一种高参数大容量膨胀机及其装配方法与流程
- 国知局
- 2024-07-27 13:24:46
本发明涉及膨胀机,特别是涉及一种高参数大容量膨胀机及其装配方法。
背景技术:
1、在常规低温orc朗肯循环余热利用发电系统装置中,膨胀机应用温度、压力较低,膨胀机缸体热膨胀较小,大多热膨胀依靠膨胀机缸体本身结构变形吸收,热适应能力差;又因发电功率小,整体体积较小,零件容易加工,在零件设计配合过程中,公差累积误差较小,一般的公差尺寸就能保证运动件、静止件之间的间隙。
2、而在某些特殊高温、大功率orc朗肯循环余热利用发电系统装置中,膨胀机因工作环境温度高、热膨胀大、体积较大,常规的膨胀机早已不能适应中、高参数余热利用发电装置需求。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种高参数大容量膨胀机及其装配方法,适应中、高参数余热利用发电装置需求。
2、本发明的目的是这样实现的:
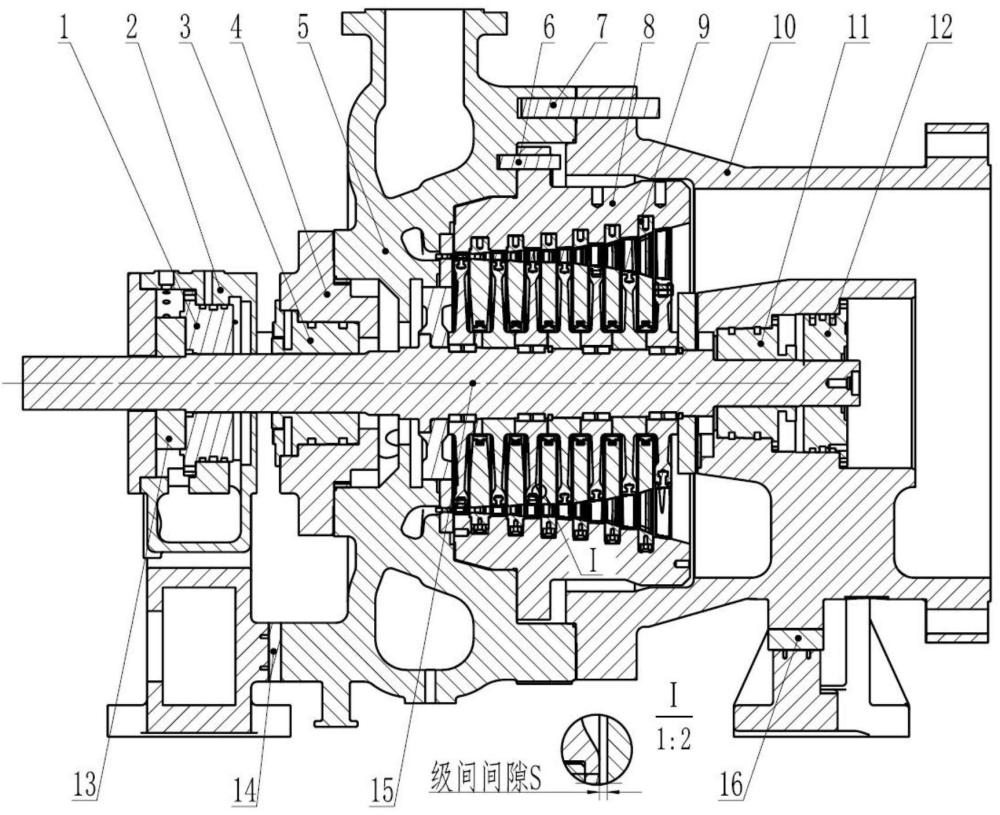
3、一种高参数大容量膨胀机,包括膨胀机缸体、前支座(21)、后支座(23),膨胀机缸体呈圆筒状,且左右对称,膨胀机缸体包括进气缸、排气缸,进气缸径向进气,排气缸轴向排气,进气缸通过前抓放置在前支座上,排气缸通过后抓放置在后支座上,膨胀机缸体内设有转子(15),转子(15)上空套有喷嘴环座(8),喷嘴环座(8)与进气缸固连,喷嘴环座(8)内安装有喷嘴环(9),喷嘴环(9)、转子(15)之间设有气封(36),
4、所述前支座(21)上设有轴承箱(2),轴承箱(2)具有前端盖,转子(15)的前端通过前轴承(1)支撑于轴承箱(2),排气缸的轴心位置设有流道内腔,排气缸的流道位于流道内腔外侧,转子(15)的后端通过后轴承(12)支撑于排气缸的流道内腔内,进气缸(5)前端设有密封座(4),转子(15)的前端与密封座(4)之间设有前密封(3),转子(15)的后端与排气缸流道内腔还设有后密封(11),后密封(11)位于后轴承(12)的前方,转子上设置有推力盘(13),推力盘(13)通过热套固定在转子上,转子以推力盘位置为轴向膨胀死点,推力盘(13)位于轴承箱(2)内,推力盘(13)与前轴承(1)、轴承箱(2)前端盖配合轴向限位;
5、前支座上固定有横向的压块(20),压块(20)压在前抓上进行竖向限位,前支座和前抓接触部位设置有前抓横销(22),膨胀机缸体以前抓横销位置为轴向膨胀死点,后支座的上端通过后抓纵销(24)支撑有滑块,滑块上端通过后抓横销(25)支撑后抓,进气缸底部和前支座底部之间设置有立销(14),排气缸底部与后支座之间设置有纵销(16),立销(14)、纵销(16)对应膨胀机缸体的轴心线;后支座的上端通过设置有滑块,滑块与后支座之间安装有后抓纵销(24),滑块上端与排气缸后抓之间设置有后抓横销(25)。后支座、滑块组合共同支撑排气缸,同时能保证缸体正常膨胀。
6、轴承箱(2)包括相互连接的上轴承盖(17)、下轴承盖(18),下轴承盖(18)的两侧通过轴承箱调整垫板(19)支撑于前支座,轴承箱调整垫板(19)使轴承箱整体与进气缸分隔开,通过轴承箱调整垫板(19)调整轴承箱(2)的位置,保证保证前轴承、后轴承同轴度。
7、优选地,密封座径向设置有四个调整结构,调整结构包括设于密封座边缘的安装槽,安装槽内间隙配合有径向定位块,径向定位块的外缘为与进气缸(5)相对应的弧形,径向定位块通过径向调整块压紧螺钉固定在密封座(4)上,径向定位块、安装槽槽底之间设有径向调整垫片(27),通过调整径向调整垫片厚度,来调整密封座径向位置,以保证前密封与后密封及后轴承的同轴度。
8、优选地,喷嘴环(9)包括通过上半、下半连接螺钉(29)固连的上半、下半,喷嘴环(9)下半左右两侧对称设有喷嘴环上下调整垫块(33),喷嘴环上下调整垫块(33)为l型,喷嘴环上下调整垫块(33)的立壁通过调整垫块固定螺钉(32)固定在喷嘴环座(8)上,喷嘴环上下调整垫块(33)的平壁支撑喷嘴环(9)的下半,喷嘴环下半压块(30)通过压块压紧螺钉(31)固定在喷嘴环上下调整垫块(33)上,且压紧喷嘴环(9)的下半,喷嘴环(9)下半的底部通过左右调整块固定螺钉(34)安装有喷嘴环左右调整垫块(35),喷嘴环左右调整垫块(35)间隙配合在喷嘴环座(8)内,通过调整不同厚度的喷嘴环上下调整垫块(33)、喷嘴环左右调整垫块(35)进行喷嘴环左右、上下位置调整,保证气封与转子之间的气封间隙。
9、一种基于高参数大容量膨胀机的装配方法,
10、s1、准备装配工装
11、膨胀机装配所用工装有深沟球轴承(37)、轴承支撑架(38)、短找正假轴(39)、长找正假轴(40)、支撑台(41)、轴承箱轴向调整块(42)、轴承箱径向调整块(43)、间隙调整盘(44),
12、轴承支撑架上,径向均匀设置四个顶紧螺钉,顶紧螺钉用于调整深沟球轴承位置;
13、轴承箱径向调整块(43)上设置有两颗螺钉,一颗用于连接固定轴承箱径向调整块(43),另一颗用于控制轴承箱左右移动;
14、轴承箱轴向调整块(42)上设置有一颗螺钉,螺钉用于控制轴承箱前后移动;
15、间隙调整盘(44)用于与短找正假轴(39)间隙配合;
16、s2、装配膨胀机
17、第一步:用长找正假轴(40)找正
18、将进气缸和排气缸组装,前抓放置在前支座上,并用压块压住,进气缸下部用支撑台支撑,后抓放置在后支座上,并安装好前抓横销、立销、纵销、后抓横销、后抓纵销,将轴承支撑架、深沟球轴承、长找正假轴依次安装在膨胀机缸体内部,长找正假轴的两端通过深沟球轴承、轴承支撑架支撑在膨胀机缸体内部两端,将百分表放置在长找正假轴轴端端面和径向面,指针指向后轴承安装内孔和端面,转动长找正假轴,根据表显结果,旋转轴承支撑架上的螺钉,控制深沟球轴承位置,进而调整找正长找正假轴位置,找正长找正假轴,找正精度0.01mm以内;
19、第二步:密封座找正、轴承座找正
20、将百分表放置在长找正假轴径向面,转动长找正假轴,根据表显结果,调整密封座上径向调整垫片厚度,控制密封座位置,将密封座内孔找正,找正后密封座与进气缸现配做定位销,密封座上的各调整垫片位置做标记,同理,将百分表放置在长找正假轴端面和径向面,指针指向前轴承安装内孔和端面,转动长找正假轴,根据表显结果,利用轴承箱轴向调整块、轴承箱径向调整块调整轴承箱水平位置,调整轴承箱调整垫板厚度控制轴承箱垂直方向位置,将轴承箱找正,找正精度0.01mm以内,找正后轴承箱与前支座现配做定位销,各调整垫板位置做标记;
21、第三步:喷嘴环找正
22、将排气缸和后支座组合体、长找正假轴依次拆除,更换上短找正假轴,短找正假轴的前端通过深沟球轴承、轴承支撑架支撑在密封座内以及进气缸前端,找正短找正假轴,找正精度0.01mm以内,短找正假轴以轴承中心为基准,按长找正假轴的找正方法找正,精度在0.01mm以内。并在短找正假轴上安装间隙调整盘(44),将喷嘴环座(8)下半安装在进气缸内,将第一个喷嘴环下半放置在喷嘴环座(8)下半内,调整该喷嘴环下半的左右、上下位置,使喷嘴环下半与间隙调整盘(44)之间两侧及下端的间隙相等,同理,依次安装其他喷嘴环下半,移动间隙调整盘(44),沿轴向从里向外调整测量喷嘴环下半的安装位置,确保其位置正确;
23、第四步:转子装配
24、找正完成后,依次拆除间隙调整盘、短找正假轴、轴承支撑架及深沟球轴承,将喷嘴环座下半、喷嘴环下半等组合体取出,将转子放置在喷嘴环座内,再依次安装好各喷嘴环上半、喷嘴环座上半;
25、将转子和喷嘴环座安装完成后,在喷嘴环座上部安装吊环,用吊钩水平吊住喷嘴环座和转子组合体,将喷嘴环座和转子组合体轴向放入进气缸,连接喷嘴环部套与进气缸;
26、气封根据需要在本步骤中安装;
27、第五步:总装
28、依次安装好排气缸和后支座组合体、后密封、后轴承、前密封、轴承箱、前轴承、推力盘,拆除支撑台,总装完成。
29、由于采用了上述技术方案,本发明所述膨胀机在高参数、大容量工况下,膨胀机通过热膨胀导向系统、可调节的汽封结构、独立的轴承隔热布置等创新设计保证膨胀机在高温、高压环境下能安全稳定运行;通过前端轴承座独立可调整放置的方式,使前端轴承座位置可调,避免采用常规膨胀机通过膨胀机缸体组合加工保证前、后轴承同轴度的整体加工方式,降低了膨胀机缸体加工精度和难度。同时避免前端轴承受高温影响,保证轴承运行安全;极具创造性设计的专用工装和巧妙的装配找正方法,极大提高前端轴承与后端轴承同轴精度,避免轴与轴瓦发生不均匀接触,提高轴承运行稳定性和使用寿命。
本文地址:https://www.jishuxx.com/zhuanli/20240726/126020.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表