一种片状钕铁硼磁钢与圆柱磨料分离装置的制作方法
- 国知局
- 2024-07-29 11:04:11
本发明涉及分离装置,尤其是涉及一种片状钕铁硼磁钢与圆柱磨料分离装置。
背景技术:
1、在制备片状钕铁硼磁钢的后处理工艺中,片状钕铁硼磁钢产品需与圆柱磨料混合在一起后经过振磨倒角后再分离开。专利号为200610053728.6的中国专利中公开了一种磁钢片分选机。该磁钢片分选机包括振动台架、贮液接料箱、进出水管和进出料口,振动台架中间设振动筛板,振动筛板由纵向栅格与横向栅格交替设置组成,振动筛板浸在贮液接料箱的液体内振动,振动筛板向出料口倾斜。该磁钢片分选机的工作原理为:人工将钕铁硼磁钢和圆柱磨料的混合料倒入进料口中,混合料通过设备振动自动行进到向下倾斜的振动筛板上,片状钕铁硼磁钢通过振动筛板的缝隙落下并通过振动行进入贮液接料箱内,圆柱磨料因尺寸较大留在振动筛板上面,并随着设备振动滚入接磨料箱内,从而达到片状钕铁硼磁钢与圆柱磨料分离的目的。但是,该磁钢片分选机在分离过程中,采用设备振动的方式使片状钕铁硼磁钢与磨料前进,不可避免的导致片状钕铁硼磁钢之间产生激烈碰撞,从而极易造成钕铁硼磁钢边角损伤缺角,影响产品合格率。
技术实现思路
1、本发明所要解决的技术问题是提供一种在片状钕铁硼磁钢与圆柱磨料分离过程中,不会使片状钕铁硼磁钢之间产生激烈碰撞,从而不会造成钕铁硼磁钢边角损伤缺角等问题,能够降低产品缺角率/报废率的片状钕铁硼磁钢与圆柱磨料分离装置。
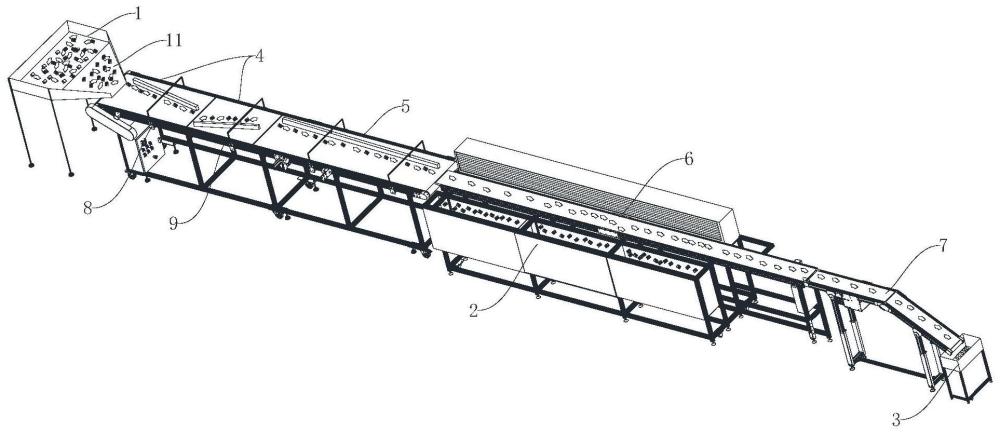
2、本发明解决上述技术问题所采用的技术方案为:一种片状钕铁硼磁钢与圆柱磨料分离装置,包括上料斗、分离机构、磨料收集箱和产品收集箱,所述的上料斗用于将片状钕铁硼磁钢与圆柱磨料的混合料输送至所述的分离机构处,所述的分离机构用于将所述的上料斗输送至其处的混合料进行分离,使混合料中的片状钕铁硼磁钢进入产品收集箱,圆柱磨料进入磨料收集箱,所述的分离机构通过设置从慢到快的多级传送带对片状钕铁硼磁钢与圆柱磨料的混合料进行输送,并在输送过程中对片状钕铁硼磁钢与圆柱磨料进行多次导向,使片状钕铁硼磁钢与圆柱磨料沿一列排布,再通过吹风方式使圆柱磨料滚动落入所述的磨料收集箱中,而片状钕铁硼磁钢不能被吹动而继续输送至所述的产品收集箱中。
3、所述的分离机构包括前级导向传送机构、后级导向传送机构、吹风传送机构和片状钕铁硼磁钢输出机构;所述的前级导向传送机构包括从左到右依次级联的n级导向传送机构,n为大于等于1的整数;每级导向传送机构分别包括第一导向传送机构和第二导向传送机构,所述的第一导向传送机构包括第一传送带、第一导向挡条以及用于驱动所述的第一传送带传送的第一驱动器,所述的第一传送带用于在所述的第一驱动器控制下从左向右输送位于其上的混合料,所述的第一导向挡条设置在所述的第一传送带上,用于对在所述的第一传送带上输送的混合料中的片状钕铁硼磁钢与圆柱磨料进行导向,使其按照导向方向移动;所述的第二导向传送机构位于所述的第一导向传送机构的右侧,所述的第二导向传送机构包括第二传送带、第二导向挡条以及用于驱动所述的第二传送带传送的第二驱动器,所述的第二传送带的左端与所述的第一传送带的右端对接,所述的第二传送带用于在所述的第二驱动器控制下从左向右输送所述的第一传送带输送至其处的混合料,所述的第二传送带的输送速度大于所述的第一传送带的输送速度,所述的第二导向挡条设置在所述的第二传送带上,所述的第二导向挡条用于对在所述的第二传送带上输送的混合料中的片状钕铁硼磁钢与圆柱磨料进行导向,使其按照导向方向移动,所述的第二导向挡条和所述的第一导向挡条的导向方向不同;当n=1时,所述的导向传送机构的第一传送带与所述的上料斗对接,所述的上料斗将混合料输送至所述的导向传送机构的第一传送带处,所述的导向传送机构的第二传送带与所述的后级导向传送机构对接,用于将混合料送入所述的后级导向传送机构处;当n大于等于2时,n级导向传送机构中,第1级导向传送机构的第一传送带与所述的上料斗对接,所述的上料斗将混合料输送至第1级导向传送机构的第一传送带处,第k级导向传送机构的第二传送带与第k+1导向传送机构的第一传送带对接,用于将混合料输送至第k+1导向传送机构的第一传送带处,第n级导向传送机构的第二传送带与所述的后级导向传送机构对接,用于将混合料输送至所述的后级导向传送机构处,第k+1级导向传送机构的第一传送带的输送速度大于第k级导向传送机构的第二传送带的输送速度,k=1,2,…,n-1;混合料通过n级导向传送机构输送后,在每级导向传送机构的第一导向挡条和第二导向挡条导向下,混合料中的片状钕铁硼磁钢与圆柱磨料在输送方向从左向右排成一列输送至所述的后级导向传送机构处;所述的后级导向传送机构用于将输送至其处的混合料沿一个方向导向后输送至所述的吹风传送机构处,所述的磨料收集箱设置在所述的吹风传送机构的前侧或者后侧,所述的吹风传送机构用于对输送至其处的混合料继续输送,并在输送过程中,同步对混合料吹风,使圆柱磨料能够沿前后方向滚动至落入所述的磨料收集箱中,而片状钕铁硼磁钢不能沿前后方向移动,被输送至所述的片状钕铁硼磁钢输出机构处,所述的片状钕铁硼磁钢输出机构用于将输送至其处的片状钕铁硼磁钢输送至所述的产品收集箱。
4、每级导向传送机构中,所述的第一导向挡条的后侧面为平面,所述的第一导向挡条的后侧面的左端位于所述的第一传送带沿左右方向中线的前侧,所述的第一导向挡条的后侧面的右端位于所述的第一传送带沿左右方向中线的后侧,输送至所述的第一传送带处的混合料从所述的第一导向挡条的后侧进入所述的第一传送带,且能够与所述的第一导向挡条的后侧面接触,所述的第二导向挡条的前侧面为平面,所述的第二导向挡条的前侧面的左端位于所述的第二传送带沿左右方向中线的后侧,所述的第二导向挡条的前侧面的右端位于所述的第二传送带沿左右方向中线的前侧,输送至所述的第二传送带处的混合料所述的第二导向挡条的前侧进入所述的第二传送带,且能够与所述的第二导向挡条的前侧面接触。
5、所述的后级导向传送机构包括第三传送带、第三导向挡条以及用于驱动所述的第三传送带传送的第三驱动器,所述的第三传送带的左端与第n级导向传送机构的第二传送带的右端对接,所述的第三传送带用于在所述的第三驱动器控制下从左向右输送位于其上的混合料,所述的第三导向挡条设置在所述的第三传送带上,所述的第三导向挡条用于对在所述的第三传送带上输送的片状钕铁硼磁钢与圆柱磨料进行导向,使其按照导向方向从左到右移动至所述的吹风传送机构处。
6、所述的吹风传送机构包括吹风机、第四传送带以及用于驱动所述的第四传送带传送的第四驱动器,所述的第四传送带的左端与所述的第三传送带的右端对接,所述的第四传送带用于将所述的第三传送带输送至其处的混合料从左到右输送,所述的磨料收集箱设置在所述的第四传送带的前侧或者后侧,当所述的磨料收集箱设置在所述的第四传送带的前侧时,所述的吹风机设置在所述的第四传送带的后侧,用于从后向前吹风,当所述的磨料收集箱设置在所述的吹风传送机构的后侧时,所述的吹风机设置在所述的第四传送带的前侧,用于从前向后吹风。
7、所述的片状钕铁硼磁钢输出机构包括第五传送带以及用于驱动所述的第五传送带传送的第五驱动器,所述的第五传送带的右部从左到右向下倾斜,所述的产品收集箱位于所述的五传送带的右端下方,所述的第五传送带的左端与所述的第四传送带的右端对接,所述的第五传送带用于将所述的第四传送带输送至其处的片状钕铁硼磁钢从左到右输送至落入所述的产品收集箱中。
8、所述的上料斗处设置有从左到右向下倾斜的滑板,所述的滑板用于使所述的上料斗中的片状钕铁硼磁钢与圆柱磨料的混合料滑落至落入第1级导向传送机构的第一传送带上,且位于第1级导向传送机构的第一导向挡条的后侧。
9、与现有技术相比,本发明的优点在于通过设置从慢到快的多级传送带对片状钕铁硼磁钢与圆柱磨料的混合料进行输送,并在输送过程中对片状钕铁硼磁钢与圆柱磨料进行多次导向,使片状钕铁硼磁钢与圆柱磨料沿一列排布,再通过吹风方式使圆柱磨料滚动落入磨料收集箱中,而片状钕铁硼磁钢不能被吹动而继续输送至产品收集箱中,在传送过程中,通过输送速度递增和导向相结合的方式,调整片状钕铁硼磁钢与圆柱磨料的密集度以及圆柱磨料的方位,以使圆柱磨料不会被片状钕铁硼磁钢挡住,能够滚动,从而能够通过吹风方式来使圆柱磨料滚动至掉落,实现片状钕铁硼磁钢与圆柱磨料的分离,由此在片状钕铁硼磁钢与圆柱磨料分离过程中,不会使片状钕铁硼磁钢之间产生激烈碰撞,从而不会造成钕铁硼磁钢边角损伤缺角等问题,能够降低产品缺角率/报废率。
本文地址:https://www.jishuxx.com/zhuanli/20240725/134546.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表