一种Au-Ni-W复合薄膜修饰的铜基材料及其制备和用于固相焊接的方法
- 国知局
- 2024-07-27 11:01:23
本发明属于材料焊接,具体涉及到一种au-ni-w复合薄膜修饰的铜基材料及其制备和用于固相焊接的方法。
背景技术:
1、三维集成封装在最短垂直路径中传输信号,可以获得更高密度、更高性能、更小形状因子以及更低能耗的系统。基于高互连密度的考虑,叠层焊接技术被认为是三维集成封装的关键技术。传统的金属-金属热压焊接受到器件表面形貌的限制,温度高达300-400℃。由于高能量辐照、焊接后热应力控制等问题,这种高温工艺几乎不被应用。
2、在高密度封装中,焊料与衬底之间的界面完整性对焊点的可靠性具有重要的作用,因此焊接界面处形成的金属间化合物具有决定性意义。
技术实现思路
1、本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本申请的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
2、鉴于上述和/或现有技术中存在的问题,提出了本发明。
3、因此,本发明的目的是,克服现有技术中的不足,提供一种au-ni-w复合薄膜修饰的铜基材料的制备方法。
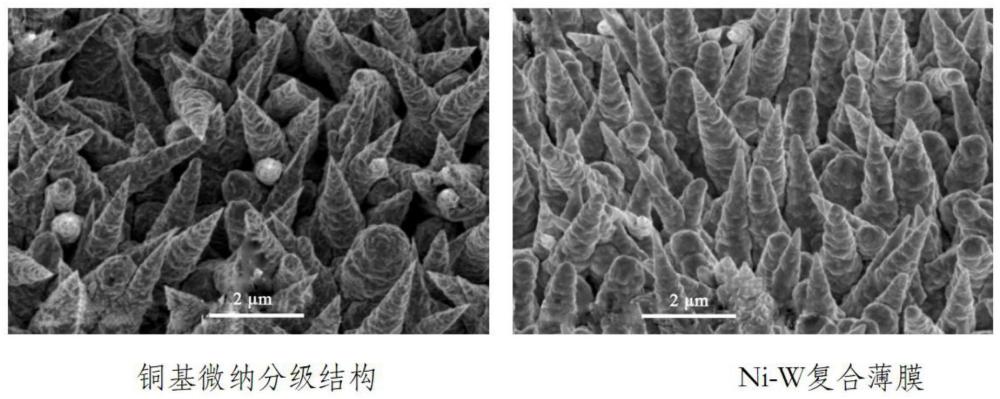
4、为解决上述技术问题,本发明提供了如下技术方案:将预处理后的铜基底材放入硫酸溶液中浸泡15~20s,再放入氯化钯溶液中活化60~80s,最后放入电镀液中沉积10~30min,得到具有铜基微纳分级结构的铜基底材;
5、将具有铜基微纳分级结构的铜基底材放入合金镀液,在合金镀液温度60~80℃、电流密度4a/dm2条件下,电镀150~220s,得到厚度为150~220nmni-w复合薄膜;
6、将包裹底材的ni-w复合薄膜放入kau(cn)2溶液中,在60~80℃、脉冲频率100hz、占空比1:6~9,电流密度0.3a/dm2下电镀15~30s,得到au-ni-w复合薄膜修饰的铜基材料;
7、其中,所述合金镀液中的主盐为氯化镍和钨酸钠。
8、作为本发明所述的au-ni-w复合薄膜修饰的铜基材料的制备方法一种优选方案,其中:所述预处理为将铜基底材放入丙酮溶液中,施加4~8a/dm2的电流密度除油10~30min。
9、作为本发明所述的au-ni-w复合薄膜修饰的铜基材料的制备方法一种优选方案,其中:所述氯化钯溶液的浓度为0.1~0.3g/l。
10、作为本发明所述的au-ni-w复合薄膜修饰的铜基材料的制备方法一种优选方案,其中:以质量百分比计,所述电镀液包括,硫酸铜10%~15%、硫酸镍0.5%~2%、硼酸20%~25%、柠檬酸三纳20%~25%、次亚磷酸钠25%~30%、聚乙二醇1%~4%、氢氧化钠7%~12%。
11、作为本发明所述的au-ni-w复合薄膜修饰的铜基材料的制备方法一种优选方案,其中:以质量百分比计,所述合金镀液包括,柠檬酸30%~40%、hedp15%~25%、钨酸钠8%~40%、氯化镍3%~15%。
12、作为本发明所述的au-ni-w复合薄膜修饰的铜基材料的制备方法一种优选方案,其中:所述kau(cn)2溶液的浓度为0.4~0.8g/l。
13、本发明的另一目的是,克服现有技术中的不足,提供一种au-ni-w复合薄膜修饰的铜基材料。
14、本发明的再一目的是,克服现有技术中的不足,提供一种au-ni-w复合薄膜修饰的铜基材料的固相焊接方法。
15、为解决上述技术问题,本发明提供了如下技术方案:在超声辅助、固相条件下进行au-ni-w复合薄膜修饰的铜基材料与sac305焊料之间的焊接,对焊接好的样品进行时效处理。
16、作为本发明所述的au-ni-w复合薄膜修饰的铜基材料的固相焊接方法一种优选方案,其中:所述焊接的压力为18~25mpa,所述焊接时间为2~6s,所述超声处理时间为2~6s。
17、作为本发明所述的au-ni-w复合薄膜修饰的铜基材料的固相焊接方法一种优选方案,其中:所述时效处理的温度160℃-200℃,时效处理的时间30~90min。
18、本发明有益效果:
19、本发明通过调节结晶改性剂的种类和沉积时间得到材料分级结构的最优焊接形貌,通过调节w和ni原子的比例获得非晶态ni-w合金,制得包括铜基微纳分级结构、au修饰层的ni-w复合薄膜修饰铜基材料,使au-ni-w复合薄膜修饰铜基微纳分级结构保持锋利的圆锥阵列结构,au-ni-w复合薄膜作为铜基与焊料之间的阻挡层,可以阻挡铜和锡之间的相互扩散,在高温条件下具有耐蚀性能,延缓了界面反应,同时配合超声辅助下的固相焊接,使得铜基微纳分级结构完全镶嵌到焊料内部完成焊接,改善插入式焊接中的氧化和孔洞问题,且固相焊接技术在常温下瞬态完成,使得芯片内部热变形减少,简化了繁复的工艺流程,能耗减少,符合绿色封装的发展趋势。
技术特征:1.一种au-ni-w复合薄膜修饰的铜基材料的制备方法,其特征在于:包括,
2.如权利要求1所述的au-ni-w复合薄膜修饰的铜基材料的制备方法,其特征在于:所述预处理为将铜基底材放入丙酮溶液中,施加4~8a/dm2的电流密度除油10~30min。
3.如权利要求1所述的au-ni-w复合薄膜修饰的铜基材料的制备方法,其特征在于:所述硫酸溶液的体积分数为20%,所述氯化钯溶液的浓度为0.1~0.3g/l。
4.如权利要求1所述的au-ni-w复合薄膜修饰的铜基材料的制备方法,其特征在于:以质量百分比计,所述电镀液包括,硫酸铜10%~15%、硫酸镍0.5%~2%、硼酸20%~25%、柠檬酸三纳20%~25%、次亚磷酸钠25%~30%、聚乙二醇1%~4%、氢氧化钠7%~12%。
5.如权利要求1所述的au-ni-w复合薄膜修饰的铜基材料的制备方法,其特征在于:以质量百分比计,所述合金镀液包括,柠檬酸30%~40%、hedp15%~25%、钨酸钠8%~40%、氯化镍3%~15%。
6.如权利要求5所述的au-ni-w复合薄膜修饰的铜基材料的制备方法,其特征在于:所述kau(cn)2溶液的浓度为0.4~0.8g/l。
7.如权利要求1~6任一所述的制备方法制得的au-ni-w复合薄膜修饰的铜基材料。
8.如权利要求7所述的au-ni-w复合薄膜修饰的铜基材料的固相焊接方法,其特征在于:在超声辅助、固相条件下进行au-ni-w复合薄膜修饰的铜基材料与sac305焊料之间的焊接,对焊接好的样品进行时效处理。
9.如权利要求8所述的au-ni-w复合薄膜修饰的铜基材料的固相焊接方法,其特征在于:所述焊接的压力为18~25mpa,所述焊接时间为2~6s,所述超声处理时间为2~6s。
10.如权利要求8所述的au-ni-w复合薄膜修饰的铜基材料的固相焊接方法,其特征在于:所述时效处理的温度160℃-200℃,时效处理的时间30~90min。
技术总结本发明公开了一种Ni‑W复合薄膜修饰铜基材料及其制备和固相焊接方法,属于材料焊接技术领域,包括,将预处理后的底材放入硫酸溶液中浸泡15~20s,再放入氯化钯溶液中活化60~80s,最后放入电镀液中沉积10~30min,得到铜基微纳分级结构;将包裹底材的铜基微纳分级结构放入合金镀液,电镀后得到厚度为150~220nmNi‑W复合薄膜;将包裹底材的Ni‑W复合薄膜放入KAu(CN)<subgt;2</subgt;溶液中,电镀后得到Au‑Ni‑W复合薄膜修饰铜基材料。本发明通过调节结晶改性剂的种类和沉积时间得到材料分级结构的最优焊接形貌,通过调节W和Ni原子的比例获得非晶态Ni‑W合金,使Au‑Ni‑W复合薄膜修饰铜基微纳分级结构保持锋利的圆锥阵列结构,同时配合超声辅助下的固相焊接,改善插入式焊接中的氧化和孔洞问题。技术研发人员:肖金,田学锋,徐创,冯晓杰,罗丽萍,刘志明,罗钧午受保护的技术使用者:广东松山职业技术学院技术研发日:技术公布日:2024/4/17本文地址:https://www.jishuxx.com/zhuanli/20240726/117032.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表