一种五金模具模内拓印立体纹理注塑件的制备方法及其产品与流程
- 国知局
- 2024-08-01 03:54:01
本技术涉及产品外饰面的,具体的涉及一种五金模具模内拓印立体纹理注塑件的制备方法及其产品。
背景技术:
1、随着消费者对电器、汽车或者家具等的外饰面的纹理需要越来越高,目前市面上很多具有立体纹理饰面的产品不断出现,这种立体纹理可以赋予产品逼真的纹理效果,提高整体产品的展示效果,提高产品的附加值;现有技术在产品表面形成立体纹理的工艺大致分为如下几类:第一种工艺就是先制备具有立体纹理饰面的结构,然后将该结构置于模具中,向着模具内注入注塑料与立体纹理饰面热压结合,然后将立体纹理饰面与注塑件结合在一起,形成具有立体纹理表面的注塑件产品;该工艺是直接将立体纹理层结构与注塑件粘结,这种结构,立体纹理层不能重复利用,而且由于立体纹理层的结构都是塑料材质,在高温注塑过程还可能导致立体纹理层结构由于其性能与注塑件的性能差异,导致立体纹理层发生形变,最终立体纹理的展示效果不理想;第二种工艺是将立体纹理层结构置于模具的型腔内,然后注入注塑料与立体纹理饰面热压结合,将立体纹理层结构中的立体纹理转印到注塑料的表面,将立体纹理层结构撕除,直接在注塑料的表面形成立体纹理,然后不做其他任何处理,直接将压印的立体纹理作为外展示面进行使用,这种方式由于立体纹理直接裸露在外表面,会导致立体纹理容易磨损,使用周期短;而且这种工艺不能赋予立体纹理不同的展示效果,如金属质感,颜色的调配等,只能通过注塑粒子调配,影响注塑件的性能,而且不容易调配;此外,这种工艺其中立体纹理层的结构也同样是塑料件产品,在模具高温注塑过程有可能导致立体纹理发生形变;还有一种工艺是将立体纹理层直接粘结在注塑件的表面,这种方式可能因为长期使用发生老化,导致立体纹理层鼓包、翘起等情况发生,影响整体的展示效果。
2、因此,上述现有技术的无论哪种工艺都无法获得理想的具有立体纹理的注塑件,特别是前面两种工艺,由于在模具内采用的都是塑料件的立体纹理层结构,在注塑过程由于高温高压很容易导致立体纹理结构的形变,不能多次重复利用,不适合大批量立体纹理注塑件的生产。
技术实现思路
1、本技术针对现有技术的上述不足,提供一种可以有效避免立体纹理在高温注塑过程发生形变,适合大批量生产的五金模具模内拓印立体纹理注塑件的制备方法。
2、为了解决上述技术问题,本技术采用的技术方案为:一种五金模具模内拓印立体纹理注塑件的制备方法,制备的步骤包括:
3、(1)首先在载体层上附着uv立体纹理层,形成剥离层;
4、(2)然后将获得的剥离层设置uv立体纹理层的一侧上镀上一层真空镀膜层;
5、(3)将镀上一层真空镀膜层的剥离层进行热压或者高压成型处理,获得具有与待注塑件外轮廓相互适配的造型;
6、(3)然后将成型处理后的剥离层置于沉镍池中进行第一次沉镍,在位于真空镀膜层的外表面上形成第一沉镍层;
7、(4)然后将剥离层从第一沉镍层上剥离,此时在第一沉镍层上形成了uv立体纹理层的转印立体纹理;
8、(5)将获得了转印立体纹理第一沉镍层再次置于沉镍池中进行第二次沉镍,然后在转印立体纹理的一侧沉积上第二沉镍层;将第一沉镍层和第二沉镍层分离,此时第二沉镍层的一个表面上转印上与uv立体纹理层一致的立体纹理;
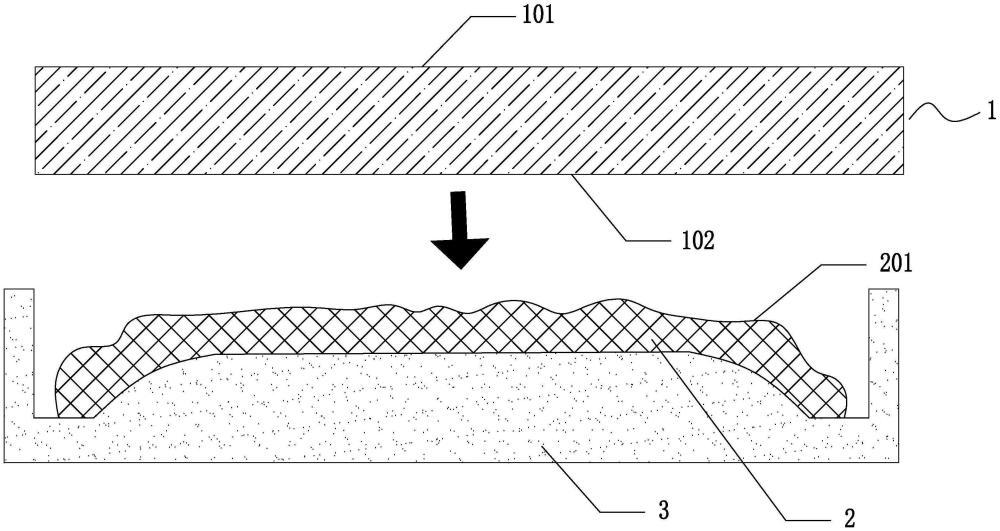
9、(6)将第二沉镍层置于注塑模具的型腔内,并且与注塑模具的型腔固定连接,并且将具有第二沉镍层立体纹理的一面朝向外侧用于与注塑材料结合;
10、(7)向注塑模具内注入注塑件熔融原料,然后原料在模具型腔内与第二沉镍层挤压结合,将第二沉镍层的立体纹理转印至注塑件(即与第二沉镍层注塑压印的注塑件材料)的一个表面上;注塑完成冷却后,将注塑件从模具内取出,从而形成具有立体纹理的注塑件结构。
11、进一步的,所述的真空镀膜层的厚度为50-100微米;采用该结构,既可以将uv立体纹理层覆盖避免在沉镍池中发生腐蚀;而且还可以维持uv立体纹理的纹理效果,该厚度的真空镀膜层在微观状态下仍然跟随uv立体纹理凹凸缝隙起伏,保持uv立体纹理的立体纹理效果。
12、进一步的,所述的第一沉镍层或者第二沉镍层的厚度为1-50mm。
13、进一步的,所述的第二沉镍层焊接于所述的注塑模具的型腔内。
14、进一步的,所述的注塑件为透明材料粒子或者透明有色材料粒子制备而成。
15、进一步的,所述的真空镀膜层为镀镍层或者镀铝层;即采用微纳米级别的金属粒子在uv立体纹理层的表面镀上一层金属镀膜层结构。
16、进一步的,所述的载体层为pc(聚碳酸酯)pet(聚对苯二甲酸乙二醇酯)、abs(丙烯腈-丁二烯-苯乙烯共聚物)、pvc(聚氯乙烯)、pp(聚丙烯)、pe(聚乙烯)或者petg(共挤薄膜级单向拉伸预成型ⅰ级聚酯)中的一种材料制备而成。
17、进一步的,所述的剥离层进行热压或者高压成型处理后再进行3d环切处理,获得具有与待注塑件外轮廓相互适配的造型。
18、进一步的,所述的uv立体纹理层的厚度为200-600微米。
19、进一步的,所述的制备步骤还包括在步骤(7)注塑完成后的二次注塑,具体的将步骤(7)注塑完成后的注塑件置于注塑模具内、然后向注塑模具内注入注塑熔融原料;所述的注塑模具为不设置第二沉镍层的注塑模具;仅仅单纯的进行第二次注塑;该第二次注塑可以采用和第一次注塑不同的注塑材料,可以是透明采用;第二次注塑的方向与第一次注塑件同一侧或者相对一侧。
20、本技术还提供一种含有上述多功能模内拓印立体纹理饰面的产品,具体的该产品包括汽车内外装饰件、家具外饰面或者电器外饰面等;具体的如汽车的内外饰面,电器如冰箱、空调、热水器、蒸烤箱、饮水机、抽油烟机、手机、电脑、扫地机装饰件或者日化用品装饰件等等。
21、本技术的优点和有益效果:
22、1.本技术的技术方案,通过将立体纹理转印到沉镍层上,由于沉镍层是一种金属材质的材料,因此将其固定在模具型腔内,即使在注塑粒子熔融高温和高压注塑环境下,金属沉镍层仍然可以保持其结构的稳定性,其上的立体纹理不会受到高温高压环环境的影响,因此注塑模具的使用周期长,不容易损坏,适合大批量的具有立体纹理的注塑件的生产,提高生产效率,并能保持其上立体纹理的精确度。
23、2.本技术在将剥离层放入沉镍池之前,先在具有uv立体纹理的一面覆盖一层真空镀膜层,即采用微纳米级别的金属粒子在uv立体纹理层的表面镀上一层金属镀膜层结构;这层结构由于采用的是金属粒子,可以在沉镍过程起到导电作用,从而保证沉镍层的有效沉积,更加均衡、完全的覆盖剥离层的表面,从而将uv立体纹理转印到第一沉镍层上;此外,该真空镀膜层的设置还可以避免uv立体纹理层直接和镀液接触,由于uv立体纹理层采用的是uv胶制备而成,如果直接接触沉镍池中的镀液,会导致立体纹理被腐蚀而影响其转印效果,而上述真空镀膜层的设置可以有效避免上述问题的发生;另,本技术的真空镀膜层的设置,在其完成第一次沉镍之后,可以保证剥离层更加容易的与第一沉镍层分离;而且这种通过真空镀膜层覆盖后的立体纹理,其纹理展示的更加细腻,并且还可以提高后续注塑件上立体纹理的光亮度。
24、2.本技术首次采用沉镍层作为形成注塑件立体纹理效果的模具,相较于现有技术采用塑料材质的立体纹理结构的转印方案,本技术的这种金属材质的沉镍层模具具有更加稳固的纹理展示效果,不容易发生形变,使得最终注塑件上的立体纹理更加的细腻、逼真。
25、3.本技术在具体的制备过程采用两次沉镍工序,第一次沉镍将uv立体纹理转印到第一沉镍层上,然后在第一沉镍层上进行第二次沉镍,获得第二沉镍层,从而使得uv立体纹理反向形成在第二沉镍层上,最终在注塑件与第二沉镍层注塑结合的时候,可以获得最终uv立体纹理效果的注塑件产品。
26、4.本技术的制备步骤还包括在步骤(7)注塑完成后的二次注塑,具体的将步骤(7)注塑完成后的注塑件置于注塑模具内、然后向注塑模具内注入注塑熔融原料;所述的注塑模具为不设置第二沉镍层的注塑模具;仅仅单纯的进行第二次注塑;该第二次注塑可以采用和第一次注塑不同的注塑材料,可以是透明采用;第二次注塑的方向与第一次注塑件同一侧或者相对一侧。
本文地址:https://www.jishuxx.com/zhuanli/20240723/214252.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表