入至所述注塑模具内;
7、注塑料注入完成后,将所述注塑模具从负压条件下取出,以对注塑料进行固化;
8、固化完成后,将注塑完成的待注塑产品从注塑模具内取出。
9、可选地,将所述注塑模具从负压条件下取出后,将第一弹性柱塞可拔插地设置于所述注塑模具的进料通道内,将第二弹性柱塞可拔插地设置于所述注塑模具的出料通道;
10、固化完成后,拔出所述第一弹性柱塞和所述第二弹性柱塞并将多余的注塑料扭断拔出。
11、可选地,所述将固定有所述待注塑产品的所述注塑模具置于负压条件下包括:
12、将固定有所述待注塑产品的所述注塑模具放置于注塑盘;
13、将放置有所述注塑模具的所述注塑盘放置于注塑抽真空设备内。
14、可选地,所述注塑盘设置为多个,所述将放置有所述注塑模具的所述注塑盘放置于注塑抽真空设备内包括:将多个所述注塑盘依次传入注塑抽真空设备的预真空腔、主真空腔以及破真空腔,其中,
15、在第一注塑盘进入所述主真空腔内进行注塑时,将第二注塑盘送入所述预真空腔内;
16、在所述第一注塑盘进入所述破真空腔后,将所述第二注塑盘送入主真空腔进行注塑;
17、在所述第二注塑盘进入所述主真空腔内进行注塑时,将第三注塑盘送入所述预真空腔内。
18、可选地,所述将多个所述注塑盘依次传入注塑抽真空设备预真空腔、主真空腔以及破真空腔,包括:
19、将所述预真空腔、所述主真空腔以及所述破真空腔抽真空至第一真空度;
20、打开所述预真空腔并放入第一注塑盘后,将所述预真空腔抽真空至所述第一真空度;
21、将所述预真空腔内的所述第一注塑盘送入至所述主真空腔内,以对所述第一注塑盘上的所述待注塑产品进行注塑;
22、在所述第一注塑盘的所述待注塑产品进行注塑的过程中,打开所述预真空腔并放入第二注塑盘后,将所述预真空腔抽真空至第一真空度;
23、所述第一注塑盘的所述待注塑产品注塑完成后,先将所述第一注塑盘送至破真空腔,再将所述第二注塑盘送入至所述主真空腔内,以对所述第二注塑盘上的所述待注塑产品进行注塑;
24、所述预真空腔打开并放入第三注塑盘,所述破真空腔打开破除真空;
25、所述预真空腔抽真空至所述第一真空度,所述第一注塑盘从所述破真空腔内拿出,所述破真空腔抽真空至所述第一真空度。
26、可选地,所述将放置有所述注塑模具的所述注塑盘放置于注塑抽真空设备内包括:
27、将所述注塑抽真空设备的预真空腔、主真空腔以及破真空腔抽真空至第一真空度;
28、打开所述预真空腔并放入注塑盘后,将所述预真空腔抽真空至所述第一真空度;
29、将预真空腔内的所述注塑盘送入至所述主真空腔内,以对所述注塑盘上的所述待注塑产品进行注塑;
30、注塑完成后,将所述注塑盘送所述破真空腔,打开所述破真空腔并进行真空破除。
31、可选地,所述第二模具采用金属材质制成;
32、所述变形缓冲层包括第一变形缓冲层和第二变形缓冲层,所述第一变形缓冲层设置于所述第二模具的内表面,所述第二变形缓冲层设置于所述第一变形缓冲层远离所述第二模具的表面,且所述第一变形缓冲层的硬度大于所述第二变形缓冲层的硬度。
33、可选地,所述第一变形缓冲层采用塑胶材质制成,所述第二变形缓冲层采用硅胶材质制成。
34、可选地,所述第一模具采用金属材质制成;
35、所述第一防粘层包括第一硅胶防粘层和防粘镀膜,所述第一硅胶防粘层远离所述第一模具的表面设置有所述防粘镀膜,且所述防粘镀膜能够用于与注塑料可分离地贴合设置;或者,
36、所述第一防粘层包括第一硅胶防粘层和硅油保护层,所述第一硅胶防粘层远离所述第一模具的表面形成有所述硅油保护层。
37、可选地,所述防粘镀膜的材质包括全氟聚醚、聚四氟乙烯及脱模剂中的任一者。
38、可选地,所述对注塑料进行固化包括:
39、将所述注塑模具放入至加热设备中,加热温度在50℃-120℃之间,加热时间在5min-120min之间。
40、可选地,在进行注塑之前,所述注塑料通过脱泡设备进行搅拌,脱泡设备转速设置在800rpm-2500rpm之间,脱泡设备运行时间在5min-30min之间。
41、在上述技术方案中,通过设置第一防粘层,可以有效地使注塑料注塑模具相分离,避免出现注塑料与注塑模具粘接无法取出的问题,避免强行取出对待注塑产品造成的损害。通过设置能够发生变形的变形缓冲层,以对待注塑产品进行支撑,从而对待注塑产品起到良好的缓冲保护作用,避免锁模压力过大等工况下对待注塑产品造成损害。并且,该变形缓冲层因能够发生变形也能够有效地防止溢料,且对注塑模具起到良好的密封效果,提升注塑的精度。此外,对于带有玻璃屏幕的待注塑产品来说,变形缓冲层的设置一方面能够防止对玻璃屏幕造成划伤,另外一方面能够防止锁模压力过大导致玻璃屏幕产生模印或水波纹,提升注塑的品质。另外,待注塑产品在负压环境下进行注塑,注塑料未固化前流动性好,从而能够使注塑料对待注塑产品的缝隙进行有效地填充,提升待注塑产品的密封效果和抗冲击能力。
42、本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:1.一种低压注塑方法,其特征在于,所述低压注塑方法包括:
2.根据权利要求1所述的低压注塑方法,其特征在于,将所述注塑模具从负压条件下取出后,将第一弹性柱塞可拔插地设置于所述注塑模具的进料通道内,将第二弹性柱塞可拔插地设置于所述注塑模具的出料通道;
3.根据权利要求1所述的低压注塑方法,其特征在于,所述将固定有所述待注塑产品的所述注塑模具置于负压条件下包括:
4.根据权利要求3所述的低压注塑方法,其特征在于,所述注塑盘设置为多个,所述将放置有所述注塑模具的所述注塑盘放置于注塑抽真空设备内包括:将多个所述注塑盘依次传入注塑抽真空设备的预真空腔、主真空腔以及破真空腔,其中,
5.根据权利要求4所述的低压注塑方法,其特征在于,所述将多个所述注塑盘依次传入注塑抽真空设备预真空腔、主真空腔以及破真空腔,包括:
6.根据权利要求3所述的低压注塑方法,其特征在于,所述将放置有所述注塑模具的所述注塑盘放置于注塑抽真空设备内包括:
7.根据权利要求1所述的低压注塑方法,其特征在于,所述第二模具采用金属材质制成;
8.根据权利要求7所述的低压注塑方法,其特征在于,所述第一变形缓冲层采用塑胶材质制成,所述第二变形缓冲层采用硅胶材质制成。
9.根据权利要求1所述的低压注塑方法,其特征在于,所述第一模具采用金属材质制成;
10.根据权利要求9所述的低压注塑方法,其特征在于,所述防粘镀膜的材质包括全氟聚醚、聚四氟乙烯及脱模剂中的任一者。
11.根据权利要求1所述的低压注塑方法,其特征在于,所述对注塑料进行固化包括:
12.根据权利要求1所述的低压注塑方法,其特征在于,在进行注塑之前,所述注塑料通过脱泡设备进行搅拌,脱泡设备转速设置在800rpm-2500rpm之间,脱泡设备运行时间在5min-30min之间。
技术总结本公开涉及一种低压注塑方法,包括:在注塑模具的第一模具的内表面设置第一防粘层,第一防粘层能够用于与注塑模具内的注塑料可分离地贴合设置;在注塑模具的第二模具的内表面设置变形缓冲层,变形缓冲层能够发生变形以用于对待注塑产品进行支撑;利用注塑模具对待注塑产品进行支撑固定;将固定有待注塑产品的注塑模具置于负压条件下,以将注塑料注入至注塑模具内;注塑料注入完成后,将注塑模具从负压条件下取出,以对注塑料进行固化;固化完成后,将注塑完成的待注塑产品从注塑模具内取出。第一防粘层可以有效地使注塑料注塑模具相分离,变形缓冲层对待注塑产品起到良好的缓冲保护作用,避免锁模压力过大对待注塑产品造成损害。技术研发人员:王小明,宋文广,张玉柱,马兰,陈梁受保护的技术使用者:比亚迪股份有限公司技术研发日:技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240723/212725.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表