一种铝型材阳极氧化电解着色中温封孔工艺的制作方法
- 国知局
- 2024-07-27 11:07:17
本发明涉及铝型材表面处理,尤其涉及一种铝型材阳极氧化电解着色中温封孔工艺。
背景技术:
1、铝型材在挤压成型后为提高其表面性能,将其置于电解液中作阳极而进行电化学氧化还原反应,因而在铝型材表面沉积生成具备多孔结构的微纳氧化膜,并通过电解着色法使铝型材表面具有装饰性能的各种色调。但是,铝型材表面微纳氧化膜由于存在孔隙结构且其具备强的吸附性能,开放性的微纳氧化膜孔隙结构在高温或高湿等腐蚀环境下将加速铝型材的表面腐蚀,降低了铝型材表面的抗腐蚀性能,因此铝型材氧化着色后还需要进行封孔处理,以获得高品质铝型材产品。
2、目前,铝型材作阳极氧化电解着色后,还需要依次经过三道水洗工序之后,再进入封孔槽中对膜层膜孔作封孔处理。但是,由于电解着色处理后铝型材表面膜层的镍沉积层不稳定,进入中温封孔槽液后,由于槽温度高而引起膜层膨胀以及封孔水解反应会导致膜层表面镍离子脱落,并且随封孔槽液温度升高,将进一步加速水解反应的进行,导致膜层镍离子脱落过多而导致膜层褪色的缺陷,从而导致铝型材表面容易发生色斑的不良问题;而且,在目前所采用单镍盐电解着色膜的中温封孔工艺中,膜层颜色越浅,发生色斑的不良问题越严重,极大降低了铝型材的表面性能。
3、基于上述情况,在保证完全达到铝型材阳极氧化电解着色中温封孔性能下,开发一种铝型材阳极氧化电解着色中温封孔工艺,以解决上述现有技术存在色斑不良问题已成为当前亟需解决的课题之一。
技术实现思路
1、基于上述技术问题,现有的常规处理工艺中通常采用优化电解着色工艺参数、优化着色液组分,或者降低封孔槽液温度以及优化封孔剂浓度等,如采取降低封孔槽液活性或缩短封孔时间的工艺优化,该工艺优化方法在解决膜层色斑的不良问题上效果甚微,同时还会影响膜层膜孔的封孔性能,进而影响铝型材表面的综合性能。
2、因此,本发明的目的在于提供一种铝型材阳极氧化电解着色中温封孔工艺,针对电解着色后的水洗工序进行工艺优化,改进并优化第三道工序,将该工序改进优化为液切处理工序,旨在解决目前的铝型材阳极氧化电解着色中温封孔工艺中存在色斑的不良问题,同时又能保证膜层膜孔的封孔性能,以提高铝型材表面综合性能及其品质。
3、为了实现上述目的,本发明采取如下技术方案:
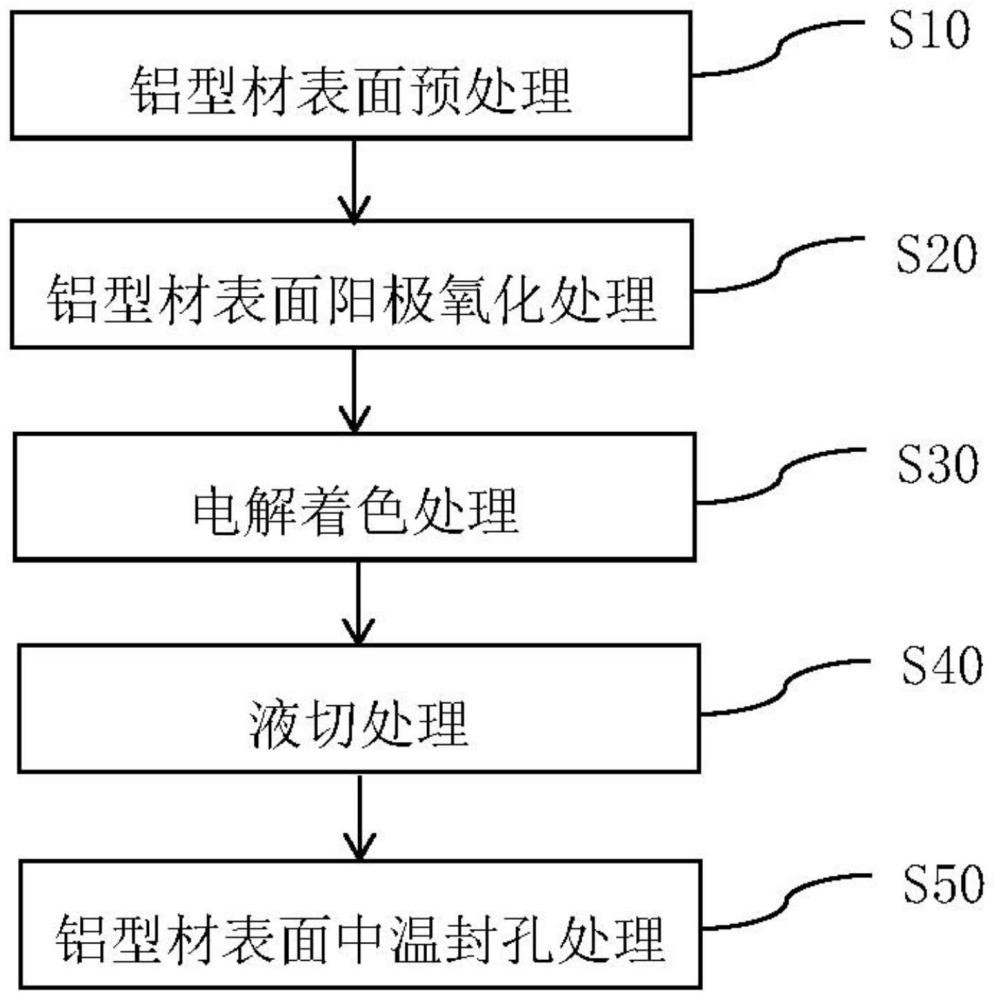
4、本发明提供了一种铝型材阳极氧化电解着色中温封孔工艺,包括如下工艺步骤:
5、表面预处理,将铝型材置于清洗剂中依次进行表面除油、除锈及除污处理;
6、阳极氧化处理,将所述铝型材置于含有硫酸和铝离子的混合溶液中进行阳极氧化处理,并依次进行三道水洗;
7、电解着色处理,将经过阳极氧化处理后的所述铝型材置于电解着色液中进行着色膜处理,并对所述着色膜进行两道水洗;
8、液切处理,将经过着色处理后的所述铝型材置于液切处理液中进行液切处理;
9、中温封孔处理,将经过着色处理后的所述铝型材置于封孔液中进行封孔处理,并进行两道水洗。
10、进一步地,所述液切处理液的成分包括浓度小于15g/l的硫酸镍,余量为水;所述液切处理液的ph值为5.0~6.5,室温下对所述铝型材的液切处理时间为5~15min。
11、进一步地所述着色膜厚度为5~6μm时,所述液切处理时间为5~8min;所述着色膜厚度为9~10μm时,所述液切处理时间为9~12min;所述着色膜厚度为14~15μm时,所述液切处理时间为13~15min。
12、在本发明的一些实施例中,所述液切处理液的成分包括浓度小于15g/l且大于5g/l的硫酸镍,余量为水;所述液切处理液的ph值为5.0~6.5,室温下对所述铝型材的液切处理时间为5~15min。
13、进一步地,所述着色膜厚度为5~6μm时,所述液切处理时间为5~8min;所述着色膜厚度为9~10μm时,所述液切处理时间为9~12min;所述着色膜厚度为14~15μm时,所述液切处理时间为13~15min。
14、在本发明的一些实施例中,所述封孔液的成分包括浓度为1~3g/l的醋酸镍,余量为水,所述封孔液的ph值为5.5~6.2,封孔温度为60~65℃,封孔时间为5~30min。
15、进一步地,所述着色膜厚度为5~6μm时,所述封孔时间为5~13min;所述着色膜厚度为9~10μm时,所述封孔时间为9~18min;所述着色膜厚度为14~15μm时,所述封孔时间为14~26min。
16、在本发明的一些实施例中,所述着色膜厚度在5~18μm之间。
17、在本发明的一些实施例中,所述表面预处理包括将所述铝型材作为阳极,并置于高氯酸与无水乙醇的混合液中进行电化学抛光3~8min。
18、与现有技术相比,本发明具有如下有益技术效果:
19、本发明通过优化铝型材阳极氧化电解着色的中温封孔工艺,在铝型材表面膜孔的中温封孔工序前,将水洗工序改进优化为液切处理工序,并通过将电解着色膜层在空中液切及放置,使电解着色膜层表面发生自然陈化反应,增强了电解着色膜层的稳定性,并降低电解着色膜层的活性,在进入中温封孔槽液中进行封孔处理时可以防止色斑的发生;本工艺,不会影响铝型材表面膜层的封孔质量,同时不会对其它材料表面的封孔工序造成影响。
20、本发明提供的铝型材阳极氧化电解着色中温封孔工艺,一方面可以避免因水洗槽污染而引起铝型材表面附着异物的问题;另一方面,由于中温封孔工艺中所采用的镍离子属于重金属离子,其排放将对环境造成极大的危害,因此在本工艺中采用液切工序改进水洗工序,可以在很大程度上减少含镍废水的排放量,降低铝型材表面处理工艺对环境造成危害。
21、本发明提供的一种铝型材阳极氧化电解着色中温封孔工艺,本工艺流程简单,且成本低,高效地解决了目前铝型材阳极氧化电解着色中温封孔工艺中容易发生色斑的不良问题,提高了铝型材的表面性能及其产品品质。
技术特征:1.一种铝型材阳极氧化电解着色中温封孔工艺,其特征在于,包括如下工艺步骤:
2.根据权利要求1所述的铝型材阳极氧化电解着色中温封孔工艺,其特征在于,所述液切处理液的成分包括浓度小于15g/l的硫酸镍,余量为水;所述液切处理液的ph值为5.0~6.5,室温下对所述铝型材的液切处理时间为5~15min。
3.根据权利要求3所述的铝型材阳极氧化电解着色中温封孔工艺,其特征在于,所述着色膜厚度为5~6μm时,所述液切处理时间为5~8min;所述着色膜厚度为9~10μm时,所述液切处理时间为9~12min;所述着色膜厚度为14~15μm时,所述液切处理时间为13~15min。
4.根据权利要求1所述的铝型材阳极氧化电解着色中温封孔工艺,其特征在于,所述液切处理液的成分包括浓度小于15g/l且大于5g/l的硫酸镍,余量为水;所述液切处理液的ph值为5.0~6.5,室温下对所述铝型材的液切处理时间为5~15min。
5.根据权利要求4所述的铝型材阳极氧化电解着色中温封孔工艺,其特征在于,所述着色膜厚度为5~6μm时,所述液切处理时间为5~8min;所述着色膜厚度为9~10μm时,所述液切处理时间为9~12min;所述着色膜厚度为14~15μm时,所述液切处理时间为13~15min。
6.根据权利要求1-5任一项所述的铝型材阳极氧化电解着色中温封孔工艺,其特征在于,所述封孔液的成分包括浓度为1~3g/l的醋酸镍,余量为水,所述封孔液的ph值为5.5~6.2,封孔温度为60~65℃,封孔时间为5~30min。
7.根据权利要求6所述的铝型材阳极氧化电解着色中温封孔工艺,其特征在于,所述着色膜厚度为5~6μm时,所述封孔时间为5~13min;所述着色膜厚度为9~10μm时,所述封孔时间为9~18min;所述着色膜厚度为14~15μm时,所述封孔时间为14~26min。
8.根据权利要求1所述的铝型材阳极氧化电解着色中温封孔工艺,其特征在于,所述着色膜厚度在5~18μm之间。
9.根据权利要求1所述的铝型材阳极氧化电解着色中温封孔工艺,其特征在于,所述表面预处理包括将所述铝型材作为阳极,并置于高氯酸与无水乙醇的混合液中进行电化学抛光3~8min。
技术总结本发明涉及一种铝型材阳极氧化电解着色中温封孔工艺,包括如下工艺步骤:将铝型材置于清洗剂中依次进行表面除油、除锈及除污的表面预处理;阳极氧化处理,将所述铝型材置于含有硫酸和铝离子的混合溶液中进行阳极氧化处理,并依次进行三道水洗;将经过阳极氧化处理后的所述铝型材置于电解着色液中进行电解着色膜处理,并对所述着色膜进行两道水洗;将经过电解着色处理后的所述铝型材置于液切处理液中进行液切处理;将经过液切处理后的所述铝型材置于封孔液中进行中温封孔处理,并进行两道水洗后获得铝型材。本发明提供的工艺,通过液切处理工序,有效地解决了封孔工艺中容易发生色斑的不良问题,提高铝型材表面综合性能,且工艺流程简单、成本低。技术研发人员:洪涛,何旭受保护的技术使用者:深圳市华加日西林实业有限公司技术研发日:技术公布日:2024/4/24本文地址:https://www.jishuxx.com/zhuanli/20240726/117539.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表