一种矿用固废处理模块化智能自动控制旋流柱浮选系统
- 国知局
- 2024-07-29 10:41:31
本发明涉及浮选,具体为一种矿用固废处理模块化智能自动控制旋流柱浮选系统。
背景技术:
1、浮选是指采用能产生大量气泡的表面活性剂-起泡剂。当在水中通入空气或由于水的搅动引起空气进入水中时,表面活性剂的疏水端在气-液界面向气泡的空气一方定向,亲水端仍在溶液内,形成了气泡;另一种起捕集作用的表面活性剂(一般都是阳离子表面活性剂,也包括脂肪胺) 吸附在固体矿粉的表面。这种吸附随矿物性质的不同而有一定的选择性,其基本原理是利用晶体表面的晶格缺陷,而向外的疏水端部分地插入气泡内,这样在浮选过程中气泡就可能把指定的矿粉带走,达到选矿的目的。
2、粉煤灰浮选过程是一个相当复杂的工业过程,浮选工艺的浮选效果会受到许多因素影响,如入料流量、入料灰分、入料浓度、加药量、药剂和粉煤灰的反应时间、浮选柱机的吸气量等等,只有保持这些参数在最佳组合状态,才能保证浮选过程的产率和产品合格率达最高。
3、但是目前的整个浮选系统是一个滞后、大惯性、时变的非线性系统,同时,由于浮选的工艺流程比较长、需要控制的参数多,并且参数之间耦合性比较强,故而在目前大多数粉煤灰浮选厂的浮选工作中,浮选参数调节都是停留在手动操作的基础上。他们是通过有经验的浮选操作人员手动来实现的,操作人员依靠自己对浮选过程的观察和操作,使浮选达到一个满意的效果。这需要长期的观察和体会,以及非常丰富的浮选知识和熟练的操作经验和能力。由于操作人员的经验和浮选知识的差异,浮选手动操作的主观性比较强、随意性比较大、资源的利用率相对比较低。
技术实现思路
1、为了克服现有技术中所存在的上述缺陷,本发明提供了一种矿用固废处理模块化智能自动控制旋流柱浮选系统。
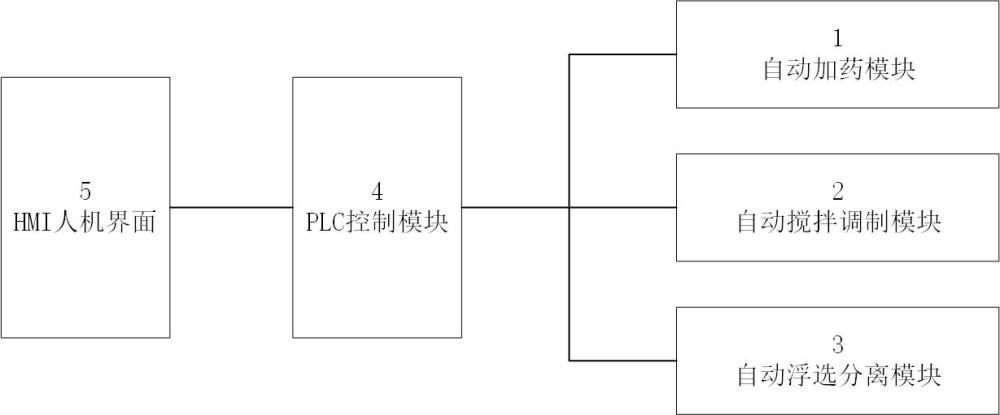
2、一种矿用固废处理模块化智能自动控制旋流柱浮选系统,包括plc控制模块,及与其连接的hmi人机界面,所述plc控制模块包括自动加药模块、自动搅拌调制模块和自动浮选分离模块,其中,所述自动搅拌调制模块包括矿浆输送模块和调制模块,所述自动浮选分离模块包括浮选模块、精煤脱水模块和精灰脱水模块,所述矿浆输送模块和自动加药模块均与调制模块连接,所述调制模块通过浮选模块与精煤脱水模块和精灰脱水模块连接;
3、所述控制模块获取精煤预设值a后输出控制信号b,该控制信号b控制矿浆输送模块输出矿浆流量信号c,所述控制信号b控制自动加药模块输出药剂配制信号d;
4、所述矿浆流量信号c和药剂配制信号d作差后得到第一作差信号e,该第一作差信号e与所述控制信号b作差得到第二作差信号f输入至矿浆输送模块,所述第一作差信号e与所述控制信号b求和得到第一求和信号g输送至自动加药模块;
5、所述矿浆流量信号c和所述药剂配制信号d求和得到第二求和信号h,该第二求和信号输送至所述浮选模块,使其输出泡沫高度信号i,所述泡沫高度信号i用于控制所述泡沫去除模块的刮板和速率,用于去除矿浆表面的泡沫,所述泡沫高度信号i输送至精煤脱水模块和精灰脱水模块输出精煤含量信号j和精灰含量信号k,所述精煤含量信号j与所述精煤预设值a做差后得到第三作差信号l,所述第三作差信号l输送至所述控制模块。
6、进一步的,所述自动加药模块包括依次经管道连接的药剂库、药剂输送泵、药剂搅拌罐、电磁阀、药剂缓冲罐和药剂计量泵,所述药剂搅拌罐中设置药剂搅拌单元和第一药剂液位检测单元,所述药剂输送泵根据所述第一求和信号g并结合药剂搅拌罐中药剂液位对药剂输送进行控制,所述药剂计量泵通过第一求和信号g并结合药剂缓冲罐中第二药剂液位检测单元控制药剂输送至自动搅拌调制模块。
7、进一步的,所述调制模块包括调制槽、矿浆搅拌单元和矿浆液位单元,所述矿浆输送模块根据第二作差信号f并结合矿浆液位控制矿浆输送至调制槽中。
8、进一步的,所述浮选模块包括浮选柱,所述浮选柱的入料口通过管道连接有入料泵和入料流量计,所述入料泵结合入料流量计检测的调制后的矿浆流入浮选柱的速度对矿浆输送速度进行控制,循环泵通过入料流量计检测的矿浆入料流量和循环流量计检测的矿浆循环流量对矿浆在浮选柱内的循环速度进行控制。
9、进一步的,所述浮选柱通过鼓风机向其内部压入空气,浮选柱与鼓风机的连接管路上设有空气流量计,气量调节阀根据所述空气流量计检测的空气流量控制浮选柱与鼓风机连接管路的开关。
10、进一步的,所述精灰脱水模块包括尾矿箱,所述尾矿箱与浮选柱的连接管路上设有精灰管调节阀和精灰流量计,所述尾矿箱上设有尾矿箱液位计,所述精灰管调节阀根据精灰含量信号k并结合精灰流量计检测的精灰流量控制精灰管调节阀的开关。
11、进一步的,所述尾矿箱的出料口连接有尾矿管,控制模块根据尾矿箱液位计检测的精灰液位高度调整尾矿管伸入尾矿箱的高度。
12、由于采用了以上技术方案,本发明的有益技术效果是:本发明提供矿用固废处理模块化智能自动控制旋流柱浮选系统,包括:hmi人机界面和plc控制模块,plc控制模块用于对自动加药模块、自动搅拌调制模块、自动浮选分离模块中各参数的接收与处理,接收参数后对其进行分析,然后依据逻辑关系发出相应的信号指令。其中,plc控制模块对自动加药模块的设备进行控制,以在不同浮选条件下得到最优化的药剂使用量;plc控制模块对自动搅拌调制模块的设备进行控制,对矿浆进行调制处理,包括矿浆与药剂的充分混合及矿浆浓度的自动化调节,以使在不同浮选条件下对矿浆的预处理达到最优状态;plc控制模块对自动浮选分离模块的设备进行控制,用于浮选过程中对浮选柱各参数的监测与控制,在出现浮选参数发生变化时,系统可以快速做出反应,以使浮选效果保持稳定并得到保证。hmi人机界面用于设定各部分的基础参数、显示设备运行状态、控制设备启动停止,并将设定参数发送至plc控制模块。
技术特征:1.一种矿用固废处理模块化智能自动控制旋流柱浮选系统,其特征在于,包括plc控制模块,及与其连接的hmi人机界面,所述plc控制模块包括自动加药模块、自动搅拌调制模块和自动浮选分离模块,其中,所述自动搅拌调制模块包括矿浆输送模块和调制模块,所述自动浮选分离模块包括浮选模块、精煤脱水模块和精灰脱水模块,所述矿浆输送模块和自动加药模块均与调制模块连接,所述调制模块通过浮选模块与精煤脱水模块和精灰脱水模块连接;
2.权利要求1所述的一种矿用固废处理模块化智能自动控制旋流柱浮选系统,其特征在于,所述自动加药模块包括依次经管道连接的药剂库、药剂输送泵、药剂搅拌罐、电磁阀、药剂缓冲罐和药剂计量泵,所述药剂搅拌罐中设置药剂搅拌单元和第一药剂液位检测单元,所述药剂输送泵根据所述第一求和信号g并结合药剂搅拌罐中药剂液位对药剂输送进行控制,所述药剂计量泵通过第一求和信号g并结合药剂缓冲罐中第二药剂液位检测单元控制药剂输送至自动搅拌调制模块。
3.权利要求1所述的一种矿用固废处理模块化智能自动控制旋流柱浮选系统,其特征在于,所述调制模块包括调制槽、矿浆搅拌单元和矿浆液位单元,所述矿浆输送模块根据第二作差信号f并结合矿浆液位控制矿浆输送至调制槽中。
4.权利要求1所述的一种矿用固废处理模块化智能自动控制旋流柱浮选系统,其特征在于,所述浮选模块包括浮选柱,所述浮选柱的入料口通过管道连接有入料泵和入料流量计,所述入料泵结合入料流量计检测的调制后的矿浆流入浮选柱的速度对矿浆输送速度进行控制,循环泵通过入料流量计检测的矿浆入料流量和循环流量计检测的矿浆循环流量对矿浆在浮选柱内的循环速度进行控制。
5.权利要求4所述的一种矿用固废处理模块化智能自动控制旋流柱浮选系统,其特征在于,所述浮选柱通过鼓风机向其内部压入空气,浮选柱与鼓风机的连接管路上设有空气流量计,气量调节阀根据所述空气流量计检测的空气流量控制浮选柱与鼓风机连接管路的开关。
6.权利要求1所述的一种矿用固废处理模块化智能自动控制旋流柱浮选系统,其特征在于,所述精灰脱水模块包括尾矿箱,所述尾矿箱与浮选柱的连接管路上设有精灰管调节阀和精灰流量计,所述尾矿箱上设有尾矿箱液位计,所述精灰管调节阀根据精灰含量信号k并结合精灰流量计检测的精灰流量控制精灰管调节阀的开关。
7.权利要求6所述的一种矿用固废处理模块化智能自动控制旋流柱浮选系统,其特征在于,所述尾矿箱的出料口连接有尾矿管,控制模块根据尾矿箱液位计检测的精灰液位高度调整尾矿管伸入尾矿箱的高度。
技术总结本发明属于浮选技术领域,具体为一种矿用固废处理模块化智能自动控制旋流柱浮选系统,包括PLC控制模块和HMI人机界面,其中,PLC控制模块对自动加药模块的设备进行控制,以在不同浮选条件下得到最优化的药剂使用量;PLC控制模块对自动搅拌调制模块的设备进行控制,对矿浆进行调制处理,包括矿浆与药剂的充分混合及矿浆浓度的自动化调节,以使在不同浮选条件下对矿浆的预处理达到最优状态;PLC控制模块对自动浮选分离模块的设备进行控制,用于浮选过程中对浮选柱各参数的监测与控制,在出现浮选参数发生变化时,系统可以快速做出反应,以使浮选效果保持稳定并得到保证。技术研发人员:蒋金明,赵娟,顾伟志,高伟俊,刘松年,李国庆,万健,张莹受保护的技术使用者:青岛理工大学技术研发日:技术公布日:2024/6/18本文地址:https://www.jishuxx.com/zhuanli/20240725/133165.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表