一种一片式产品包装机及包装方法与流程
- 国知局
- 2024-08-01 04:55:09
本发明涉及装盒机,特别涉及一种一片式产品包装机及包装方法。
背景技术:
1、装盒机是包装机械的一种,有自动装盒机、药用装盒机等。自动装盒机是将药瓶、药板、药膏等和说明书自动装入折叠纸盒中,并完成盖盒动作,部分功能较全的自动装盒机还带有贴封口标签或进行热收缩裹包等附加功能。
2、现有的装盒机如专利号为:cn201510249280.4的一种全自动间歇式装盒机,包括依次连接的自动装盒机进料理瓶转盘、西林瓶分度转盘进料机构、设于整机机架上的间歇式输送装置,间歇式输送装置上侧设有依次连接的说明书进给装置、纸盒加载装置、跟随纸盒开盒机构、药品装载装置、全自动钢模印字机构、全自动插舌式封盒装置;间歇式输送装置的输出端设有侧夹式弹性输送装置。可知,输送装置上依次说明书、纸盒、药品以及封盒的设置,虽然多个工位完成工作的方式是依次进行,工作效率上有提升的空间,同时多个工位依次设置占地空间大。
技术实现思路
1、发明的目的在于提供一种一片式产品包装机及包装方法,解决了现有技术装盒机工作效率有待提升以及空间占用的问题。
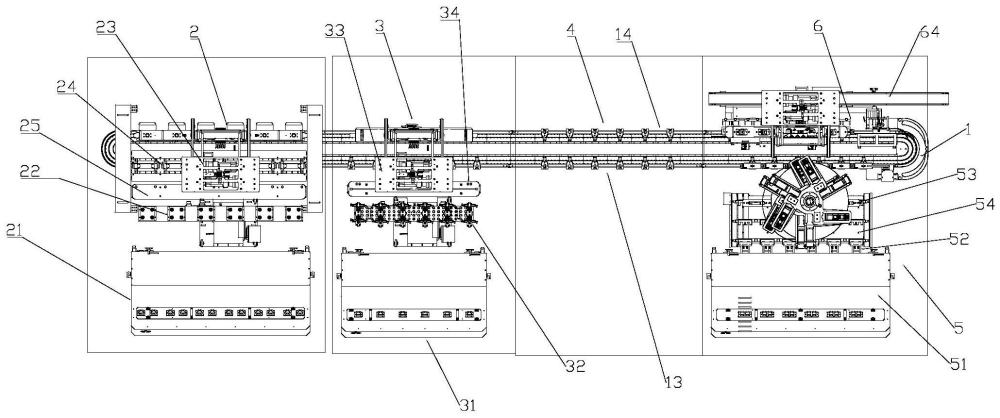
2、本发明是这样实现的,一种一片式产品包装机,包括循环输送机构,所述循环输送机构水平布置,所述循环输送机构第一侧沿输送方向依次设置的盒体上料装置、内衬上料装置、待包装品上料装置以及说明书上料装置,所述循环输送机构第二侧设有封盒出料装置,所述循环输送机构上设有依次经过盒体上料装置、内衬上料装置、待包装品上料装置以及说明书上料装置的载具。
3、本发明中,循环输送机构水平布置,装置依次设置在循环输送机构上,对循环输送机构的第一侧和第二侧进行充分的利用,相比现有的输送方式,本发明有效减少包装机的空间占用,同时,装置依次设置在循环输送机构的第一侧和第二侧,以第一侧的输送方向作为正向输送,则第二侧为返程输送,从而形成循环的输送方式,在返程输送的第二侧设置封盒出料装置,可知,循环输送机构在返程的过程中顺带完成后封盒出料,相比现有技术减少了封盒出料装置所需的时间,从而有效的提高工作效率。除此之外,循环输送机构上设有载具,载具依次通过多个装置,在一片式产品的包装过程中不需要换输送线以及增加其他的输送线,即可完成包装工作,空间占用小的同时提高工作效率。
4、本发明的进一步技术方案是:所述说明书上料装置与所述封盒出料装置相对设置。
5、循环输送机构第一侧走完之后转弯进入第二侧,第一侧的末端是说明书上料装置,第二侧的始端是封盒出料装置,在载具经过说明书上料装置之后可以快速进入封盒出料装置,减少中间的输送耗时,从而进一步的提高工作效率。
6、本发明的进一步技术方案是:盒体上料装置包括第一上料机构以及沿上料方向依次设置的料仓、第一取料机构、点胶模组、盒体成型件;所述第一上料机构用于将第一取料机构上的板状物料经过点胶模组点胶后转运至盒体成型件上成型。
7、用于成型为盒体的纸板放置在料仓内,第一取料机构从料仓中取料后,活动至纸板朝向,方便第一上料机构从第一取料机构上方取纸板,第一上料机构取到纸板后,然后从点胶模组上方经过对纸板进行点胶处理,完成点胶后进入盒体成型件上方,第一上料机构带着纸板下压,在盒体成型件上完成成型后直接将成型后的盒体压入到盒体成型件下方的循环输送机构上,循环输送机构将盒体输送至下一个工序。
8、本发明的进一步技术方案是:内衬上料装置包括第二上料机构以及沿上料方向依次设置的内衬料仓、第二取料机构以及喷胶组件,所述第二取料机构用于取出内衬料仓内的内衬,所述第二上料机构用于将第二取料机构上的内衬转运至循环输送机构上的第一侧;所述喷胶组件可拆卸。
9、用于放置内衬纸的内衬料仓在第一侧的侧边,第二取料机构从内侧料仓中取料后,内衬纸直接在第二取料机构上进行成型,成型完成同时第二取料机构活动至内衬朝上,方便第二上料机构进行拿取,第二上料机构拿取内衬后经过喷胶组件进行喷胶,然后放入盒体内,完成内衬的上料。
10、本发明的进一步技术方案是:所述待包装品上料装置包括用于将待包装品转移至循环输送机构第一侧的第三上料机构。
11、内衬放置在盒体之后,需要将待包装品放入内衬上,保证带包装品的稳定性,通过第三上料机构拿取待包装品,然后将待包装品放入内衬上,完成待包装品的上料。
12、本发明的进一步技术方案是:说明书上料装置包括说明书料仓、第四取料机构以及第四上料机构,所述第四取料机构用于将说明书料仓内的说明书取出,所述第四上料机构用于将第四取料机构上的说明书转移至循环输送机构上的第一侧。
13、说明书放置在说明书料仓内,第四取料机构从说明书料仓内取料后,第四上料机构从第四取料机构上拿取说明书至盒体内,完成说明书的上料。
14、本发明的进一步技术方案是:所述第四取料机构与所述循环输送机构之间设有说明书缓存区。
15、由于蜘蛛手速度更快,为了配合说明书上料速度的要求,在第四取料机构和第一侧之间设有说明书缓存区,第四取料机构取料后,放置在说明书缓存区,第四取料机构从缓存区进行取料。
16、本发明的进一步技术方案是:封盒出料装置包括沿循环输送机构的输送方向依次设置的折舌组件、压盖组件以及封盒组件,所述循环输送机构的第二侧设有出料机构,所述封盒组件用于将盒体封盒后转运至出料机构。
17、盒体从第一侧往第二侧输送的过程中,沿输送方向盒体依次经过弯折盒体的第一舌、弯折盒体盖板、弯折第二舌、带动第二舌至待插舌位置、第二舌进一步弯折以及第二舌插入盒体内,完成封盒;得到的产品转移至出料机构进行出料。
18、本发明的进一步技术方案是:循环输送机构为磁悬浮输送线,所述载具置于磁悬浮输送线上。
19、磁悬浮输送线可以根据需要调节载具经过每个工位的速度,适用范围广,满足多种不同的需求。
20、本发明还提供一种一片式产品包装方法,所述方法基于所述的包装机,包括以下步骤:
21、步骤一、盒体上料装置将盒体放置在循环输送机构的载具上;
22、步骤二、内衬上料装置将内衬放入盒体中;
23、步骤三、待包装品上料装置将待包装品放入内衬上;
24、步骤四、说明书上料装置将说明书放入盒体中;
25、步骤五、封盒出料装置对盒体进行封盒后出料,完成装盒。
26、盒体通过盒体上料装置进入到循环输送机构上,再通过内衬上料装置将内衬放入盒体,接着将待包装品放入内衬,最后将说明书放入盒体。
27、本发明的有益效果:本发明中,循环输送机构水平布置,装置依次设置在循环输送机构上,对循环输送机构的第一侧和第二侧进行充分的利用,相比现有的输送方式,本发明有效减少包装机的空间占用,同时,装置依次设置在循环输送机构的第一侧和第二侧,以第一侧的输送方向作为正向输送,则第二侧为返程输送,从而形成循环的输送方式,在返程输送的第二侧设置封盒出料装置,可知,循环输送机构在返程的过程中顺带完成后封盒出料,相比现有技术减少了封盒出料装置所需的时间,从而有效的提高工作效率。除此之外,循环输送机构上设有载具,载具依次通过多个装置,在一片式产品的包装过程中不需要换输送线以及增加其他的输送线,即可完成包装工作,空间占用小的同时提高工作效率。
本文地址:https://www.jishuxx.com/zhuanli/20240723/217336.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表