挂镀生产线的自动化脱位结构的制作方法
- 国知局
- 2024-07-27 11:04:06
本技术涉及挂镀生产线,尤其涉及一种挂镀生产线的自动化脱位结构。
背景技术:
1、挂镀生产线泛指将金属工件吊装在挂具上,通过挂具同时携带一定数量的金属工件进入电镀液中,以进行电镀处理的生产线。
2、在挂镀生产线的实际应用中,挂镀生产线大多包含反应池、安装在反应池上方的龙门式起吊设备,以及安装在龙门式起吊设备的吊钩上的挂具。其中,反应池内腔用于承载电镀液,挂具包括支撑主架和设置在支撑主架的侧壁上的多组外延架,外延架能够为l型架,外延架呈l型的一端位于外延架远离支撑主架的一端。当龙门式起吊设备通过收卷缆绳,使吊钩携带挂具位于反应池上方时,操作人员能够在外延架上悬挂待电镀处理的工件。需要说明的是,外延架的l型端能有效减少工件自由脱落的现象。随着龙门式起吊设备释放缆绳,能够使挂具和悬挂在外延架上的工件一并没入反应池的电镀液中,进而使工件能够在反应池中进行电镀反应。
3、悬挂在外延架上的工件在电镀完成后,需要操作人员手动将电镀后的工件从外延架上取下。然而,每一挂具上的外延架数量众多,且工件难以沿水平方向直接从外延架上拆下,进而使得操作人员手动取下所有电镀后工件的过程存在操作繁琐且耗时费力的问题,故有待改善。
技术实现思路
1、为了改善操作人员手动取下所有电镀后工件的过程存在操作繁琐且耗时费力的问题,本技术提供了一种挂镀生产线的自动化脱位结构。
2、本技术提供的一种挂镀生产线的自动化脱位结构采用如下的技术方案:
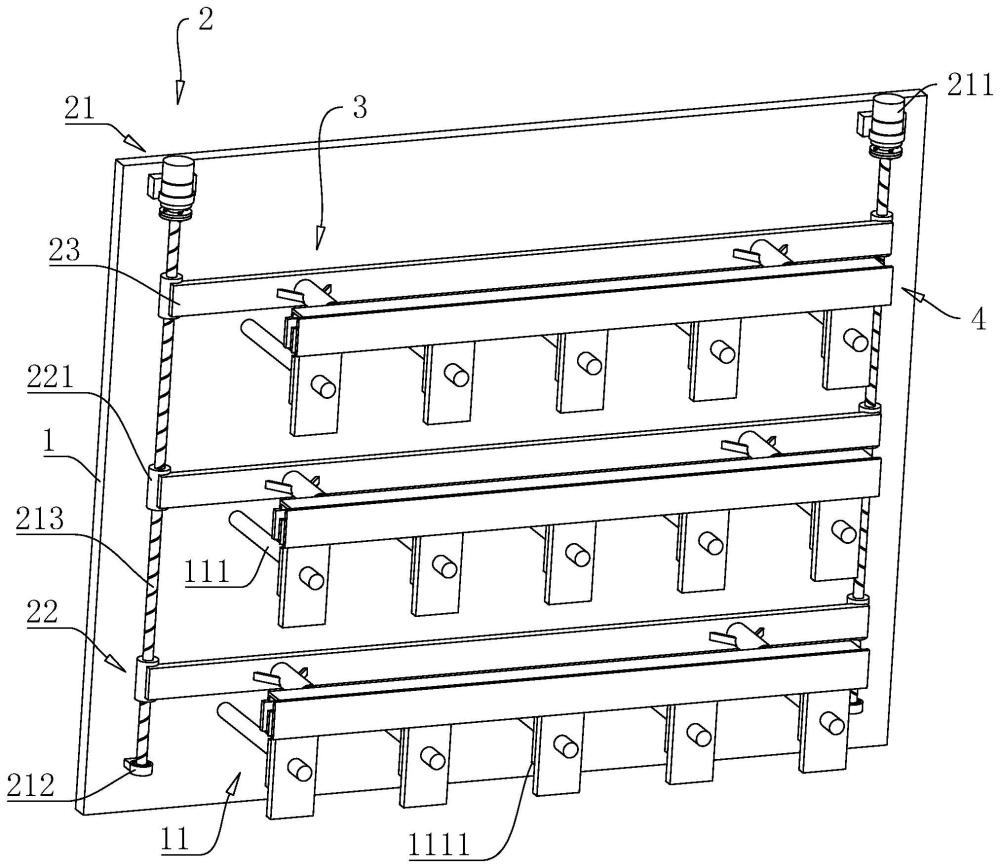
3、一种挂镀生产线的自动化脱位结构,包括支撑主架和设置在支撑主架的侧壁上的多组外延架,所述外延架为能够供工件沿水平方向套上或拆下的水平杆,且所有所述水平杆阵列设置在支撑主架的同一侧壁上;所述挂镀生产线的自动化脱位结构还包括设置在支撑主架上的升降装置、设置在升降装置上的平推装置,以及设置在平推装置上,以用于使工件定位在所述水平杆上的定位装置;所述平推装置能够推动定位装置和工件沿水平杆的轴向移动,以使工件从所述水平杆上脱落。
4、通过采用上述技术方案,水平杆便于操作人员在水平杆远离支撑主架的一端快速套上或拆卸工件,有助于提高操作人员安装和拆卸工件的便捷度;升降装置用于携带平推装置和定位装置沿竖直方向移动,以便定位装置靠近或远离工件,当定位装置靠近工件后,能够限定工件在水平杆上的位置;平推装置用于推动定位装置和工件沿水平杆的轴向移动,进而能够使工件快速脱离水平杆,以实现从水平杆上快速且批量的拆卸工件的效果。
5、在一个具体的可实施方案中,所述定位装置包括推位板、顶升架和端抵板;所述推位板通过平推装置和升降装置设置在支撑主架上,且所述推位板能够同时推动位于同一水平线上的所有水平杆上的工件;所述端抵板通过顶升架设置在推位板上,且所述推位板和每块端抵板之间形成有用于限定工件位置的调位通道。
6、通过采用上述技术方案,端抵板通过顶升架设置在推位板上,当升降装置使定位装置沿竖直方向移动并靠近工件时,工件能够进入调位通道;在工件的电镀过程中,推位板和端抵板能够抵接工件,以限定工件在水平杆上的位置,减少工件沿水平杆出现大幅度移动的现象,进而有助于保障工件在水平杆上的位置稳定性及应用稳定性。
7、在一个具体的可实施方案中,每一所述水平杆的侧壁上还设置有用于限定工件在水平杆上移动的定焦板,且位于同一水平线上的所有所述定焦板相互对称。
8、通过采用上述技术方案,定焦板用于在水平杆上抵接工件,进而有助于减少工件沿水平杆的轴向朝靠近平推气缸的方向移动的现象;在工件的安装定位过程中,随着工件抵接定焦板,能够使处于同一水平线上的所有水平杆上的工件均进入同一块推位板上的调位通道内腔,进而有助于限定工件在水平杆上的位置。
9、在一个具体的可实施方案中,所述定位装置还包括设置在调位通道的侧壁内的紧位机构,所述紧位机构包括紧位板和多组能够压缩形变的弹簧件;所有所述弹簧件的其中一端设置在端抵板上,所述紧位板设置在所有弹簧件的另一端;套在所述水平杆上的工件能够被抵接在推位板和紧位板之间。
10、通过采用上述技术方案,工件进入调位通道内腔时,紧位板受工件的挤压作用力而朝向弹簧件移动,此时,弹簧件受力压缩并在压缩过程中产生弹性作用力以反作用于紧位板,进而使得工件能够被紧位板和推位板共同夹紧,保障了工件在水平杆上的位置稳定性及应用稳定性。
11、在一个具体的可实施方案中,所述端抵板上设置有便于供工件进入调位通道的导向弧面。
12、通过采用上述技术方案,导向弧面用于减少紧位板与工件的接触面积,进而以便于工件快速进入紧位板和推位板之间,保障了工件进入调位通道内腔的便捷性。
13、在一个具体的可实施方案中,所述平推装置包括多根导向管和多组平推气缸;所有所述导向管通过升降装置设置在支撑主架上,相邻的所有所述导向管处于同一水平线上;一组所述平推气缸对应设置在一根导向管的侧壁内,且所述平推气缸的输出端能够外伸至导向管外部;每组所述平推气缸的输出端与推位板相连,所述平推气缸通过外伸输出端,能够使所述推位板推动推动位于同一水平线上的所有水平杆上的工件并使工件从水平杆上脱落。
14、通过采用上述技术方案,导向管的内腔用于安装平推气缸,且能够通过自身坚硬的壳体以保护平推气缸;平推气缸的输出端与推位板相连后,能够推动推位板、工件一并沿水平杆的轴向移动,进而有助于推动工件并使工件快速从水平杆上脱落。
15、在一个具体的可实施方案中,所述升降装置包括设置在支撑主架上的升降机构、设置在升降机构上的多组中转件,以及对应设置在每一组中转件上的中接板;一块所述中接板与处于同一水平线上的所有导向管相连,且每根导向管与相连的中接板之间还设置有承抵板。
16、通过采用上述技术方案,升降机构通过中转件以同时携带承抵板、平推装置和定位装置沿竖直方向移动,进而便于工件进入定位装置上形成的调位通道,以便工件通过定位装置快速定位在水平杆上。
17、在一个具体的可实施方案中,所述升降机构包括设置在支撑主架上的驱转电机和导转支座,所述驱转电机和导转支座分别位于支撑主架高度方向的两端,且所有所述水平杆位于驱转电机和导转支座之间;所述升降机构还包括导转丝杆,所述导转丝杆其中一端与驱转电机的输出端相连,另一端设置在所述导转支座上;所述中转件为螺纹适配在导转丝杆上的内螺纹套筒。
18、通过采用上述技术方案,驱转电机通过正转或反转输出端,能够使导转丝杆沿顺时针或逆时针方向转动,进而能够使内螺纹套筒携带承抵板、平推装置和定位装置沿竖直方向朝靠近驱动电机的方向,或朝靠近导转支座的方向移动,进而实现了定位装置远离或靠近工件的效果。
19、综上所述,本技术具有以下有益技术效果:
20、1.水平杆便于操作人员在水平杆远离支撑主架的一端快速套上或拆卸工件,有助于提高操作人员安装和拆卸工件的便捷度;升降装置用于携带平推装置和定位装置沿竖直方向移动,以便定位装置靠近或远离工件,当定位装置靠近工件后,能够限定工件在水平杆上的位置;平推装置用于推动定位装置和工件沿水平杆的轴向移动,进而能够使工件快速脱离水平杆,以实现从水平杆上快速且批量的拆卸工件的效果;
21、2.工件进入调位通道内腔时,紧位板受工件的挤压作用力而朝向弹簧件移动,此时,弹簧件受力压缩并在压缩过程中产生弹性作用力以反作用于紧位板,进而使得工件能够被紧位板和推位板共同夹紧,保障了工件在水平杆上的位置稳定性及应用稳定性。
本文地址:https://www.jishuxx.com/zhuanli/20240726/117267.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表