一种利用振动辅助针尖轨迹运动加工纳米周期结构的方法
- 国知局
- 2024-07-27 12:43:13
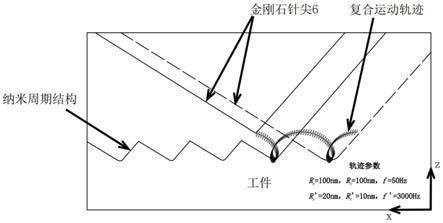
1.本发明属于微纳机械加工技术领域,具体涉及一种利用振动辅助针尖轨迹运动加工纳米周期结构的方法。背景技术:2.因具有衍射效率高、分光能力强的优点,亚波长光栅结构在表面结构着色方面具有很大的应用潜力。然而,目前实现金属表面结构着色的加工方法在结构形貌控制等方面仍有不足,这严重影响了光栅结构衍射效率。相比于其他加工方法,微纳机械加工在可控性与灵活性方面具有一定的优势。由于纳米压头的针尖刃口弧半径可达到数十纳米,同时结合压电驱动具有的灵活可控的运动轨迹,基于针尖轨迹运动的单点加工方法可实现对纳米结构的灵活加工。在纳米尺度下,受尺寸效应的影响,对于延展性较好的金属材料进行切削时,被加工材料很难以切屑的形式完全被去除,因此,所加工出的纳米结构的形状精度难以保证。同时,轨迹运动加工所具有的加工参数时变特性,使得针尖除了切削作用,还有对材料的挤压和推挤作用,进而使得材料的加工变形更为复杂,也更加难以控制。技术实现要素:3.本发明的目的是为了解决在采用纳米压头轨迹运动加工纳米周期结构的过程中,材料加工成形质量不高所导致的结构形状精度低的问题,提供一种在纳米压头轨迹运动过程中施加高频振动场辅助加工纳米周期结构的方法,进而提高对亚微米尺度下金属材料塑性变形的加工控制。4.为实现上述目的,本发明采取的技术方案如下:5.一种利用振动辅助针尖轨迹运动加工纳米周期结构的方法,所述方法步骤为:6.步骤一:生成加工运动轨迹:通过控制两路输入正弦信号的幅值,频率和相位,设置实现不同加工轨迹,运动轨迹方程如下:[0007][0008]其中,x(t)为x方向随时间的运动轨迹,z(t)为z方向随时间的运动轨迹,rx为压电位移台水平方向的公转半径,rz为压电位移台竖直方向的公转半径,v为压头的进给速度,f为公转频率;[0009]步骤二:施加辅助振动场形成复合运动轨迹[0010]在纳米压头竖直轨迹运动加工的基础上,采用两轴压电陶瓷剪切叠堆为加工提供辅助振动场;压电陶瓷剪切叠堆竖直放置,通过控制驱动信号的幅值、频率、相位,实现振动幅度、频率以及方向可调控的辅助振动场;压电陶瓷剪切叠堆运动方程表达如下:[0011][0012]其中,rx'为压电陶瓷剪切叠堆水平方向的振动半径,rz'为压电陶瓷剪切叠堆竖直方向的振动半径,f'为压电陶瓷剪切叠堆的振动频率;[0013]步骤三:加工不同空间方位的纳米周期结构[0014]根据不同三棱锥纳米压头针尖的几何形状、以及沿着不同进给方向的针尖朝向,确定所能加工得到的纳米周期结构的空间方位参数:由微沟槽v形角决定的纳米周期结构的空间位置和由切削刃刃倾角决定的结构周期的法向方向;因此,在步骤一、二过程的基础上,通过选用不同型号的纳米压头获得不同形状的针尖刀具,设置不同的针尖朝向实现对不同空间位置以及周期分布方向纳米周期结构的加工。[0015]进一步地,步骤一中,选用二维压电纳米位移台提供竖直轨迹运动,轨迹幅值为100-500nm,频率为50-200hz,选用三棱锥纳米压头以顺铣的方式进行加工,当竖直公转半径远小于加工深度时,在加工出微米v形槽的同时在沟槽侧壁两侧加工出纳米周期结构。[0016]进一步地,步骤一中,所述加工轨迹为类似正弦的轨迹、类压痕轨迹、变幅摆线轨迹。[0017]进一步地,步骤一中,改变水平或竖直方向半径可得到类椭圆、圆形轨迹;控制压头针尖的朝向,可获得不同的由刀具轮廓与运动轨迹包络形成的加工轨迹,进而在v型槽两槽面上加工出纳米周期结构;改变进给速度,在一定轨迹参数下,可加工出不同周期的纳米结构。[0018]进一步地,步骤二中,向压电陶瓷剪切叠堆各轴输入幅值20-100nm、频率可达到20khz的正弦信号,进而使针尖获得耦合高频振动的轨迹运动。[0019]本发明相对于现有技术的有益效果为:[0020](1)在采用单点针尖轨迹运动加工纳米结构时,借助压电驱动输出高频运动的灵活性,引入振动辅助成形工艺,可实现对纳米周期结构的形状和尺寸定点定向的加工控制。[0021](2)本发明可制备具有高质量纳米周期结构的功能表面,通过调节加工参数可实现金属表面复杂图案结构着色,在光学防伪、光学传感器等领域有极大的应用前景。附图说明[0022]图1为本发明所述方法的应用装置示意图;[0023]图2为轨迹运动三种典型压入方式图;[0024]图3为施加辅助振动场后复合振动轨迹1示意图;[0025]图4为施加辅助振动场后复合振动轨迹2示意图;[0026]图5为施加辅助振动场后复合振动轨迹3示意图;[0027]图6为施加辅助振动场后复合振动轨迹4示意图;[0028]图7为加工过程示意图;[0029]图8为不同针尖加工示意图;[0030]图9为改变针尖朝向示意图;[0031]图10是在图9针尖空间位置的情况下得到的相应结构图。具体实施方式[0032]下面结合附图对本发明所述技术方案作深化说明,但并不局限于此,凡对本发明技术方案进行等效更改或替代,而未脱离本发明技术方案的思想与范围者,均应涵盖在本发明的保护范围内,发明中部件如压电位移台、压电陶瓷剪切叠堆等,不局限于所给图示型式,图示仅代表起到相同作用的部件。[0033]实施例1:[0034]如图1所示,本发明提出的利用振动辅助成形的针尖轨迹运动加工纳米周期结构方法的应用装置。主要模块包含:用于提供竖直轨迹的二维压电纳米位移台1、用于提供辅助振动场的压电陶瓷剪切叠堆3、用于进行纳米周期结构加工的刀具,其中:二维压电纳米位移台1和压电陶瓷剪切叠堆3通过连接夹具2进行连接,刀具包括商用三棱锥纳米压头(含刀柄5与纳米压头6)、与刀柄进行螺纹连接的压头夹具4。此外,通过x-y-z三向精密位移台为装置提供大范围进给运动。图中未标注零件为垫片、夹具、连接件。[0035]向二维压电纳米位移台1输入可调信号参数rz、rx、f,生成主加工轨迹,向压电陶瓷剪切叠堆3输入可调信号参数rz'、rx'、f',生成辅助振动轨迹,通过调整两种轨迹参数,形成幅值、频率不同的复合加工轨迹,结合针尖空间位置的调整,实现纳米周期结构的加工。[0036]利用上述装置进行本发明所述纳米周期结构的加工,刃冲前、面冲前加工时形成对称分布纳米周期结构;侧边冲前加工时,形成非对称分布纳米周期。通过调整轨迹参数,得到不同轨迹,实现纳米周期机构不同空间方位的加工。方法步骤如下:[0037]步骤一:加工模块的搭建[0038]固定纳米压头6,调节三棱锥针尖的空间朝向,确定针尖三个切削用的棱边与进给运动的位置关系,其中刀柄5与压头夹具4通过螺纹连接,压头夹具4通过环氧树脂与压电陶瓷剪切叠堆3粘接,压电陶瓷剪切叠堆3粘接于连接夹具2,连接夹具2与二维压电纳米位移台连接。[0039]选用铝合金作为加工工件,工件表面经超精密切削加工,具有镜面级光洁度。为实现刀具的进给加工,可采用竖直精密位移台控制针尖逼近工件表面的方式,所用装置不局限于此,仅作为描述需要,随后控制二维压电纳米位移台1完成加工前的对刀。[0040]步骤二:典型复合运动轨迹的加工过程[0041]经过步骤一调整针尖至刃冲前状态。[0042]第一步:根据参数运动方程,式中rx为x方向的公转半径,rz为z方向的公转半径,v为进给速度,f为公转频率:[0043][0044]水平公转半径x和竖直公转半径z是关于时间t的函数,x(t)、z(t)是t时刻对应的x、z值,进而分开表达不同方向的瞬时位移位置;[0045]调整轨迹参数rz、rx、f,根据上式设定计算机输出数字信号,经由数据采集模块转换为模拟信号,在控制器放大调整后,向二维压电纳米位移台1的xz两轴输入正弦激励信号,各轴进行独立运动,合运动驱动纳米压头6以顺铣的方式进行竖直轨迹运动,改变xz两路输入正弦信号的幅值,频率和相位,获得针尖做类似正弦、类压痕、变幅摆线轨迹运动,水平公转半径rx分别为10、60、100nm,竖直公转半径rz值为300nm,如图2所示。[0046]第二步:在二维压电纳米位移台1为针尖提供主加工用的轨迹运动的基础上,根据下式设定计算机输出数字信号,经由数据采集模块转换为模拟信号,利用功率放大器向压电陶瓷剪切叠堆3输入高频辅助振动信号,驱动针尖进行耦合高频振动的轨迹运动,运动方程表达如下(式中rx'和rz'分别为水平方向和竖直方向上更小的辅助振动半径,v为压头的进给速度,f'为更高的振动频率):[0047][0048]如图3~6所示,本发明以四组复合轨迹参数为例,形成轨迹1、轨迹2、轨迹3、轨迹4(图示实线轨迹为具有辅助振动的复合加工轨迹,虚线轨迹为各参数下的单一主加工轨迹),本发明内容包括但不限于所述参数组,通过改变参数得到不同轨迹皆是本发明方法的预期实现效果。[0049]轨迹1:rz=300nm,rx=150nm,f=50hz,rz'=40nm,rx'=5nm,f'=5000hz。[0050]轨迹2:rz=300nm,rx=100nm,f=50hz,rz'=40nm,rx'=40nm,f'=5000hz。[0051]轨迹3:rz=100nm,rx=100nm,f=50hz,rz'=20nm,rx'=40nm,f'=5000hz。[0052]轨迹4:rz=100nm,rx=100nm,f=40hz,rz'=20nm,rx'=40nm,f'=4000hz。[0053]其中轨迹2是在轨迹1竖直幅值与频率不变的条件下,减小主轨迹水平幅值,增大辅助轨迹水平幅值,其水平跨度减小,辅助振动方向改变;轨迹3是在轨迹2水平幅值及频率不变的条件下,减小主轨迹及辅助轨迹竖直幅值,其竖直跨度减小,辅助振动方向不变;轨迹4是在轨迹3水平、竖直幅值不变的条件下,改变主轨迹及辅助轨迹频率,其辅助振动方向不变,但振动次数改变。[0054]步骤三:不同空间位置纳米周期结构的加工过程[0055]在上述步骤的基础上,选用不同锥角的纳米压头6,如图8所示,刀尖锥面与水平夹角在例图中分别为60°、50°,图中β角为纳米周期结构表面俯视图所成投影线与水平线间夹角,由针尖棱边切削刃的刃倾角所决定。当采用纳米压头6,面冲前进给加工时,由于锥角不同,所加工的v形微沟槽的v形角α不同,进而使得生成在v形槽两侧侧壁上的纳米周期结构具有不同的空间位置。通过改变进给速度,可以获得不同周期的纳米阵列结构。改变纳米压头6的朝向,如图9所示,使三棱锥针尖两切削刃具有不同的切削角,能加工出非对称的v形槽,故两侧壁上的纳米周期结构具有不同的空间方位,同时,由于切削的刃倾角不同,使得纳米结构的周期分布方向也不相同。
本文地址:https://www.jishuxx.com/zhuanli/20240726/123202.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表