一种炭素阳极加工装置的制作方法
- 国知局
- 2024-07-27 11:38:18
本技术涉及预焙炭素阳极加工,具体是一种炭素阳极加工装置。
背景技术:
1、现代金属铝的生产工艺主要是冰晶石-氧化铝熔盐电解法工艺,电解过程是在电解槽中进行的,电解所用原料为氧化铝,电解质为熔融冰晶石,阳极为炭素阳极,阴极为石墨块。直流电通入电解槽,槽内阴阳两极发生电化学反应,阴极得到熔融铝,阳极析出二氧化碳。
2、炭素阳极成型设备主要有振动成型机、液压成型机和螺旋压力机,工作时,糊料被装入模具中,利用对模具的加压或击打和/或高频振动使炭素阳极成型。无论采用哪种成型设备,炭碗都是与炭素阳极一体成型,如cn102555023a-制备带孔预焙阳极炭块的振动成型机。这就导致炭素阳极只能竖向成型,即,成型时使炭碗位于炭素阳极的顶部。模具卸力后,炭素阳极内物料的内应力释放,使炭素阳极内部形成微观横向裂纹,微观横向裂纹会导致电解时电流无法传导,影响炭素阳极的导电率。
3、另外,为了增加钢爪与炭素阳极的连接强度,现有的炭碗侧壁上设有螺旋槽,如,cn109338410a公开了一种铝用平底炭碗阳极,包括若干设置在阳极上的炭碗部,炭碗部的内侧设置有螺旋槽。钢爪插入炭碗后,将磷生铁浇筑到螺旋槽内,凝固后的磷铁牢牢镶嵌到炭碗部内,从而增大钢爪与阳极的连接强度,防止脱极事故;另外,螺旋槽能够增加钢爪与阳极的接触面积,从而降低电阻,增加导电性能。在该方案中,由相邻螺旋槽之间的壁承受作用力,由于螺旋槽是沿炭碗的周向倾斜,因此,当其设置数量较多时,必然导致相邻螺旋槽之间的壁厚较薄,而较薄的壁极易开裂,进而导致脱极。这就导致螺旋槽的设置数量受到限制,进而影响钢爪与阳极之间的连接强度与导电性能。
技术实现思路
1、本实用新型的目的是为了解决上述现有技术的不足,提供一种炭素阳极加工装置,通过机械加工装置在炭素阳极前侧面加工出炭碗,从而将炭素阳极的微观横向裂纹改为微观纵向裂纹,提高炭素阳极的导电率。
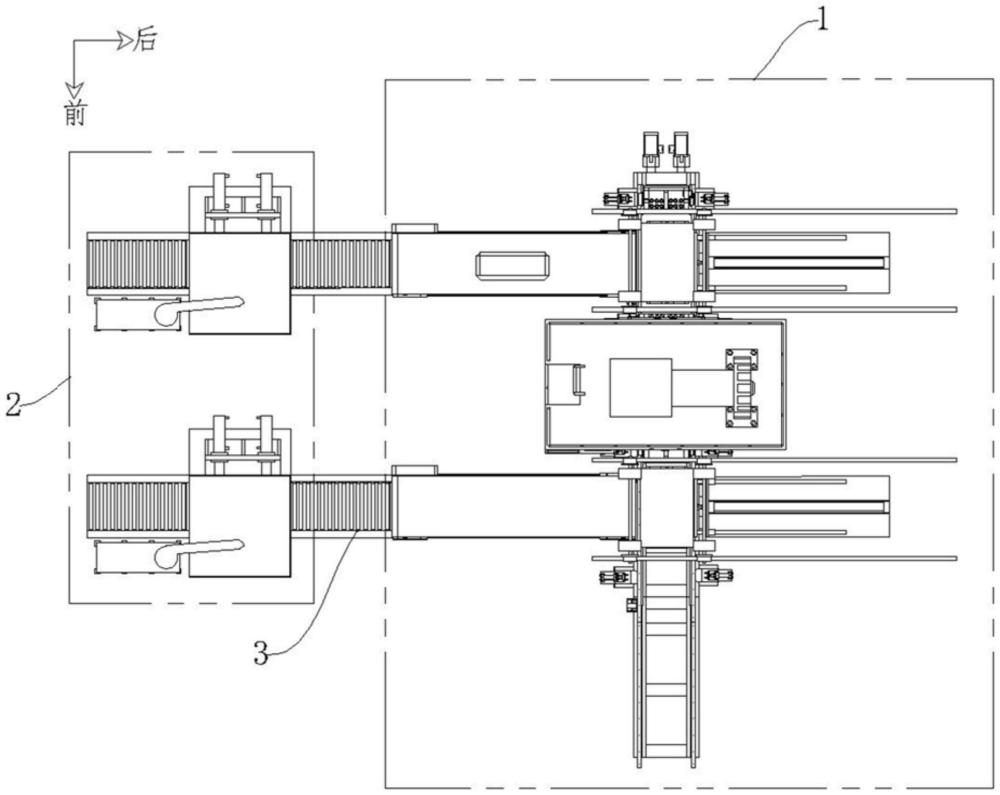
2、所要解决的技术问题采用以下技术方案来实现:一种炭素阳极加工装置,包括成型机、机械加工装置、输送装置,所述成型机通过输送装置与机械加工装置连接,所述机械加工装置包括数控铣床、燕尾槽铣刀;所述燕尾槽铣刀包括刀体、端面刀齿、圆周刀齿,所述刀体呈锥台形,所述端面刀齿安装在刀体的端面,所述圆周刀齿安装在刀体的圆周;所述燕尾槽铣刀轴向水平地安装在数控铣床上,所述数控铣床能够驱动燕尾槽铣刀转动以及沿三个方向平移。
3、相对于现有技术,本实用新型炭素阳极加工装置的有益效果为:(1)通过机械加工装置在炭素阳极前侧面加工出炭碗,由于不需要通过成型机使炭碗与炭素阳极一体成型,因而可将炭素阳极的纵向成型改为横向成型,实现了将炭素阳极的微观横向裂纹改为微观纵向裂纹,而微观纵向裂纹对炭素阳极的导电率没有影响,从而保证炭素阳极的导电率;(2)炭素阳极成型后,通过输送装置转运至机械加工装置,由于燕尾槽铣刀轴向水平地安装在数控铣床上,因此数控铣床可直接驱动燕尾槽铣刀在炭素阳极的前侧面加工炭碗和斜槽,过程中不需要对炭素阳极进行翻转,设备结构简单、加工效率高;(3)采用具有端面刀齿、圆周刀齿的燕尾槽铣刀,配合三轴数控铣床能够同时进行打孔和开斜槽,加工效率高,不需要更为复杂昂贵的数控加工设备。
4、本实用新型的技术方案还有,所述机械加工装置还包括定位机构,所述定位机构包括定位工装、驱动装置,所述定位工装的横截面呈l形,所述驱动装置用于驱动定位工装沿垂直于输送装置输送方向的方向移动。当输送装置输送炭素阳极至机械加工装置处时,驱动装置驱动定位工装移动,其l形的两个内表面分别为炭素阳极水平方向的两个定位基准,对炭素阳极进行定位。
5、本实用新型的技术方案还有,所述机械加工装置还包括除尘装置,所述除尘装置包括防尘罩、除尘器,所述防尘罩设置于输送装置的上方,所述数控铣床和燕尾槽铣刀位于防尘罩内,所述防尘罩的两侧分别设有进口、出口,所述除尘器与防尘罩连接。
6、本实用新型的技术方案还有,所述输送装置包括辊道输送机和位于辊道输送机下方的废料皮带机。辊道输送机用于输送炭素阳极,所述废料皮带机用于将机加工过程中产生的废料运走。
7、本实用新型的技术方案还有,所述成型机为螺旋压力机或振动成型机或液压成型机。
8、本实用新型的技术方案还有,还包括模具,所述模具安装在成型机上,所述模具包括上模板、下模板、模框,所述模框位于上模板与下模板之间,所述上模板、下模板、模框合围形成模腔,所述模腔包括主体部和位于主体部前侧的凸台部。
技术特征:1.一种炭素阳极加工装置,其特征在于,包括成型机(1)、机械加工装置(2)、输送装置,所述成型机(1)通过输送装置与机械加工装置(2)连接,所述机械加工装置(2)包括数控铣床(4)、燕尾槽铣刀(5);所述燕尾槽铣刀包括刀体(6)、端面刀齿(7)、圆周刀齿(8),所述刀体(6)呈锥台形,所述端面刀齿(7)安装在刀体(6)的端面,所述圆周刀齿(8)安装在刀体(6)的圆周;所述燕尾槽铣刀(5)轴向水平地安装在数控铣床(4)上,所述数控铣床(4)能够驱动燕尾槽铣刀(5)转动以及沿三个方向平移。
2.根据权利要求1所述的炭素阳极加工装置,其特征在于,所述机械加工装置(2)还包括定位机构,所述定位机构包括定位工装(9)、驱动装置(10),所述定位工装(9)的横截面呈l形,所述驱动装置(10)用于驱动定位工装(9)沿垂直于输送装置输送方向的方向移动。
3.根据权利要求1所述的炭素阳极加工装置,其特征在于,所述机械加工装置(2)还包括除尘装置,所述除尘装置包括防尘罩(11)、除尘器(12),所述防尘罩(11)设置于输送装置的上方,所述数控铣床(4)和燕尾槽铣刀(5)位于防尘罩(11)内,所述防尘罩(11)的两侧分别设有进口(13)、出口(14),所述除尘器(12)与防尘罩(11)连接。
4.根据权利要求1所述的炭素阳极加工装置,其特征在于,所述输送装置包括辊道输送机(3)和位于辊道输送机(3)下方的废料皮带机(19)。
5.根据权利要求1-4任一所述的炭素阳极加工装置,其特征在于,所述成型机(1)为螺旋压力机或振动成型机或液压成型机。
6.根据权利要求1-4任一所述的炭素阳极加工装置,其特征在于,还包括模具,所述模具安装在成型机(1)上,所述模具包括上模板(20)、下模板(21)、模框(22),所述模框(22)位于上模板(20)与下模板(21)之间,所述上模板(20)、下模板(21)、模框(22)合围形成模腔,所述模腔包括主体部(23)和位于主体部(23)前侧的凸台部(24)。
技术总结本技术涉及预焙炭素阳极加工技术领域,具体是一种炭素阳极加工装置,包括成型机、机械加工装置、输送装置,所述成型机通过输送装置与机械加工装置连接,所述机械加工装置包括数控铣床、燕尾槽铣刀;所述燕尾槽铣刀包括刀体、端面刀齿、圆周刀齿,所述刀体呈锥台形,所述端面刀齿安装在刀体的端面,所述圆周刀齿安装在刀体的圆周;所述燕尾槽铣刀轴向水平地安装在数控铣床上,所述数控铣床能够驱动燕尾槽铣刀转动以及沿三个方向平移。本技术的炭素阳极加工装置能够通过机械加工装置在炭素阳极前侧面加工出炭碗,从而将炭素阳极的微观横向裂纹改为微观纵向裂纹,提高炭素阳极的导电率。技术研发人员:唐地源,刘卫新,唐峰,宋维营,樊满良受保护的技术使用者:济南圣泉集团股份有限公司技术研发日:20231007技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240726/118948.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表