一种水冷式再生铅熔炼系统的制作方法
- 国知局
- 2024-07-30 16:41:15
本发明涉及再生铅冶炼,特别是一种水冷式再生铅熔炼系统。
背景技术:
1、国内外原生铅的冶炼方法主要有烧结—鼓风炉熔炼法、浸没式顶吹澳斯麦特(ausmelt)熔炼—鼓风炉还原法、氧气顶吹卡尔多(kaldo)转炉法、基夫赛特(kivcet)法;再生铅的冶炼方法主要有反射炉熔炼法、短窑熔炼法、鼓风炉熔炼法等。以上这些方法均可以满足目前环保要求,但都有各自的不足。kivecet工艺,前期物料准备烦琐,生产成本较高;富氧顶吹的澳斯麦特工艺投资较大,单炉分段作业,劳动强度大;烧结机—鼓风炉工艺烧结机所产so2 浓度低,难以回收,现场环境恶劣;反射炉熔炼法工艺属于国家明确淘汰工艺;鼓风炉熔炼法所用燃料为昂贵的冶金焦碳;短窑熔炼法熔炼弃渣中有价金属含量高。
2、随着国民经济的发展,铅的使用量越来越多,铅酸蓄电池消费及报废量日益增大,如何高效环保回收废铅酸蓄电池,特别是处理废电池中铅泥铅膏已经引起了广泛的关注。现有的冶炼工艺方法大多生产过程连续性差,热效率低,单炉规模小,成本高,铅直收率低,渣中有价金属含量高等问题,不仅会造成资源浪费,还会给生态环境造成严重污染。
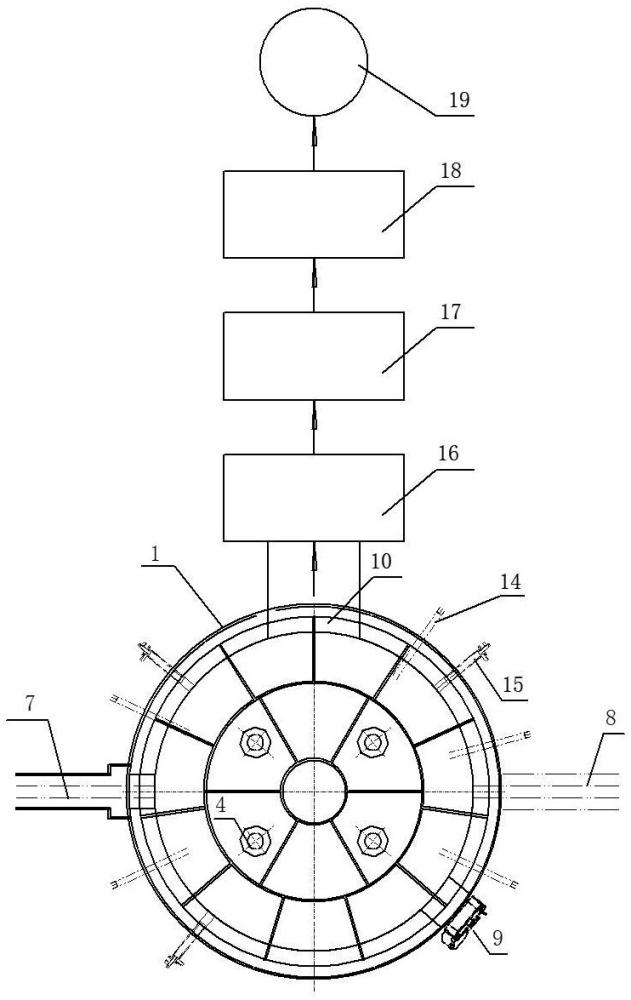
3、再生铅熔炼系统包括:熔炼炉1、烟道出口10、沉降室16、余热锅炉17、脱硫除尘18、烟囱19、炉壳和电气控制柜;在熔炼炉1上有烟道出口10,烟道出口10与沉降室16、余热锅炉17、脱硫除尘18和烟囱19顺序连接;在熔炼炉1外包裹有钢板的炉壳,电气控制柜控制再生铅的熔炼系统中的电器设备正常运行。
4、所述的熔炼炉1包括:炉顶、炉墙2、加料口4、助燃孔、放渣口7、放铅口8、观察门9、炉底13、烧嘴14和喷枪15;炉墙2由耐火砖砌筑,在炉墙2的上端连接有炉顶,在炉墙2下端连接有炉底13;在炉顶上有加料口4;在渣线与铅液线交接位置的炉墙2上有放渣口7,在炉墙2与炉底13的交接处有放铅口8,在渣线上端的炉墙2上有助燃孔和观察门9;所述的助燃孔有多个,为喷枪孔5和烧嘴孔6;在喷枪孔5和烧嘴孔6上分别安装喷枪15和烧嘴14。
5、熔炼炉的熔池、炉墙、炉顶等部位是熔炼炉高温氧化还原反应最剧烈的区域,特别是液态熔渣线附近的炉墙要承受高温、高压的环境,以及液态渣和腐蚀性气体的冲刷,工况恶劣,对熔炼炉提出了更高的要求,一般再生铅熔炼炉由耐火砖砌筑而成,生产过程中耐火砖易烧损,使用寿命短,增加修炉频率,影响正常生产。
技术实现思路
1、本发明的目的是要提供一种水冷式再生铅熔炼系统,解决现有由耐火砖砌筑而成的再生铅熔炼炉,生产过程中耐火砖易烧损,使用寿命短的问题。
2、熔炼系统包括:熔炼炉、烟道出口、沉降室、余热锅炉、脱硫除尘、烟囱、炉壳和电气控制柜;在熔炼炉上有烟道出口,烟道出口与沉降室、余热锅炉、脱硫除尘和烟囱顺序连接;在熔炼炉外包裹有钢板的炉壳,电气控制柜控制再生铅的熔炼系统中的电器设备正常运行;
3、所述的熔炼炉包括:炉顶、炉墙、放渣口、放铅口、炉底;
4、炉墙由耐火砖砌筑,在炉墙下端连接有炉底,炉顶位于最顶端;在渣线与铅液线交接位置的炉墙上有放渣口,在炉墙与炉底的交接处有放铅口;
5、所述的炉顶为水冷炉顶,水冷炉顶为穹顶结构,在水冷炉顶上有加料口;
6、所述的炉墙还包括有水冷炉墙,水冷炉墙安装在炉墙的上端,位于铅液线上方的溶渣区位置;在渣线上端的水冷炉墙上有炉墙助燃孔和观察门,所述的炉墙助燃孔有多个,分别为喷枪孔和烧嘴孔;在喷枪孔和烧嘴孔上分别安装喷枪和烧嘴;
7、在水冷炉墙和水冷炉顶交接处有耐火封泥。
8、所述的水冷炉墙包括:炉墙冷却壁、炉墙助燃孔、炉墙固定螺栓、炉墙镶砖燕尾槽、炉墙冷却壁蛇形管、炉墙出水口、炉墙进水口和炉墙耐火砖;炉墙冷却壁为弧形矩形块,在炉墙冷却壁上有炉墙助燃孔和固定孔,炉墙固定螺栓通过固定孔将炉墙冷却壁固定在炉壳上,多块炉墙冷却壁拼接成圆管状的水冷炉墙,相邻的炉墙冷却壁之间以及炉墙冷却壁与炉墙的缝隙均以与砌筑的炉墙耐火砖同等材质的耐火熟料捣打填实,炉墙冷却壁与炉壳之间的间隙压入耐火泥浆;
9、炉墙冷却壁蛇形管有两根,并排嵌入在炉墙冷却壁内,在两根炉墙冷却壁蛇形管的两端分别有炉墙出水口和炉墙进水口引出至炉墙冷却壁外;在炉墙冷却壁的背面有炉墙镶砖燕尾槽,在炉墙镶砖燕尾槽上镶有炉墙耐火砖;所述的炉墙耐火砖的一端有燕尾榫,燕尾榫与炉墙镶砖燕尾槽相匹配。
10、所述的两根炉墙冷却壁蛇形管,一根为竖向布置,另一根为横向布置;炉墙冷却壁蛇形管通过炉墙助燃孔时,围绕炉墙助燃孔排布;固定孔位于炉墙冷却壁蛇形管布置间隙的炉墙冷却壁上。
11、所述的水冷炉顶由中心圈炉顶、中圈炉顶和外圈炉顶构成;中圈炉顶的内端与中心圈炉顶相连,中圈炉顶的外端与外圈炉顶相连,构成穹顶结构;加料口位于中圈炉顶上,所述的加料口有1-6个。
12、所述的中心圈炉顶与中圈炉顶和外圈炉顶的形状不相同;
13、中心圈炉顶的形状为圆形,为一块;
14、中圈炉顶和外圈炉顶形状均为扇形,均有多块拼接成圆环;
15、中圈炉顶拼接成的圆环包围中心圈炉顶圆形的圆周;
16、外圈炉顶拼接成的圆环包围中圈炉顶圆环的圆周。
17、所述的中心圈炉顶、中圈炉顶和外圈炉顶结构相同,均包括:炉顶冷却壁、炉顶固定螺栓、炉顶镶砖燕尾槽、炉顶冷却壁蛇形管、炉顶进水口、炉顶出水口和炉顶耐火砖;
18、炉顶冷却壁有圆形和扇形,扇形为多块拼接成圆环;在炉顶冷却壁上固定孔,炉顶固定螺栓通过固定孔将炉顶冷却壁固定在炉壳上,相邻炉顶冷却壁之间以及由炉顶冷却壁构成的中圈炉顶和外圈炉顶之间的缝隙压入耐火泥浆形成完整的穹形炉顶;
19、炉顶冷却壁蛇形管两根,并排嵌入在炉顶冷却壁内,在两根炉顶冷却壁蛇形管的两端分别有炉墙进水口和炉墙出水口引出至炉顶冷却壁外;在炉顶冷却壁的背面有炉顶镶砖燕尾槽,在炉顶镶砖燕尾槽上镶有炉顶耐火砖;所述的炉顶耐火砖的一端有燕尾榫,所述的燕尾榫与炉顶镶砖燕尾槽相匹配;
20、多块扇形中圈炉顶拼接成的圆环中,包括带有炉顶加料口的中圈炉顶;在拼接成圆环的中圈炉顶中,带有炉顶加料口的扇形中圈炉顶有1-6个;炉顶加料口内安装有炉顶加料口耐火砖。
21、在圆形炉顶冷却壁中,两根炉顶冷却壁蛇形管均是在中心圈炉顶边缘的一点为起点,连续重复横向弯折至边缘的另一点终止,两根炉顶冷却壁蛇形管纵横相错布置。
22、在扇形炉顶冷却壁中,两根炉顶冷却壁蛇形管在中圈炉顶和外圈炉顶上布置相同,一根以扇形面的一端为起点,连续重复横向弯折至扇形面的另一点终止的布置,另一根以扇形面的一端为起点,连续重复纵向弯折至扇形面的另一点终止的布置;
23、布置在中圈炉顶上的炉顶冷却壁蛇形管遇到炉顶加料口时,围绕炉顶加料口布置。
24、有益效果,由于采用了上述方案,通过皮带输送机把配制好的入炉料(铅泥等含铅物料、还原煤、氧化铁或铁屑等按一定比例混合)从熔炼炉上部炉顶的加料口加入,纯氧或富氧空气、天然气、粉煤通过喷枪、烧嘴从炉墙上的助燃孔鼓入炉中,炉料在炉体内受热熔化,发生强烈的化学反应,铅泥中铅化合物还原为金属铅下沉到炉底,通过放铅口排出,产生的渣通过放渣口排出,产生的烟气经过烟道出口进入沉降室沉降大颗粒烟尘、经余热锅炉回收余热再利用、最后经脱硫除尘器除去二氧化硫和粉尘达标排放。
25、在熔炼炉的炉墙、炉顶内设置有水冷式冷却壁;生产时,水冷式冷却壁系统的进水管道通过冷却壁进水口给冷却壁连续加入冷却水,冷却水通过冷却壁对炉墙、炉顶进行强制冷却后由出水口排出。由于冷却壁中冷却水的作用,改变了炉体的温度梯度,增加了炉体的散热,有利于炉衬耐火砖的挂渣保护,使耐火砖表面形成一层挂渣层,从而大大延缓了炉衬的侵蚀,使炉衬寿命明显延长。熔炼炉的使用寿命由之前的一年左右延长至现在的两年甚至更长时间。
26、解决了现有由耐火砖砌筑而成的再生铅熔炼炉,生产过程中耐火砖易烧损,使用寿命短的问题,达到了本发明的目的。
27、优点:本发明具有熔炼炉使用寿命长,铅回收率高,易操作,经济适用,无组织排放少,资源综合利用,节能降耗。
本文地址:https://www.jishuxx.com/zhuanli/20240725/173576.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表