一种钛合金电镀前处理工艺的制作方法
- 国知局
- 2024-07-27 11:48:10
本发明属于金属材料表面处理领域,具体涉及一种钛合金电镀前处理工艺。
背景技术:
1、钛合金具有强度高、质量轻、耐高温、抗腐蚀等特点,优异的性能使其在汽车工业、航空航天、舰船以及海工装备的应用上具有得天独厚的优势。为了增加钛合金表面的美感,并通过这些表面处理和改性的过程改善工件的表面性和适应性,目前主要有以下几种表面处理方法:电镀、微弧氧化、着色、发黑、抛光、热喷漆等。其中电镀主要有镀镍、镀铜等,目的是为了提高钛合金的粘连能力、导电性和钎焊性。但钛及钛合金与铝、镁一样,是一种能迅速形成表面氧化膜的活泼金属,如果不能很好的除去钛及钛合金零件在生产过程中表面出现的氧化层,会给后续的电镀带来极大的影响,严重妨碍镀层与基体之间的牢固结合,极大的限制钛合金的应用范围。
2、申请号为cn201811339576.5的专利文献公开了一种钛合金电镀铝前处理方法,其步骤包括:除油;吹砂;惰性气氛电化学刻蚀;惰性气氛有机溶剂清洗。申请号为cn201210268982.3的专利文献公开了一种钛合金前处理方法,包括打磨或喷砂处理除去钛合金表面氧化膜,然后进行冷水洗;对钛合金进行除油;热、冷水洗;活化:将钛合金浸入到钛合金化学铣切废液,废液的主要成分为氢氟酸20~50ml/l,硝酸50~80ml/l,十二烷基苯磺酸钠0.1~0.4g/l,氟钛酸钾20~100g/l。
3、现有技术的钛合金前处理方法虽然有一定的去除氧化层效果,但仍然难以满足实际工业生产中的品质要求,从而极大的限制了钛合金在多领域的应用。因此,寻找一种有效的钛合金前处理工艺,提高镀层与钛合金基底之间的结合力,对于钛合金的实际应用具有重大的意义。
技术实现思路
1、为了解决现有技术存在的钛合金性能活泼、极易形成致密的氧化膜而造成后续电镀工序困难以及镀层与基底结合力差的问题,本发明提供了一种后续电镀工序容易、能够大幅度提高钛合金工件与镀层之间的结合力的钛合金电镀前处理工艺。
2、本发明的技术方案是:
3、一种钛合金电镀前处理工艺,包括以下步骤:
4、s1、超声波除油:将钛合金工件放入除油剂中进行超声波除油;
5、s2、水洗;
6、s3、电解除油:将步骤s2水洗后的钛合金工件放入除油剂中进行电解除油;
7、s4、水洗;
8、s5、表面合金化:将步骤s4水洗后的钛合金工件放入表面合金化溶液中,表面合金化处理,取出,然后放入电镀液中电镀;
9、s6、水洗;
10、s7、微蚀:将步骤s6水洗后的钛合金工件放入微蚀液中进行微蚀;
11、s8、水洗;
12、s9、冲击镍:将步骤s8水洗后的钛合金工件放入镀液中电镀。
13、进一步地,所述步骤s1所述除油剂包括:氢氧化钠100-170g/l,碳酸钠50-100g/l,葡萄糖酸钠2-20g/l,焦磷酸钠20-50g/l,五水偏硅酸钠15-40g/l,月桂醇磷酸酯2-20g/l。
14、进一步地,所述步骤s5所述表面合金化溶液包括氧化锌10-20g/l,氢氧化钠80-120g/l,三氯化铁0.5-2g/l,葡萄糖酸钠5-10g/l,硝酸钠0.1-1g/l。
15、进一步地,所述步骤s5所述电镀液包括:氧化锌3-15g/l,三氯化铁3-10g/l,酒石酸钾钠6-20g/l,水杨酸钠5-20g/l,氢氧化钠50-100g/l。
16、进一步地,所述步骤s5电镀时电镀时间为1-2min。
17、进一步地,所述步骤s7所述微蚀液包括:稀硝酸20-100g/l,草酸5-15g/l,植酸5-15g/l,柠檬酸/柠檬酸盐1-15g/l,聚乙二醇2-10g/l,1,4-丁炔二醇1-10g/l。
18、进一步地,稀硝酸为浓度为68%的稀硝酸。
19、进一步地,聚乙二醇的分子量为400。
20、进一步地,所述步骤s7微蚀时微蚀时间为1-2min。
21、进一步地,所述步骤s9所述镀液包括:硫酸镍200-300g/l,硫酸25-65g/l,硼酸0.1-5g/l,柠檬酸5-25g/l,添加剂0.5-10g/l。
22、进一步地,硫酸为浓度98%的硫酸。
23、进一步地,所述添加剂包括碳酸镁和乙二醇。
24、本发明通过引入表面合金化步骤,涉及的表面合金化溶液首先溶解钛合金表面的氧化膜,其次通过置换沉积在表面覆盖一层极薄的锌层,然后通过微蚀步骤去除掉锌层的同时使表面粗化,从而提高电镀过程工件和镀层之间的结合力,很好的解决了钛合金性能活泼,镀层容易脱落的难题。
25、与现有技术相比,本发明具有以下优势:
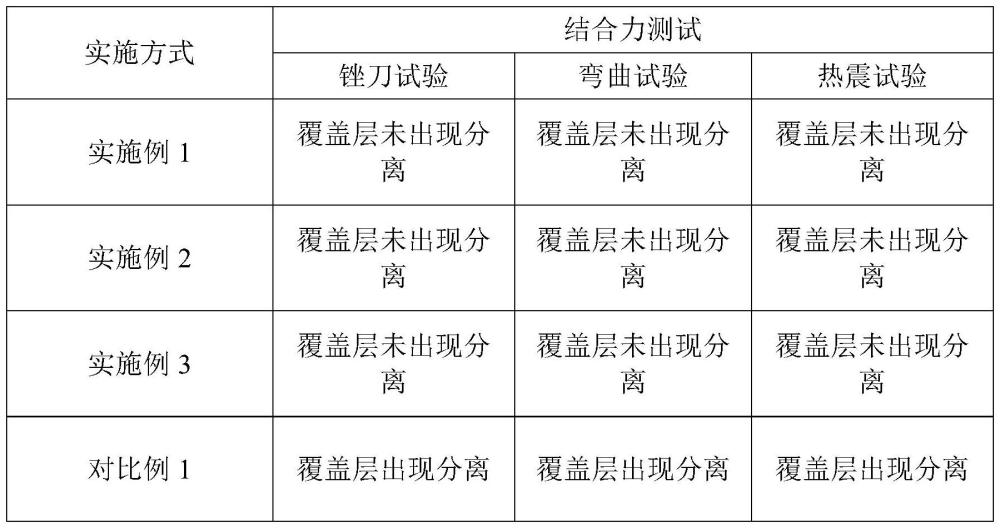
26、(1)测试结果表明,钛合金工件经本发明前处理工艺处理后,无论是镀铜还是镀镍,基底与镀层之间结合力性能都非常优异,相较传统的前处理工艺,经表面合金化步骤,很好的去除了钛合金表面的氧化物膜,形成了更为均一的镀覆表面,极大的提高了钛合金工件与镀层之间的结合力。
27、(2)经本发明钛合金电镀前处理工艺后的电镀工序容易。
技术特征:1.一种钛合金电镀前处理工艺,其特征在于,包括以下步骤:
2.如权利要求1所述的钛合金电镀前处理工艺,其特征在于,所述步骤s1所述除油剂包括:氢氧化钠100-170g/l,碳酸钠50-100g/l,葡萄糖酸钠2-20g/l,焦磷酸钠20-50g/l,五水偏硅酸钠15-40g/l,月桂醇磷酸酯2-20g/l。
3.如权利要求1所述的钛合金电镀前处理工艺,其特征在于,所述步骤s5所述表面合金化溶液包括氧化锌10-20g/l,氢氧化钠80-120g/l,三氯化铁0.5-2g/l,葡萄糖酸钠5-10g/l,硝酸钠0.1-1g/l。
4.如权利要求1所述的钛合金电镀前处理工艺,其特征在于,所述步骤s5所述电镀液包括:氧化锌3-15g/l,三氯化铁3-10g/l,酒石酸钾钠6-20g/l,水杨酸钠5-20g/l,氢氧化钠50-100g/l。
5.如权利要求1所述的钛合金电镀前处理工艺,其特征在于,所述步骤s5电镀时电镀时间为1-2min。
6.如权利要求1所述的钛合金电镀前处理工艺,其特征在于,所述步骤s7所述微蚀液包括:稀硝酸20-100g/l,草酸5-15g/l,植酸5-15g/l,柠檬酸/柠檬酸盐1-15g/l,聚乙二醇2-10g/l,1,4-丁炔二醇1-10g/l。
7.如权利要求1所述的钛合金电镀前处理工艺,其特征在于,所述步骤s7微蚀时微蚀时间为1-2min。
8.如权利要求1所述的钛合金电镀前处理工艺,其特征在于,所述步骤s9所述镀液包括:硫酸镍200-300g/l,硫酸25-65g/l,硼酸0.1-5g/l,柠檬酸5-25g/l,添加剂0.5-10g/l。
9.如权利要求8所述的钛合金电镀前处理工艺,其特征在于,所述添加剂包括碳酸镁和乙二醇。
技术总结本发明属于金属材料表面处理领域,具体涉及一种钛合金电镀前处理工艺。本发明钛合金电镀前处理工艺,包括以下步骤:S1、超声波除油:将钛合金工件放入除油剂中进行超声波除油;S2、水洗;S3、电解除油:将步骤S2水洗后的钛合金工件放入除油剂中进行电解除油;S4、水洗;S5、表面合金化:将步骤S4水洗后的钛合金工件放入表面合金化溶液中,表面合金化处理,取出,然后放入电镀液中电镀;S6、水洗;S7、微蚀:将步骤S6水洗后的钛合金工件放入微蚀液中进行微蚀;S8、水洗;S9、冲击镍:将步骤S8水洗后的钛合金工件放入镀液中电镀。本发明提供的钛合金电镀前处理工艺能够大幅度提高钛合金工件与镀层之间的结合力。技术研发人员:袁超,列锦政,徐金来,韦胜开,田志斌,朱平受保护的技术使用者:广州三孚新材料科技股份有限公司技术研发日:技术公布日:2024/6/18本文地址:https://www.jishuxx.com/zhuanli/20240726/119625.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表