全自动电镀硬铬装置的制作方法
- 国知局
- 2024-07-27 11:31:22
本发明属于电镀硬铬设备,尤其涉及全自动电镀硬铬装置。
背景技术:
1、工件(汽车减振器杆)为了增加表面硬度及耐磨性,表面电镀微裂纹硬铬是主要手段。工件在电镀槽内作为阴极,铅锡合金棒做阳极,浸入由铬酸、硫酸、表面活性剂等组成的溶液内,阴阳极间施加大电流直流电实现电镀的过程。
2、现有电镀硬铬设备主要分为两种:
3、一、单个工件由人工插入阴极挂具每个取电孔,采用下取电方式(接触取电点在溶液内),然后电镀行车提升阴极挂具浸入槽内溶液,手动调节电流大小和电镀时间,电镀时间到了后人工操作行车提升阴极挂具到下件位,人工逐个取下工件。
4、二、成排工件由人工一根一根分别插入阴极挂具定位点,利用上弹簧压紧工件,上取电方式(接触取电点在空气中),然后电镀行车提升阴极挂具浸入槽内溶液,程序调节电流大小和电镀时间,电镀时间到了行车自动提升阴极挂具到下件位,也是人工逐个取下工件。
5、第一种方式缺点人工取件和收件,生产效率低,劳动强度大,产品随机性比较大,质量一致性比较低。
6、第二种方式缺点是人工取件和收件,劳动强度大,生产效率相比第一种有所提升,上导电方式在弹簧老化压紧力不足时产品会接触取电不良另外大电流通电时取电区域会持续发热,发热后过电能力降低,恶性循环,导致取电区高温发红甚至熔化,同时产品报废。
技术实现思路
1、针对上述情况,为克服现有技术的缺陷,本发明提供全自动电镀硬铬装置,生产效率和产能得到提升,人员劳动强度大为降低并且保证了产品质量稳定。
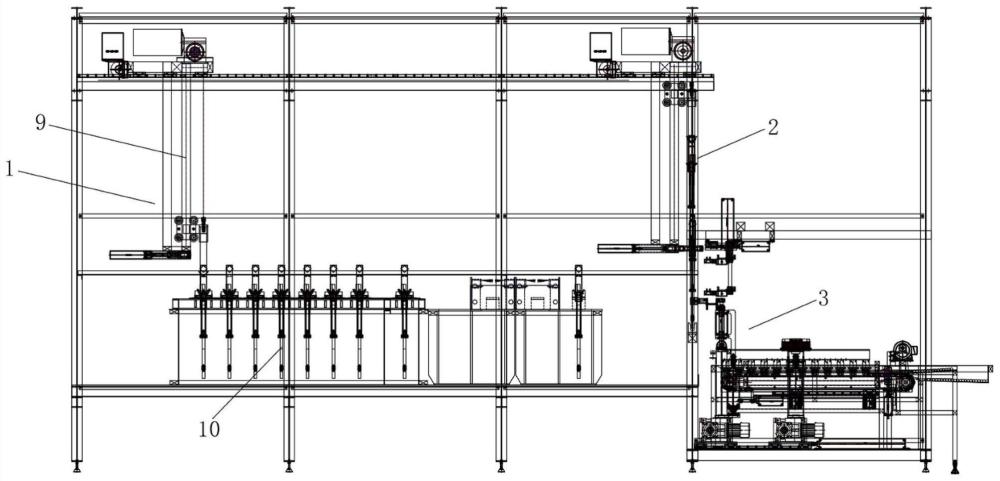
2、本发明采用的技术方案如下:全自动电镀硬铬装置,包括电镀系统和程控系统,所述电镀系统由电镀行车和槽体组成,还包括阴极飞巴系统和上下料系统;
3、所述阴极飞巴系统包括飞巴架、固定连接在飞巴架下方的飞巴下导电铁排、固定连接在飞巴下导电铁排上且呈对称设置的导电头、固定连接在飞巴架上的配重杆、螺纹连接在飞巴下导电铁排上的下导电端子、固定连接在配重杆下端的上屏蔽套、设置在飞巴下导电铁排上的下屏蔽套以及连接在下导电端子和配重杆之间的减振器杆子,所述配重杆、所述下导电端子以及下屏蔽套均呈均匀排列设置。
4、进一步地,所述上下料系统包括机械手臂、飞巴配重杆提升机构、减振器杆件上料机构、杆件分布机构和下料传送机构,所述机械手臂包括底座、固定连接在底座底部且呈对称设置的直线滑块一、固定安装底座顶部的凸轮分割器、安装在凸轮分布器顶部的大臂、活动连接在大臂上端的小臂、活动连接在凸轮分割器顶部和小臂之间的大臂气缸、活动连接在凸轮分割器顶部和小臂之间的伸缩液压撑杆、安装在小臂上的小臂气缸以及连接在小臂上的手指。
5、进一步地,所述飞巴配重杆提升机构包括固定座、固定连接在固定座上的升降气缸、连接在升降气缸自由端的配重提升座板、安装在配重提升座板上的平移直线轴承、连接在平移直线轴承上的固定排和安装在固定排上的气动手指,所述气动手指呈均匀排列设置。
6、进一步地,所述减振器杆件上料机构包括顶推气缸固定架、安装在顶推气缸固定架上的顶推气缸、安装在顶推气缸固定架上的直线导轨一、滑动设置在直线导轨一上的直线滑块二、安装在顶推气缸固定架上的计数感应器以及安装在顶推气缸固定架上的侧推气缸。
7、进一步地,所述杆件分布机构包括气缸固定底座、固定连接在气缸固定底座上的顶升气缸、固定连接在顶升气缸上的直线导轨二,滑动设置在直线导轨二上的直线滑块三、安装在直线滑块三上方的运动式支撑排和安装在气缸固定支座上的固定式支撑排。
8、进一步地,所述下料传送机构包括机架、安装在机架上的减速电机、转动连接在机架上且呈对称设置的uct轴承以及安装在uct轴承上的不锈钢输送网链,所述减速电机输出端通过链条与uct轴承端部相连接。
9、进一步地,所述上屏蔽套和所述下屏蔽套均由pvc材质所制成。
10、进一步地,所述飞巴架为不锈钢材质所制成的飞巴架,所述导电头为紫铜材质所制成的导电头。
11、采用上述结构后,本发明有益效果如下:本发明提出的全自动电镀硬铬装置:
12、(1)生产效率提升;工件成排电镀,工件上下料和电镀过程都由机构自动完成,节拍稳定,减少人员的干扰,效率大为提升;
13、(2)本设备生产中人员操作简单,工件批量自动装卸,产能提升明显;
14、(3)人员劳动强度大为降低,工件装卸、电镀行车运行及电流大小和时间等都不需要人员直接操作;
15、(4)产品由程控系统自动控制各执行机构动作而生产,品质稳定,控制精细,一致性好。
技术特征:1.全自动电镀硬铬装置,包括电镀系统和程控系统,所述电镀系统由电镀行车和槽体组成,其特征在于:还包括阴极飞巴系统和上下料系统;
2.根据权利要求1所述的全自动电镀硬铬装置,其特征在于:所述上下料系统包括机械手臂、飞巴配重杆提升机构、减振器杆件上料机构、杆件分布机构和下料传送机构,所述机械手臂包括底座、固定连接在底座底部且呈对称设置的直线滑块一、固定安装底座顶部的凸轮分割器、安装在凸轮分布器顶部的大臂、活动连接在大臂上端的小臂、活动连接在凸轮分割器顶部和小臂之间的大臂气缸、活动连接在凸轮分割器顶部和小臂之间的伸缩液压撑杆、安装在小臂上的小臂气缸以及连接在小臂上的手指。
3.根据权利要求2所述的全自动电镀硬铬装置,其特征在于:所述飞巴配重杆提升机构包括固定座、固定连接在固定座上的升降气缸、连接在升降气缸自由端的配重提升座板、安装在配重提升座板上的平移直线轴承、连接在平移直线轴承上的固定排和安装在固定排上的气动手指,所述气动手指呈均匀排列设置。
4.根据权利要求3所述的全自动电镀硬铬装置,其特征在于:所述减振器杆件上料机构包括顶推气缸固定架、安装在顶推气缸固定架上的顶推气缸、安装在顶推气缸固定架上的直线导轨一、滑动设置在直线导轨一上的直线滑块二、安装在顶推气缸固定架上的计数感应器以及安装在顶推气缸固定架上的侧推气缸。
5.根据权利要求4所述的全自动电镀硬铬装置,其特征在于:所述杆件分布机构包括气缸固定底座、固定连接在气缸固定底座上的顶升气缸、固定连接在顶升气缸上的直线导轨二,滑动设置在直线导轨二上的直线滑块三、安装在直线滑块三上方的运动式支撑排和安装在气缸固定支座上的固定式支撑排。
6.根据权利要求5所述的全自动电镀硬铬装置,其特征在于:所述下料传送机构包括机架、安装在机架上的减速电机、转动连接在机架上且呈对称设置的uct轴承以及安装在uct轴承上的不锈钢输送网链,所述减速电机输出端通过链条与uct轴承端部相连接。
7.根据权利要求6所述的全自动电镀硬铬装置,其特征在于:所述上屏蔽套和所述下屏蔽套均由pvc材质所制成。
8.根据权利要求7所述的全自动电镀硬铬装置,其特征在于:所述飞巴架为不锈钢材质所制成的飞巴架,所述导电头为紫铜材质所制成的导电头。
技术总结本发明公开的一种全自动电镀硬铬装置,包括电镀系统和程控系统,所述电镀系统由电镀行车和槽体组成,还包括阴极飞巴系统和上下料系统,上下料系统包括机械手臂、飞巴配重杆提升机构、减振器杆件上料机构、杆件分布机构和下料传送机构。本发明属于电镀硬铬设备技术领域,具体是一种生产效率和产能得到提升,人员劳动强度大为降低并且保证了产品质量稳定的全自动电镀硬铬装置。技术研发人员:王辉,符铁生受保护的技术使用者:宁波德昭机电科技有限公司技术研发日:技术公布日:2024/5/16本文地址:https://www.jishuxx.com/zhuanli/20240726/118467.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表