铝电解用多功能天车打击头及其制备方法与流程
- 国知局
- 2024-07-27 11:54:52
本申请涉及铝电解技术,尤其涉及铝电解设备。
背景技术:
1、是铝电解领域的常用装备,多功能天车担负着电解槽大面加工、换阳极、添加保温料、出铝、母线转接、电解槽大修等多项作业。其中打击头是铝电解多功能机组上一件重要工具,负责完成电解铝作业中破碎电解槽内阳极碳块周围保温料的结壳,将结壳破碎后才能进行更换阳极和清理残渣等作业,其工作频率高、使用环境恶劣。打击头在打击破碎铝壳过程中直接承受打击带来的冲击力,其破坏形式主要为弯曲或断裂,有的打击头使用时间很短就发生折断。现有的打击头存在韧性低、硬度低、耐磨性差、耐蚀性差的问题,在950℃的高温条件下,使用寿命较短。
技术实现思路
1、本申请实施例提供了一种铝电解用多功能天车打击头及其制备方法,以解决现有的打击头韧性低、硬度低、耐磨性差、耐蚀性差的技术问题。
2、第一方面,本申请实施例提供一种铝电解用多功能天车打击头,所述铝电解用多功能天车打击头包括:
3、打击头基体,所述打击头基体的材料为40cr合金钢或40crmo合金钢,所述打击头基体的金相为回火索氏体组织;
4、涂层,以所述涂层的质量百分比计,所述涂层包括如下组分:10%~14%的ni,19%~27%的cr,0.5%~2%的b,2%~3%的si,0.05%~2%的c,余量为fe。
5、在本申请的一些实施例中,所述打击头基体的硬度为24~34hrc;和/或,
6、所述打击头基体的冲击吸收功为48akv/j以上;和/或,
7、所述打击头基体的冲击韧性值为60j/cm2以上;和/或,
8、所述打击头基体的抗拉强度为980mpa以上;和/或,
9、所述打击头基体的屈服强度为785mpa以上;和/或,
10、以所述合金粉的重量百分比计,所述合金粉还包括0%-3%的co、0%-2%的mo、0%-1%的nb、0%或者8%-10%的wc、0%或者4%-6%的tic;和/或,
11、所述涂层的硬度为58~62hrc;和/或,
12、所述涂层在950℃下的氧化速率为0.02~0.04mg/cm2/h。
13、在本申请的一些实施例中,所述涂层的厚度为2~2.5mm。
14、第二方面,本申请实施例提供一种铝电解用多功能天车打击头的制备方法,所述铝电解用多功能天车打击头的制备方法包括如下步骤:
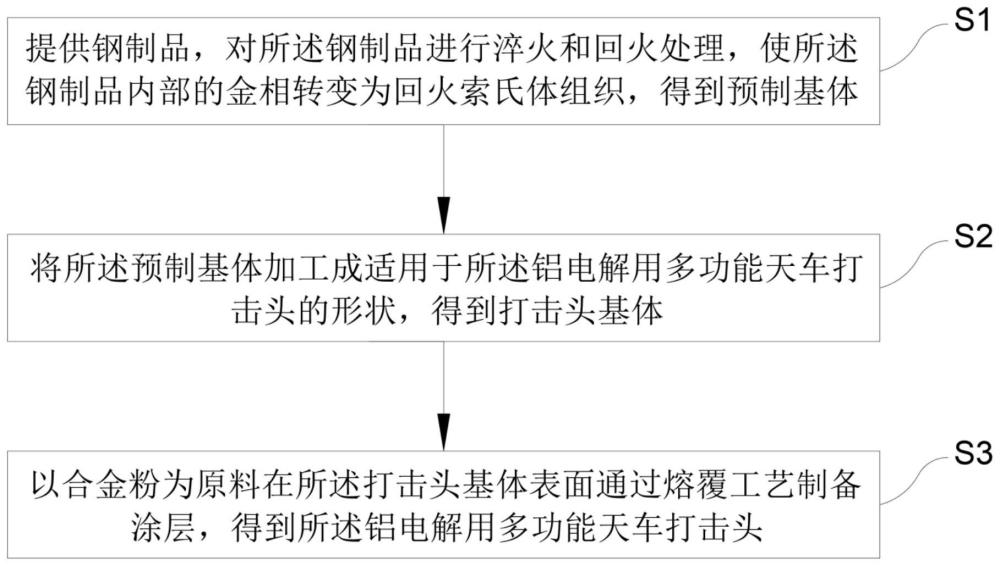
15、提供钢制品,对所述钢制品进行淬火和回火处理,使所述钢制品内部的金相转变为回火索氏体组织,得到预制基体;
16、将所述预制基体加工成适用于所述铝电解用多功能天车打击头的形状,得到打击头基体;
17、以合金粉为原料在所述打击头基体表面通过熔覆工艺制备涂层,得到所述铝电解用多功能天车打击头,
18、其中,所述钢制品的材料为40cr合金钢或40crmo合金钢;以所述合金粉的质量百分比计,所述合金粉包括如下组分:10~14%的ni,19%~27%的cr,0.5%~2%的b,2%~3%的si,0.05%~2%的c,余量为fe。
19、在本申请的一些实施例中,所述淬火的温度为840~855℃;和/或,
20、所述淬火的时间为2~3h;和/或,
21、经过所述淬火后所述打击头基体的硬度为56~60hrc。
22、在本申请的一些实施例中,所述回火的温度为550~630℃;和/或,
23、所述回火的时间为2~3h;和/或,
24、经过所述回火后所述打击头基体的硬度为24~34hrc;和/或,
25、经过所述回火后所述打击头基体的冲击吸收功为48akv/j以上;和/或,
26、经过所述回火后所述打击头基体的冲击韧性值为60j/cm2以上;和/或,
27、经过所述回火后所述打击头基体的抗拉强度为980mpa以上;和/或,
28、经过所述回火后所述打击头基体的屈服强度为785mpa以上。
29、在本申请的一些实施例中,所述熔覆工艺为激光熔覆。
30、在本申请的一些实施例中,所述激光熔覆的扫描线速度为1500~1800mm/min,步距为0.8~1.5mm/r,功率为3500~4500w,送粉量为3~4r/min。
31、在本申请的一些实施例中,以所述合金粉的重量百分比计,所述合金粉还包括0%-3%的co、0%-2%的mo、0%-1%的nb、0%或者8%-10%的wc、0%或者4%-6%的tic;和/或,
32、所述合金粉的粒径为35~55μm;和/或,
33、所述涂层的硬度为58~62hrc;和/或,
34、所述涂层在950℃下的氧化速率为0.02~0.04mg/cm2/h。
35、在本申请的一些实施例中,所述涂层的厚度为2~2.5mm。
36、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
37、本申请实施例提供的铝电解用多功能天车打击头,通过将所述打击头基体的金相限定为回火索氏体组织,其具有良好的韧性和塑性,同时具有较高的强度,综合力学性能较好,使得所述打击头基体不容易断裂;同时设置具有合适质量百分比的ni、cr、b、si、c的铁基合金作为涂层,该涂层具有高的硬度、良好的耐磨性和耐蚀性,改善了目前打击头存在的韧性低、硬度低、耐磨性差、耐蚀性差的技术问题。
技术特征:1.一种铝电解用多功能天车打击头,其特征在于,所述铝电解用多功能天车打击头包括:
2.根据权利要求1所述的铝电解用多功能天车打击头,其特征在于,所述打击头基体的硬度为24~34hrc;和/或,
3.根据权利要求1所述的铝电解用多功能天车打击头,其特征在于,所述涂层的厚度为2~2.5mm。
4.一种铝电解用多功能天车打击头的制备方法,其特征在于,所述铝电解用多功能天车打击头的制备方法包括如下步骤:
5.根据权利要求4所述的铝电解用多功能天车打击头的制备方法,其特征在于,所述淬火的温度为840~855℃;和/或,
6.根据权利要求5所述的铝电解用多功能天车打击头的制备方法,其特征在于,所述回火的温度为550~630℃;和/或,
7.根据权利要求4所述的铝电解用多功能天车打击头的制备方法,其特征在于,所述熔覆工艺为激光熔覆。
8.根据权利要求7所述的铝电解用多功能天车打击头的制备方法,其特征在于,所述激光熔覆的扫描线速度为1500~1800mm/min,步距为0.8~1.5mm/r,功率为3500~4500w,送粉量为3~4r/min。
9.根据权利要求4所述的铝电解用多功能天车打击头的制备方法,其特征在于,以所述合金粉的重量百分比计,所述合金粉还包括0%-3%的co、0%-2%的mo、0%-1%的nb、0%或者8%-10%的wc、0%或者4%-6%的tic;和/或,
10.根据权利要求4所述的铝电解用多功能天车打击头的制备方法,其特征在于,所述涂层的厚度为2~2.5mm。
技术总结本申请涉及一种铝电解用多功能天车打击头,所述铝电解用多功能天车打击头包括:打击头基体,所述打击头基体的材料为40Cr合金钢或40CrMo合金钢,所述打击头基体的金相为回火索氏体组织;涂层,以所述涂层的质量百分比计,所述涂层包括如下组分:10%~14%的Ni,19%~27%的Cr,0.5%~2%的B,2%~3%的Si,0.05%~2%的C,余量为Fe。本申请改善了目前打击头存在的韧性低、硬度低、耐磨性差、耐蚀性差的技术问题。技术研发人员:侯光辉,李冬生,马军义,包生重,曹永峰,刘丹,丁国臣受保护的技术使用者:中铝郑州有色金属研究院有限公司技术研发日:技术公布日:2024/6/30本文地址:https://www.jishuxx.com/zhuanli/20240726/120149.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表