一种多向刚度可调的液体复合节点的制作装配方法与流程
- 国知局
- 2024-07-30 13:10:53
本发明涉及一种多向刚度可调的液体复合节点的制作装配方法,属于列车转向架转臂关节。
背景技术:
1、列车转向架与转臂连接的液体复合节点,是列车转向架与转臂之间的连接关节。由于转臂终端连接的是轮对轴箱,列车的牵引力和制动力皆由此关节承受,因此液体复合节点主要承受沿列车运行方向的纵向载荷。
2、随着轨道交通的高速发展,列车运行速度越来越快,由于受道路不平顺的影响,轨道极为微小的起伏都会对高速运行的列车造成高频载荷冲击而引起高频振动。此外,列车高速运行时通过桥梁、隧道等外部因素的激扰也会引起高频振动。
3、根据动力学要求转臂关节在直线高速运行(产生高频振动)时,须提供较大的沿运行方向上的径向刚度来保证运行稳定性,以提高临界速度;在过曲线(产生低频大振幅)时,提供较小的刚度以保证良好的过曲线性能,减小磨耗,因为刚度小时液体复合节点较容易偏扭转,使转臂较易于摆动,车轮能够适应性的减小与轨道的冲角,从而降低磨耗。这种高频振动时所要求的刚度为业内所称的动刚度,而低频振动时所要求的刚度为业内所称的静刚度。由于普通关节难以实现大的动静刚度比,需要使用同时具备上述两种特性的新关节——一种大动静刚度比液体复合节点。
4、此外,液体橡胶节点的设计,在考虑大动静刚度比的同时,还要充分考虑小径轴刚度比,也就是,相对于径向刚度,要适度增大径向刚度,避免车体和转向架相对于轮对出现太大幅度的横向摆动。
5、传统液体复合节点主要通过在液体复合节点两侧的橡胶部件内部设计两对称的前型腔和后型腔结构,通过流道孔设计将前型腔和后型腔结构连通,预先在前型腔和后型腔结构内灌注密封不可压缩的液体。在载荷作用下两型腔的容积发生变化,液体在两腔之间流动产生阻尼,消耗振动能量,达到衰减振动的目的,但无法获得增大动静刚度比和降低径轴刚度比的效果。
技术实现思路
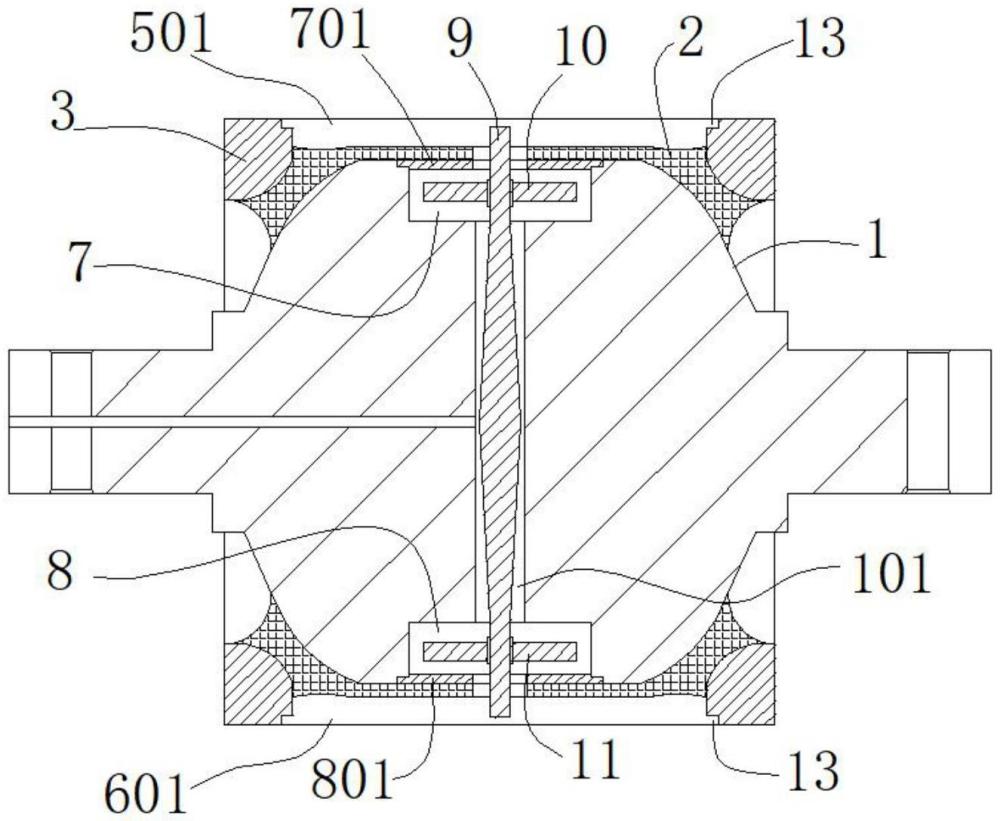
1、为解决上述问题,本公司研发了一种列车转向架与转臂间的多向刚度可调的液体复合节点(于同日提出专利申请),其与本申请直接关联的技术方案是:一种列车转向架与转臂间的多向刚度可调的液体复合节点,包括中部具有芯轴球的芯轴、环绕芯轴球硫化粘接的橡胶层、在橡胶层外周与橡胶层硫化粘接的内套体,在液体复合节点的前后两侧的内套体上分别设置腔底为橡胶层的前型腔和后型腔,在芯轴球上设有连通前型腔和后型腔的流道孔,所述前型腔和后型腔的中部为扁平状;在芯轴球的两侧与内套体之间具有用于加大轴向刚度的侧压结构,在前型腔、后型腔和流道孔内充满液体。
2、所述内套体的左右两端分别向内收拢形成左挡圈和右挡圈,左挡圈内壁与芯轴球的左端面之间的橡胶层为左压胀层,右挡圈内壁与芯轴球的右端面之间的橡胶层为右压胀层;所述内套体的左右两端与芯轴之间有间距,形成能够使左压胀层向左胀出的左压胀空间和能够使右压胀层向右胀出的右压胀空间。
3、所述前型腔和后型腔的设置是在液体复合节点的前后两侧的内套体上开设前框口和后框口,在前框口和后框口上分别设置前密封盖板和后密封盖板,由前密封盖板、前框口与橡胶层形成前型腔,由后密封盖板、后框口与橡胶层形成后型腔。
4、在芯轴球的前侧和后侧的球体内,分别设有与流道孔共轴线的圆柱形的前活塞空腔和后活塞空腔,在流道孔内设有贯穿前型腔、前活塞空腔、后活塞空腔和后型腔的连接前密封盖板和后密封盖板的活塞杆,所述流道孔的孔径大于活塞杆的直径,在前活塞空腔和后活塞空腔内分别设有套装在活塞杆上的前活塞板和后活塞板。
5、所述前活塞空腔与前型腔底部的橡胶层之间以及后活塞空腔与后型腔底部的橡胶层之间分别设有前端盖和后端盖,前端盖和后端盖在装配工艺中与芯轴球焊接。
6、在活塞杆的位于前活塞空腔和后活塞空腔的外表面设置外螺纹,在前活塞板和后活塞板的中央分别设置螺纹孔,前活塞板和后活塞板分别通过螺纹孔安装在活塞杆上。
7、所述前密封盖板和后密封盖板的内壁上均设有盲孔,所述活塞杆的两端分别插在前密封盖板和后密封盖板内壁的盲孔中。
8、本发明要解决的技术问题是:如何对具有上述结构特征的多向刚度可调的液体复合节点进行装配。
9、针对上述问题,本发明提出的技术方案是:
10、一种多向刚度可调的液体复合节点的制作装配方法,包括如下步骤:
11、s1、完成芯轴球内的活塞杆、前活塞板和后活塞板的安装;
12、s2、完成前端盖和后端盖分别对前活塞空腔和后活塞空腔的封闭;
13、s3、硫化,在内套体与芯轴球之间赋予橡胶层,并在硫化冷却后脱除模具;
14、s4、完成前密封盖版和后密封盖版分别对前型腔和后型腔的密封;
15、s5、在内套体外套装外套。
16、步骤s1是先将活塞杆插入流道孔内;然后分别在前活塞空腔和后活塞空腔内分别将前活塞板和后活塞板通过各自的螺纹孔套装在活塞杆上。
17、对前活塞板和后活塞板分别实施与活塞杆之间的焊接。
18、步骤s2是将前端盖和后端盖分别焊接固定在前活塞空腔前端开口处和后活塞空腔后端开口处的芯轴球上。
19、在前活塞空腔前端开口外周的芯轴球上和后活塞空腔后端开口外周的芯轴球上分别设置凹陷的止口台一,焊接固定时将前端盖和后端盖分别压在前活塞空腔前端开口的止口台一上和后活塞空腔后端开口的止口台一上,使前端盖和后端盖的外端面与芯轴球外表面持平。
20、用于步骤s3的前型腔硫化模具和后型腔的硫化模具均设有封堵凸起,用于硫化时封堵流道孔分别位于前端盖和后端盖上的两端的端口。
21、步骤s4是先将活塞杆的前后两端分别插入前密封盖版和后密封盖版内壁设置的盲孔中,再将前密封盖版和后密封盖版焊接密封在内套体上开设的前型腔的前框口和后型腔的后框口上。
22、在前框口和后框口周边的内套体上均设置凹陷的止口台二,焊接固定时将前密封盖版和后密封盖版分别压在前框口和后框口周边的止口台二上,使前密封盖版和后密封盖版外表面与内套体的外表面持平。
23、还包括后期对液体复合节点实施充液,在完成充液后对注液管进行封堵。
24、有益效果:
25、能顺利完成对液体复合节点各部件的制作装配,尤其是顺利解决了较难处理的芯轴球内各部件的安装及表面硫化问题。
技术特征:1.一种多向刚度可调的液体复合节点的制作装配方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的多向刚度可调的液体复合节点的制作装配方法,其特征在于,步骤s1是先将活塞杆(9)插入流道孔(101)内;然后分别在前活塞空腔(7)和后活塞空腔(8)内分别将前活塞板(10)和后活塞板(11)通过各自的螺纹孔套装在活塞杆(9)上。
3.根据权利要求2所述的多向刚度可调的液体复合节点的制作装配方法,其特征在于,对前活塞板(10)和后活塞板(11)分别实施与活塞杆(9)之间的焊接。
4.根据权利要求1所述的多向刚度可调的液体复合节点的制作装配方法,其特征在于,步骤s2是将前端盖(701)和后端盖(801)分别焊接固定在前活塞空腔(7)前端开口处和后活塞空腔(8)后端开口处的芯轴球(1)上。
5.根据权利要求4所述的多向刚度可调的液体复合节点的制作装配方法,其特征在于,在前活塞空腔(7)前端开口外周的芯轴球(1)上和后活塞空腔(8)后端开口外周的芯轴球(1)上分别设置凹陷的止口台一(12),焊接固定时将前端盖(701)和后端盖(801)分别压在前活塞空腔(7)前端开口的止口台一(12)上和后活塞空腔(8)后端开口的止口台一(12)上,使前端盖(701)和后端盖(801)的外端面与芯轴球(1)外表面持平。
6.根据权利要求1所述的多向刚度可调的液体复合节点的制作装配方法,其特征在于,用于步骤s3的前型腔硫化模具(15)和后型腔的硫化模具(15)均设有封堵凸起(151),用于硫化时封堵流道孔(101)分别位于前端盖(701)和后端盖(801)上的两端的端口。
7.根据权利要求1所述的多向刚度可调的液体复合节点的制作装配方法,其特征在于,步骤s4是先将活塞杆(9)的前后两端分别插入前密封盖版(301)和后密封盖版(302)内壁设置的盲孔中,再将前密封盖版(301)和后密封盖版(302)焊接密封在内套体(3)上开设的前型腔(5)的前框口(501)和后型腔(6)的后框口(601)上。
8.根据权利要求7所述的多向刚度可调的液体复合节点的制作装配方法,其特征在于,在前框口(501)和后框口(601)周边的内套体(3)上均设置凹陷的止口台二(13),焊接固定时将前密封盖版(301)和后密封盖版(302)分别压在前框口(501)和后框口(601)周边的止口台二(13)上,使前密封盖版(301)和后密封盖版(302)外表面与内套体(3)的外表面持平。
9.根据权利要求7所述的多向刚度可调的液体复合节点的制作装配方法,其特征在于,还包括后期对液体复合节点实施充液,在完成充液后对注液管(14)进行封堵。
技术总结本发明公开了一种多向刚度可调的液体复合节点的制作装配方法,包括如下步骤:S1、完成芯轴球内的活塞杆、前活塞板和后活塞板的安装;S2、完成前端盖和后端盖分别对前活塞空腔和后活塞空腔的封闭;S3、硫化,在内套体与芯轴球之间赋予橡胶层,并在硫化冷却后脱除模具;S4、完成前密封盖版和后密封盖版分别对前型腔和后型腔的密封;S5、在内套体外套装外套。其优点在于,能顺利完成对液体复合节点各部件的制作装配,尤其是顺利解决了较难处理的芯轴球内各部件的安装及表面硫化问题。技术研发人员:李静,杨军,潘武,罗俊,蒋仲三,唐运轮,黄昌国,邓梦君,黄涛,王峰宇,王昆受保护的技术使用者:株洲时代瑞唯减振装备有限公司技术研发日:技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240729/162957.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表