一种带辅热及气动清洁功能的纱线张力控制系统的制作方法
- 国知局
- 2024-08-01 04:27:54
本发明涉及一种带辅热及气动清洁功能的纱线张力控制系统,属于智能纱线纺织设备。
背景技术:
1、目前市场的纱线张力控制装置大多数都是机械式或电子式的,大多数张力器的智能化程度较低,尤其在对温度、湿度、张力大小等比较敏感的纱线加工过程中,很多普通型张力器是不适用的。
2、参照图1,常见的纱线张力装置要是通过手动调整台阶式调节盖02(调节盖的内侧有阶梯式卡槽),台阶式调节盖02每旋转一个数字内部卡槽会沿着前端台阶杆01的凸台向右下压,台阶式调节盖02向右下压的过程会压缩弹簧03,弹簧03会把压缩力传递到导向衬套05和左夹片06上,右夹片08通过锁紧螺母09被固定在后端螺纹杆10的左侧,随着台阶式调节盖02的不断调节,左夹片06对右夹片08的压力跟随调节改变,弹簧03的压缩和回弹就起到一个压缩力传导和释放作用,从而左夹片06与右夹片08对纱线07的夹紧力(张力)会根据手动调节台阶式调节盖02上的数字决定。盖上标出的数字越大,内侧卡槽越深,台阶式调节盖02向右对弹簧03的压力越大,传导到纱线07上的张力就越大,反之类推。
3、上述现有装置仍存在一下问题:
4、1)普通纱线张力控制装置中的弹簧受到弹簧圈数、线径及处理工艺的影响,不同批次的弹簧压缩力可能存在一定的误差,因此纱线的张力控制精度不高;
5、2)普通纱线张力控制装置的弹簧缝隙中和夹片之间会有杂质、毛羽、尾纱等异物卡入造成弹簧卡住或者压缩回弹不顺畅,影响夹片张力控制的精度;
6、3)普通纱线张力控制装置的张力调整是人工控制的,一般是每个锭位配套一个,在客户大量配套锭位时,依赖人工去操作时,调节需要花费的时间多,影响作业效率。
7、因此研发设计一款多功能具备智能控制类型的张力系统可以帮助客户解决实际工艺中遇到的技术问题,填补纱线生产过程中的工艺空白。
技术实现思路
1、针对上述现有技术存在的问题,本发明提供一种带辅热及气动清洁功能的纱线张力控制系统,从而解决上述技术问题。
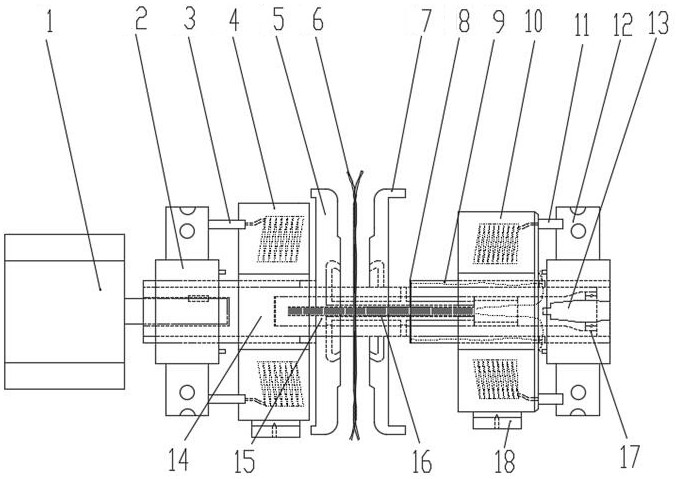
2、为了实现上述目的,本发明采用的技术方案是:一种带辅热及气动清洁功能的纱线张力控制系统,包括伺服电机;所述伺服电机通过plc伺服驱动器直接驱动;所述伺服电机的轴头连接在芯轴的左侧盲孔内;所述芯轴的右侧盲孔内嵌置有导热体;所述导热体内嵌置有电子加热棒;
3、所述芯轴的左端部上套接有通孔式电滑环一;所述通孔式电滑环一一侧通过左端插脚连接左电磁铁;所述芯轴穿过左电磁铁上的通孔并与其间隙配合连接;位于左电磁铁一侧的芯轴上连接有固定式张力片;所述固定式张力片跟随芯轴同步旋转;
4、所述芯轴位于固定式张力片一侧还连接有滑动式张力片;所述滑动式张力片通过外力作用下可沿芯轴的外表面向右滑动;所述固定式张力片和滑动式张力片相对的光滑面之间用于通过纱线穿过;
5、位于滑动式张力片右侧位置设置有通孔式电滑环二;所述通孔式电滑环二靠近滑动式张力片的一侧通过右侧插脚连接右电磁铁;所述芯轴穿过右电磁铁上的通孔并与其间隙配合连接;
6、所述通孔式电滑环二内圈连接芯轴的位置安装有端部轴承;所述端部轴承的内圈套接有气动喷嘴;所述气动喷嘴的出气口设置于芯轴的右侧盲孔内;
7、所述导热体内设置有至右向左的孔状气道,位于导热体的中段位置设置有2排径向布置的气孔,该气孔与芯轴上的气孔对合,形成对合气孔道;
8、所述固定式张力片以及滑动式张力片内部均设置有气道,该气道用于和芯轴上的气孔对合;
9、位于芯轴的右侧上设置有衬套,该衬套位于右电磁铁以及通孔式电滑环二的内圈;所述衬套靠近滑动式张力片的一侧端面处设置有压力传感器。
10、进一步的,所述左电磁铁以及右电磁铁上设置有安装底座,该安装底座用于和设备固定。
11、进一步的,所述压力传感器为接触式压力传感器,当受到来自滑动式张力片对其的触碰压力时,压力传感器会将信号反馈给系统进行处理。
12、进一步的,所述电子加热棒通过程序设定进行参数系统设定的温度加热,达到温度后通过内部传感器进行温控恒定维持。
13、一种带辅热及气动清洁功能的纱线张力控制系统的控制方法,包含以下步骤:
14、步骤一:电子加热棒通电预热,加热到设定温度,经过温度传感器检测温度达到设定值从而为纱线提供加工过程的温度调整;
15、步骤二:伺服电机通过plc伺服驱动器直接驱动,旋转的速度和方向可以通过plc单板进行设定和控制,伺服电机根据信号反馈当温度达到设定值时,此时按照设定速度带动芯轴旋转,此时左电磁铁通电,开始对滑动式张力片向左吸合至固定式张力片从而为纱线提供夹紧力以及指定方向的喂入摩擦力;
16、步骤三:当系统纱线断纱或者停止卷绕时,此时伺服电机带动的芯轴停止旋转,同时电子加热棒断电停止辅热,左电磁铁断电,对滑动式张力片吸合力消失,右电磁铁得电,开始对滑动式张力片吸引,一直吸合到滑动式张力片触及衬套上的压力传感器,并保持一定的压力,并且滑动式张力片内孔的气道与芯轴表面的孔对合,形成排气路;
17、当滑动式张力片对压力传感器达到系统设定的值后,电磁阀打开压缩空气,经由气动喷嘴喷入芯轴内部的导气通道,并经过芯轴的内部气路从固定式张力片和滑动式张力片盘面上的气孔排出,持续的气体排出吹干净附着在固定式张力片和滑动式张力片之间以及芯轴表面的毛羽杂质,达到纱线张力通道的清洁功能;同时在压缩气体经由气道排出过程中,还可以顺便带出电子加热棒上的残余热量,达到快速冷却的效果,排出的气压大小根据进入气动喷嘴的气量进行调节控制。
18、进一步的,系统通过在触摸屏上设定系统参数,当上一卷纱成品结束或系统刚开始卷绕,把待加工的纱线放入到芯轴表面及张力夹片内,左电磁铁得电开始吸合右侧的滑动式张力片,若需要对纱线加热辅助,则开启辅热功能,反之则关闭,并设定指定工艺的温度参数,电子加热棒也开始对芯轴进行预热,达到指定温度后,会给出信号给伺服驱动器使伺服电机带动固定式张力片及芯轴旋转,系统的plc模组根据程序编写让电磁铁对夹片吸合力进行数字化控制,从而可以赋予纱线设定好的张力,伺服驱动器驱动伺服电机开始按设定的转速旋转,可设定延时,所有功能部位都达到设定的参数时,开始对夹片内的纱线赋予旋转挤压动能和热能。
19、进一步的,系统通过触摸屏上设定系统参数,当上一卷纱成品结束或系统开启自动清洁功能时,伺服电机最先停止转动,左电磁铁失电,右电磁铁得电开始吸合右侧的滑动式张力片,滑动式张力片和固定式张力片间隙逐渐变大,夹片内的待加工纱线可以被取走或被外界切除,最终滑动式张力片被右电磁铁吸附至指定位置,并触碰压力传感器有反馈,此时如果之前已经启动加热辅助功能的会停止辅热,气路电磁阀得到信号压缩空气经气动喷嘴吹入芯轴内气道,再由夹片与芯轴相通的表面气孔喷出,吹散了纱线加工过程残留在夹片或芯轴上的毛羽或杂质(吹喷的压力和时间可设定),同时芯轴气道持续喷出的压缩气体可以有效带出残留在加热棒和芯轴内的热量。
20、本发明的有益效果是:
21、1.系统采用电磁吸附力的变化来控制夹片内纱线的正压力,在材质不变、牵引速度不变、电磁力不变的情况下,摩擦力几乎可以认为是恒定的,因此纱线的张力控制精度会更好,纱线张力控制稳定,那么最终卷绕的纱线质量(成型指标和工艺指标)会更优秀。
22、2.系统增加了辅热功能,对于在特殊纱线加工过程有温控要求的情况下,这种带辅热装置的新系统适配的范围会更广,而且辅热的温度维持及调整可以联合系统进行数字化监测和控制,有效保障了特殊纱线加工过程的工艺温度要求。
23、3.系统带有可控式气吹功能,这个功能可以帮助客户解决以往普通张力器需要人工清理杂质的烦恼,内部气道可以有效带出辅热装置的残余热量,外部气孔可以有效吹掉粘附在张力片表面以及芯轴上纱线通过部位的毛羽和杂质,大幅提升了成品纱线的品质。
24、4.系统与以往普通张力器比较最大的优势就是辅热、除杂以及张力控制均由系统编程控制,真实的电子数据量化更加直接和智能化,便于后期用户进行设备数据分析和赋能。
本文地址:https://www.jishuxx.com/zhuanli/20240723/215927.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表