一种脱除液态烃中硫醇的系统和方法与流程
- 国知局
- 2024-07-29 10:23:11
本公开涉及石油化工领域,具体地,涉及一种脱除液态烃硫醇的系统和方法。
背景技术:
1、石油化工企业油品加工生产过程副产的液态烃,特别是催化裂化过程和延迟焦化过程副产的液态烃含有大量硫醇等硫化物,液态烃脱硫醇作为这类含硫醇液态烃脱除处理的系统,利用硫醇弱酸性的特点,采用15-20质量%的naoh溶液(碱液)作为抽提溶剂,硫醇与naoh反应生成硫醇钠,硫醇钠溶于碱液而被从液态烃中脱除。具体说,液态烃中的硫醇先与naoh反应生成硫醇钠进入到碱液中,再在碱液中通入空气,利用空气中的氧与硫醇钠反应生成二硫化物,二硫化物溶于油而不溶于碱液,可直接将二硫化物与碱液沉降分离,也可利用抽提油增强二硫化物与碱液的沉降分离,分离出二硫化物后的碱液循环使用,从而实现液态烃中硫醇的脱除。
2、常规技术的液态烃脱硫醇过程通常为液态烃与贫碱液分别进入脱硫醇抽提塔或者反应器与沉降罐组合,脱硫醇后的精制液态烃从抽提塔或者沉降罐的顶部离开,富碱液从底部去碱液再生塔,碱液再生过程直接使用工厂风(空气)进入碱液再生塔内或在塔外与富碱液混合再一起进入塔内进行硫醇钠的氧化,利用空气中的氧与碱液中的硫醇钠发生反应,由于硫醇钠氧化反应必须在过量氧条件下才能进行完全,过氧量约为1-2倍的反应用氧量,因此在碱液再生塔顶需要排出反应过程的过剩气体。该过剩气体含氧、烃及硫化物,为可燃性混合气体,属于炼厂vocs废气,其处置是炼厂的难题之一,目前,炼厂通常将燃料气补充进碱液再生塔顶过剩气体中,提高其烃含量后送到焚烧炉或加热炉中燃烧处理,燃烧后炉子的烟气排至大气,在一定程度上缓解了该过剩气体的处理困难。但随着国家环保法规对烟气排放等指标的日益严格,这种处理方式受到了限制。另外,为保证该过剩气输送过程的安全,现有技术在该过剩气中加注大量燃料气的同时,须使用不锈钢管线进行输送。
3、通常液态烃脱硫醇系统的进料是醇胺法脱硫化氢处理后的液态烃,该液态烃中不仅残留有硫化氢,还留有大量醇胺类杂质,醇胺类杂质对于整个脱硫醇系统的影响常被忽略。随着油品加工规模的扩大,石油化工企业液态烃产量增大、硫含量增高,引起液态烃脱硫醇系统处理能力扩大。我们通过大量对比分析和研究发现随着液态烃脱硫醇系统处理能力增大,醇胺类杂质对脱硫醇系统运行和液态烃产品质量的影响愈显著,醇胺类杂质具有易氧化降解和在系统内累积的特点,这是造成再生氧耗量升高、系统压降增大和脱硫醇效率下降及效果变差的原因之一,在运行中不仅造成氧用量不稳定、压力难控制和操作波动的情况,还使得液态烃脱硫醇效果变差和产品质量不合格,为了克服上述问题,应采取适合的预处理措施。目前为了提高脱硫醇效果常在液态烃脱硫醇系统中增大工厂风注入量,导致配用过剩气的燃料气量增大,能耗增加,燃烧处理排放烟气量增大,在一些炼厂还出现了焚烧炉排烟气硫含量超标或加热炉炉管腐蚀等问题,严重影响到炼厂的安全运行和环境状况。近年来,很多石油化工企业将精制液态烃用作化工生产的原料,提高了其硫醇脱除率和脱后残余硫(硫醇硫+二硫化物)的指标要求,有的企业为了提高精制液态烃硫醇脱除率将过氧量从1-2倍进一步提高,过剩气体为可燃性混合气体,其残余氧含量不可控造成极大安全隐患。
技术实现思路
1、本公开的目的是提供一种脱除液态烃中硫醇的系统和方法,以解决现有技术中存在的脱硫醇效率较低、过剩气残余氧造成的安全隐患、过剩气难处理、燃料气消耗及烟气排放等问题。
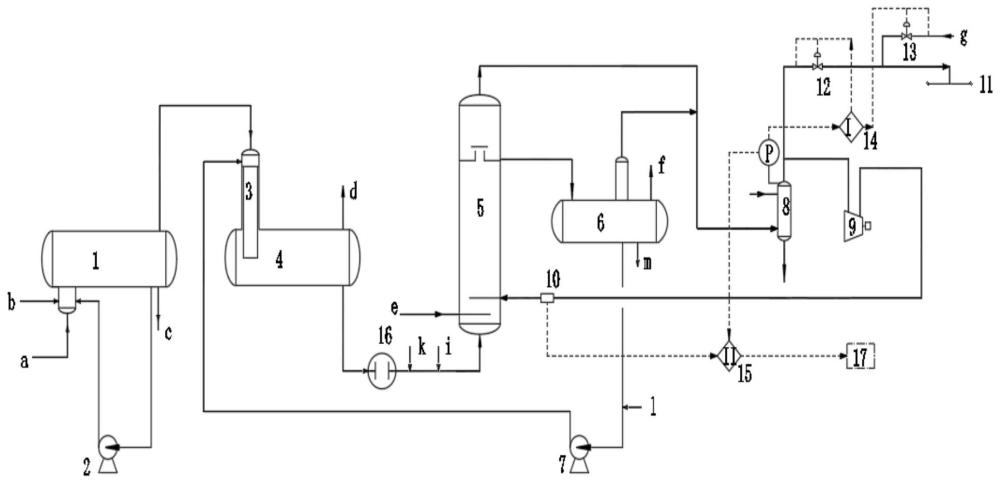
2、为了实现上述目的,本公开第一方面提供一种脱除液态烃中硫醇的系统,该系统包括抽提分离单元、碱液再生单元、再生气处理单元和第二控制单元;所述抽提分离单元包括预处理液态烃入口、贫碱液入口、精制液态烃出口和富碱液出口;所述碱液再生单元包括氧气入口、含氧气相入口、富碱液入口、再生气相出口、贫碱液出口和二硫化物油出口;所述再生气处理单元包括再生气相入口、第一顶部气相出口和第二顶部气相出口;所述抽提分离单元的富碱液出口与所述碱液再生单元的富碱液入口连通;所述碱液再生单元的贫碱液出口与所述抽提分离单元的贫碱液入口连通,所述碱液再生单元的再生气相出口与所述再生气处理单元的再生气相入口连通;所述再生气处理单元的第一顶部气相出口用于与火炬装置连通,所述再生气处理单元的第二顶部气相出口与所述碱液再生单元的含氧气相入口连通;所述再生气处理单元中包括气体缓冲罐,所述气体缓冲罐上设有压力计;所述碱液再生单元的含氧气相入口的管线上设有在线分析仪;所述第二控制单元与所述压力计和所述在线分析仪电连接,用于接受所述压力计的压力信号和在线分析仪的氧含量信号,并控制进入所述碱液再生单元的氧气流量和/或氧气浓度。
3、可选地,该系统还包括变压吸附制氧单元,所述变压吸附制氧单元包括第三控制单元、工业风进料主线、氧气出料主线和至少2条吸附支线;每条所述吸附支线上设有排气支线;每条所述吸附支线上沿气体流向依次设有进气调节阀、排放气出口、吸附塔和出气调节阀;所述排气支线上设有排气调节阀;所述氧气出料主线的出口处设有测氧仪;所述工业风进料主线的入口与工业风源连通,所述工业风进料主线的出口与所述吸附支线的入口连通;所述吸附支线的出口与所述氧气出料主线的入口连通,所述氧气出料主线的出口与所述碱液再生单元的氧气入口连通;所述排气支线的入口与所述吸附支线上的排放气出口连通,所述排气支线的出口用于与大气连通;所述第三控制单元与所述进气调节阀、所述出气调节阀、所述排气调节阀和所述第二控制单元电连接;所述第三控制单元用于接受所述第二控制单元的调节信号,并控制所述进气调节阀、所述出气调节阀和所述排气调节阀打开或关闭的时间。
4、可选地,所述碱液再生单元的氧气入口管线上设有氧气流量调节阀和氧气流量计;所述第二控制单元与所述氧气流量调节阀和所述氧气流量计电连接用于接受所述氧气流量计的流量信号,并控制所述氧气流量调节阀的开度;所述碱液再生单元还包括氮气入口,所述氮气入口管线用于与氮气源连通;所述氮气入口管线上设有氮气流量调节阀和氮气流量计;该系统还包括第四控制单元;所述第四控制单元与所述氧气流量计、所述氮气流量调节阀和所述氮气流量计电连接;所述第四控制单元用于接受所述氧气流量计和所述氮气流量计的流量信号,并控制所述氮气流量调节阀的开度。
5、可选地,所述第一顶部气相出口的管线上沿物料流向依次设有气体切断阀和燃料气入口;所述第一顶部气相出口管线的燃料气入口用于与燃料气管线的出口连通;所述燃料气管线的入口用于与燃料气源连通;所述燃料气管线上设有燃料气切断阀;该系统还包括第一控制单元,所述第一控制单元与所述气体缓冲罐的压力计、所述气体切断阀和所述燃料气切断阀电连接;所述第一控制单元用于接受所述气体缓冲罐的压力计的压力信号,并控制所述气体切断阀和所述燃料气切断阀的开度。
6、本公开第二方面采用本公开第一方面所述的系统脱除液态烃中硫醇的方法,该方法包括:使预处理液态烃进入抽提单元与抽提溶剂接触进行抽提处理,得到精制液态烃和富碱液;所述抽提溶剂为碱液;使所述富碱液进入碱液再生单元与氧气接触进行再生处理,得到贫碱液、二硫化物油和再生气相;使所述贫碱液作为抽提溶剂返回所述抽提单元继续使用;使所述再生气相进入气体缓冲罐进行气液分离处理,使罐顶得到的气相物流中的至少一部分经压缩后返回碱液再生单元;检测所述气体缓冲罐的罐顶压力信号和返回碱液再生单元的气相物流的氧含量信号,根据所述罐顶压力信号和所述氧含量信号控制进入所述碱液再生单元的氧气流量和/或氧气浓度。
7、可选地,进入所述碱液再生单元的氧气来自变压吸附制氧单元;该方法还包括:当所述气体缓冲罐的罐顶压力信号在第一阈值以上且在线分析仪的氧含量信号在第二阈值以上时,使第二控制单元向第三控制单元给出信号,以减小所述变压吸附制氧单元的制氧量,且维持原有的变压吸附制氧单元输出的氧气浓度;当所述气体缓冲罐的罐顶压力信号在第一阈值以上且在线分析仪的氧含量信号小于第二阈值时,使第二控制单元向第三控制单元给出信号,以增加所述变压吸附制氧单元进入所述碱液再生单元的氧气浓度;所述第一阈值选自0.45~0.55mpa中的任意一个数值,所述第二阈值选自5.5~6.5体积%中的任意一个数值。
8、可选地,进入所述碱液再生单元的氧气来自氧气入口管,该方法还包括,通过氮气入口管向所述碱液再生单元中引入氮气;采用第四控制单元获取所述氧气入口管的氧气流量信号和氮气入口管的氮气流量信号,并计算出氧氮体积流量比;可选地,该方法还包括:采用第二控制单元获取所述罐顶压力信号和在线分析仪的氧含量信号,并根据所述罐顶压力信号、所述氧含量信号调节进入所述碱液再生单元的氧气流量和/或所述第四控制单元的氧氮体积流量比;当所述第二控制单元检测到所述气体缓冲罐的罐顶压力信号在第一阈值以上且所述在线分析仪的氧含量信号大于第二阈值时,减小所述氧气入口管上的氧气流量调节阀的开度并保持氧氮体积流量比值不变,以减小进入所述碱液再生单元的氧气流量;当所述第二控制单元检测到所述气体缓冲罐的罐顶压力信号在第一阈值以上且所述在线分析仪的氧含量信号在第二阈值以下时,第二控制单元保持所述氧气入口管的调节阀开度不变,向所述第四控制单元给出提高氧氮体积流量比的信号,使所述第四控制单元减小氮气入口管上的氮气流量调节阀的开度,以减小进入所述碱液再生单元的氮气流量;所述第一阈值选自0.45~0.55mpa中的任意一个数值,所述第二阈值选自5.5~6.5体积%中的任意一个数值,所述氧氮体积流量比值为(1~20):1。
9、可选地,该方法还包括,根据所述罐顶压力信号控制另一部分所述气相物流与燃料气进入火炬燃烧后放空;可选地,当第一控制单元检测到所述气体缓冲罐的罐顶压力信号在第三阈值以上时,依次打开所述燃料气切断阀和所述气体切断阀,使燃料气和另一部分所述气相物流依次进入火炬放空线混合得到火炬进料气,并使所述火炬进料气进入火炬装置燃烧后放空;当第一控制单元检测到所述气体缓冲罐的罐顶压力信号小于第四阈值时,依次关闭所述气体切断阀和所述燃料气切断阀,以使全部的所述气相物流经压缩后返回碱液再生单元;所述第三阈值选自0.55~0.6mpa中的任意一个数值,所述第四阈值选自0.45~0.55mpa中的任意一个数值。
10、可选地,进入所述碱液再生单元的所述气相物流的氧含量为5~8体积%;进入所述碱液再生单元的氧气的氧浓度为50~95体积%;该方法还包括,在进入碱液再生单元前,使所述富碱液与催化剂和所述抽提油混合;所述抽提油与所述富碱液的体积流量比为0.05~0.4;所述气体缓冲罐的操作压力为0.2~0.55mpa。
11、可选地,该方法还包括,在进行所述抽提处理之前,使含硫液态烃和除盐水进入预处理单元进行预处理,得到所述预处理液态烃和含胺水;使所述含胺水中的一部分返回所述预处理单元、另一部分作为排出含胺水排出系统;其中,返回所述预处理单元的含胺水与所述排出含胺水的重量比为(2~20):1;所述除盐水与返回所述预处理单元的含胺水的总重量与所述含硫液态烃的重量比为(0.05~0.5):1。
12、通过上述技术方案,本公开将液态烃经过预处理单元和抽提分离单元处理后得到精制液态烃和待再生碱液,能够提高液态烃脱硫醇过程的脱硫醇效率,减少后续再生耗氧量;同时,使待再生碱液与由第二控制单元控制的一定浓度的氧气和一定氧含量的含氧气相进入碱液再生单元再生,能够解决含氧可燃性混合气体的循环及过程安全性问题,以实现过剩气循环的安全性,达到无废气排放且长周期安全稳定运行,进而减少液态烃脱硫醇过剩气处理对环境的影响,并减少输送管线的相关费用,无燃料气的消耗。
13、本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
本文地址:https://www.jishuxx.com/zhuanli/20240726/131999.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表