液压驱动系统和铣刨机的制作方法
- 国知局
- 2024-07-30 14:52:44
本发明涉及液压驱动,具体而言,涉及一种液压驱动系统和一种铣刨机。
背景技术:
1、目前,铣刨机行走系统一般包括一泵四马达驱动系统和双泵四马达驱动系统。其中,双泵四马达驱动系统由于额外增加一个泵组,增加了成本。
2、对于一泵四马达驱动系统而言,相关技术中一般在泵和马达之间设置一分四的分集流阀。然而,一分四的分集流阀结构复杂、加工难度大、价格昂贵、供货周期长等。此外,相关技术中还通过程序差异化控制马达,然而,驱动马达需采用电比例控制方式,对控制要求较高,同时,每个马达需增加一个转速传感器,成本较高。
技术实现思路
1、本发明的实施例旨在至少解决或改善现有技术中存在的技术问题之一。
2、为此,本发明的实施例的第一方面提供了一种液压驱动系统。
3、本发明的实施例的第二方面提供了一种铣刨机。
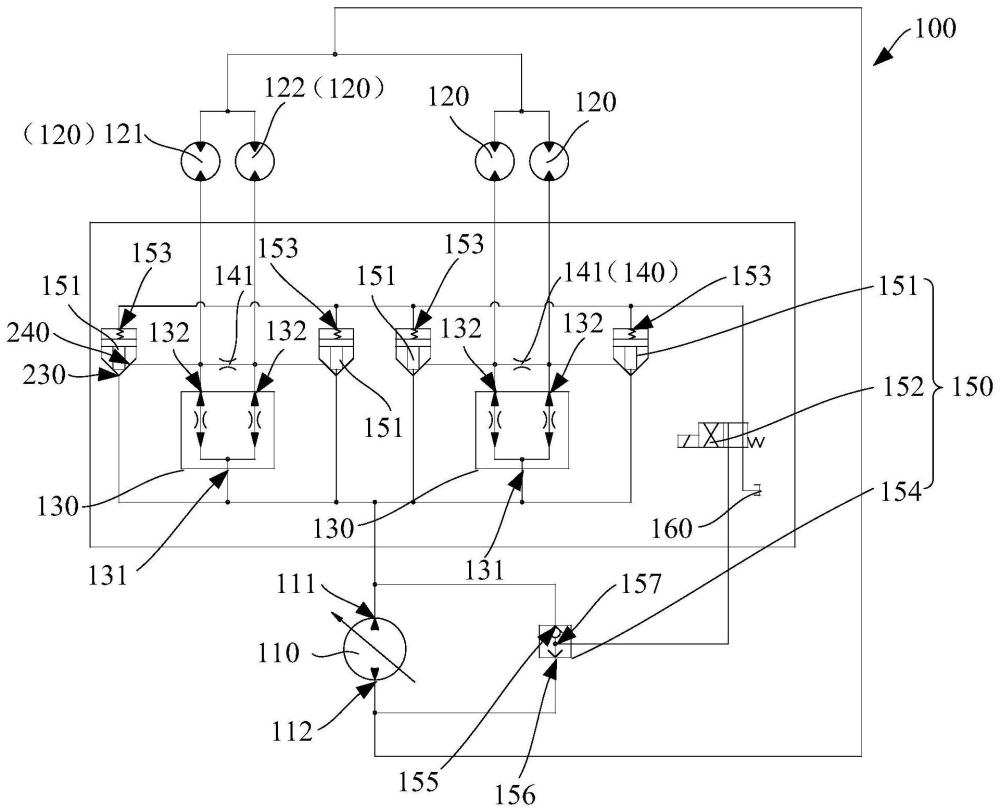
4、有鉴于此,根据本发明的实施例的第一方面,提供了一种液压驱动系统,液压驱动系统包括:泵体和多个液压驱动件;至少两个第一分流集流阀,每个第一分流集流阀具有第一集流口和两个第一分流口,每个第一集流口与泵体连通,每个第一分流口与一个液压驱动件连通;第一控制阀,至少一个第一分流集流阀的两个第一分流口分别与第一控制阀的两端相连,在第一控制阀的两端具有压差的情况下,第一控制阀能够使第一分流集流阀的两个第一分流口导通。
5、本发明实施例提供的液压驱动系统包括泵体、多个液压驱动件、至少两个第一分流集流阀和第一控制阀,具体而言,每个第一分流集流阀均具有一个第一集流口和两个第一分流口,也就是说,每个第一分流集流阀为一分二的等量分流集流阀。
6、每个第一集流口与泵体连通,每个第一分流口连通一个液压驱动件,也就是说,至少两个第一分流集流阀位于泵体和多个液压驱动件之间。具体地,具有该液压驱动系统的铣刨机前进时,泵体泵送的液压油分别进入每个第一分流集流阀的第一集流口,经等量分流后,分别进入每个液压驱动件,实现铣刨机的行走驱动。即前进分流驱动。可选地,也可以进行后退分流驱动,即铣刨机后退时通过至少两个第一分流集流阀进行等量分流。
7、铣刨机后退时,泵体泵送的液压油经多个液压驱动件分别流向多个第一分流口,经至少两个第一集流口分别集流后流回泵体,即后退集流驱动。可选地,也可以进行前进集流驱动,即铣刨机前进时通过至少两个第一分流集流阀进行集流。具体可以根据实际需要进行设置。
8、通过至少两个一分二的等量分流集流阀实现液压油的等量分流,在铣刨机行走时,可以起到防滑的效果。而且,相较于相关技术中利用一分四的等量分流集流阀而言,简化了分流集流阀的内部结构,降低分流集流阀的制造难度,在确保防滑效果的前提下,降低液压驱动系统的生产成本,进而降低具有该液压驱动系统的铣刨机的生产成本。
9、此外,利用一个泵体实现液压油的循环驱动,相较于相关技术中利用双泵进行驱动而言,有利于简化液压驱动系统的结构,进一步降低液压驱动系统的生产成本。而且,相较于相关技术中通过程序差异化控制马达而言,控制简便,无需额外设置转速传感器等结构,使具有该液压驱动系统的铣刨机的生产成本大幅下降。
10、可以理解的是,铣刨机在转向时,左前轮和右前轮的行驶速度不同,使得与左前轮和右前轮分别相连的两个液压驱动件的转速不同。左前轮和右后轮的行驶速度也不同,使得与左前轮和右后轮分别相连的两个液压驱动件的转速不同。也就是说,当铣刨机转向时,与两个行驶速度不同的轮分别相连的两个液压驱动件所需的流量不同,导致系统易发生憋压的情况。
11、将至少一个第一分流集流阀的两个第一分流口通过第一控制阀相连,并在第一控制阀的两端具有压差时,第一控制阀使第一分流集流阀的两个第一分流口导通,从而在铣刨机转向分集流工况下实现流量的自动补偿,使得液压驱动系统不易发生憋压的情况,提升液压驱动系统的可靠性。
12、其中,可以理解的是,由于当铣刨机转向时,与两个行驶速度不同的轮分别相连的两个液压驱动件所需的流量不同,因此,第一控制阀的两端产生压差。
13、可选地,每个液压驱动件为液压马达。
14、另外,根据本发明上述技术方案提供的液压驱动系统,还具有如下附加技术特征:
15、在一些技术方案中,可选地,第一控制阀为节流阀。
16、在该技术方案中,限定了第一控制阀为节流阀,可以理解的是,当节流阀的两端具有压差时,节流阀导通,从而使得第一分流集流阀的两个第一分流口导通,实现铣刨机转向工况下流量的自动补偿,防止系统憋压。
17、此外,节流阀的通流截面积较小,因此,即使节流阀导通,流经节流阀的液压油的流量也会较小,防止铣刨机转向时,一侧的流量大部分流向了另一侧而导致铣刨机出现行走故障的情况,确保铣刨机行走过程中的稳定性和可靠性。
18、可选地,多个液压驱动件至少包括第一液压驱动件和第二液压驱动件,第一液压驱动件与第二液压驱动件能够具有不同的转速;其中,第一液压驱动件和第二液压驱动件分别与一个第一分流集流阀的两个第一分流口连通。可选地,第一液压驱动件和第二液压驱动件分别与铣刨机的两个轮连接。
19、可以理解的是,当铣刨机转向时,分别与第一液压驱动件和第二液压驱动件相连的两个轮具有不同的行驶速度,使得第一液压驱动件和第二液压驱动件具有不同的转速,即第一液压驱动件和第二液压驱动件所需的流量不同。
20、可选地,第一液压驱动件和第二液压驱动件分别连接左前轮和右前轮。或者,第一液压驱动件和第二液压驱动件分别连接左前轮和右后轮。
21、第一分流集流阀的两个第一分流口分别与能够具有不同转速的第一液压驱动件和第二液压驱动件连通。由于两个第一分流口通过第一控制阀相连,在铣刨机转向时,第一控制阀的两端产生压差,使得两个第一分流口导通,从而在铣刨机转向分集流工况下实现流量的自动补偿,使得液压驱动系统不易发生憋压的情况,提升液压驱动系统的可靠性。
22、在一些技术方案中,可选地,液压驱动系统还包括控制阀组,控制阀组与每个第一分流集流阀的第一集流口和两个第一分流口相连;其中,在控制阀组导通的情况下,每个第一分流集流阀截止;在控制阀组截止的情况下,每个第一分流集流阀导通。
23、在该技术方案中,限定了液压驱动系统还包括控制阀组,具体而言,控制阀组与每个第一分流集流阀的第一集流口和每个第一分流集流阀的两个第一分流口相连。
24、当控制阀组导通时,每个第一分流集流阀截止,可实现铣刨机的其中一种工况,可选地,自由轮工况。当控制阀组截止时,每个第一分流集流阀导通,铣刨机行走时进行等量分流、集流,能够起到防滑的效果,即可实现铣刨机的另一种工况,可选地,直线行驶分流集流工况。
25、也就是说,通过使控制阀组导通或截止,可以实现铣刨机多种工况下的切换,控制简便,无需外控油源,有利于降低液压驱动系统的生产成本。
26、在一些技术方案中,可选地,控制阀组包括多个逻辑阀和第二控制阀,其中,每个逻辑阀包括第一连通口、第二连通口和控制口,第一连通口与第一集流口连通,第二连通口与第一分流口连通,第二控制阀与每个控制口和泵体相连,第二控制阀至少具有第一工作位和第二工作位;在第二控制阀处于第一工作位的情况下,泵体通过第二控制阀与每个控制口导通,每个逻辑阀截止,每个第一分流集流阀导通;在第二控制阀处于第二工作位的情况下,每个控制口通过第二控制阀连通油箱,每个逻辑阀导通,每个第一分流集流阀截止。
27、在该技术方案中,限定了控制阀组包括多个逻辑阀和第二控制阀,具体而言,每个逻辑阀包括第一连通口、第二连通口和控制口,第一连通口与第一集流口连通,第二连通口与第一分流口连通。
28、可选地,多个逻辑阀包括第一逻辑阀、第二逻辑阀、第三逻辑阀和第四逻辑阀,其中,第一逻辑阀与其中一个第一分流集流阀的第一集流口和该第一分流集流阀的其中一个第一分流口相连,第二逻辑阀与该第一分流集流阀的第一集流口和另一个第一分流口相连。
29、第三逻辑阀与另一个第一分流集流阀的第一集流口和该第一分流集流阀的其中一个第一分流口相连,第四逻辑阀与该第一分流集流阀的第一集流口和另一个第一分流口相连。
30、每个逻辑阀具有控制口,可选地,每个逻辑阀的控制口连通该逻辑阀的弹簧腔。
31、第二控制阀与每个控制口和泵体相连。具体地,第二控制阀至少具有第一工作位和第二工作位,当第二控制阀处于第一工作位时,泵体通过第二控制阀与每个逻辑阀的控制口导通,高压油连通每个逻辑阀的弹簧腔,由于面积差使得每个逻辑阀截止,每个第一分流集流阀导通,进入直线行驶分流集流工况,可选地,前进分流,后退集流。从而使铣刨机具有防滑功能。
32、当第二控制阀处于第二工作位时,每个控制口通过第二控制阀连通油箱,即每个逻辑阀的弹簧腔连通油箱进行泄压,使得每个逻辑阀导通。由于逻辑阀的流阻小于第一分流集流阀的流阻,因此,当逻辑阀导通时,泵体泵送的液压油自由分配给多个逻辑阀,进而通过多个逻辑阀分别流向多个液压驱动件,而不会流向第一分流集流阀,实现自由轮工况。
33、通过控制第二控制阀处于不同的工作位,即可实现逻辑阀的导通或截止,进而实现前进和后退的分流集流和自由轮之间的切换,控制简便,无需外控油源,有利于降低液压驱动系统以及具有该液压驱动系统的铣刨机的生产成本。
34、可选地,第二控制阀为两位四通电磁阀。
35、在一些技术方案中,可选地,泵体包括第一油口和第二油口,第一油口与每个第一集流口连通,第二油口与每个液压驱动件连通,控制阀组还包括梭阀,梭阀具有第一接口、第二接口和第三接口,第一接口与第一油口连通,第二接口与第二油口连通,第三接口与第二控制阀连通。
36、在该技术方案中,限定了控制阀组还包括梭阀,具体而言,梭阀的第一接口和第二接口分别与泵体的第一油口和第二油口连通。可以理解的是,当第一油口的液压油的压力大于第二油口的液压油的压力时,第一油口通过第一接口、第三接口与第二控制阀连通,当第二油口的液压油的压力大于第一油口的液压油的压力时,第二油口通过第二接口、第三接口与第二控制阀连通。
37、也就是说,通过设置梭阀,可以在第二控制阀处于第一工作位时,使每个逻辑阀的弹簧腔能够连通高压油,从而确保铣刨机在前进或后退时,使每个逻辑阀能够保持在截止状态,进而确保铣刨机的防滑效果。
38、在一些技术方案中,可选地,控制阀组包括多个电磁阀,每个电磁阀包括第三连通口和第四连通口,第三连通口与第一集流口连通,第四连通口与第一分流口连通;其中,在每个电磁阀导通的情况下,每个第一分流集流阀截止;在每个电磁阀截止的情况下,每个第一分流集流阀导通。
39、在该技术方案中,限定了控制阀组包括多个电磁阀,具体而言,每个电磁阀的第三连通口与第一集流口连通,每个电磁阀的第四连通口与第一分流口连通。
40、可选地,多个电磁阀包括第一电磁阀、第二电磁阀、第三电磁阀和第四电磁阀,其中,第一电磁阀与其中一个第一分流集流阀的第一集流口和该第一分流集流阀的其中一个第一分流口相连,第二电磁阀与该第一分流集流阀的第一集流口和另一个第一分流口相连。
41、第三电磁阀与另一个第一分流集流阀的第一集流口和该第一分流集流阀的其中一个第一分流口相连,第四电磁阀与该第一分流集流阀的第一集流口和另一个第一分流口相连。
42、具体地,当每个电磁阀截止时,每个第一分流集流阀导通,进入直线行驶分流集流工况,可选地,前进分流,后退集流。从而使铣刨机具有防滑功能。
43、当每个电磁阀导通时,每个第一分流集流阀截止,可以理解的是,由于电磁阀的流阻小于第一分流集流阀的流阻,因此,当电磁阀导通时,泵体泵送的液压油自由分配给多个电磁阀,进而通过多个电磁阀分别流向多个液压驱动件,而不会流向第一分流集流阀,实现自由轮工况。
44、通过控制多个电磁阀导通或截止,进而实现前进和后退的分流集流和自由轮之间的切换,控制简便,无需外控油源,有利于降低液压驱动系统以及具有该液压驱动系统的铣刨机的生产成本。
45、可选地,电磁阀为电磁球阀。
46、在一些技术方案中,可选地,泵体包括闭式双向变量泵;和/或每个液压驱动件包括双向变量马达。
47、在该技术方案中,泵体为闭式双向变量泵,和/或每个液压驱动件为双向变量马达,从而实现铣刨机前进和后退的行走功能。
48、在一些技术方案中,可选地,第一分流集流阀的数量为两个,液压驱动系统还包括第二分流集流阀,第二分流集流阀设于泵体和两个第一分流集流阀之间,第二分流集流阀具有第二集流口和两个第二分流口,第二集流口与泵体连通,两个第二分流口分别与两个第一集流口连通。
49、在该技术方案中,限定了液压驱动系统还包括第二分流集流阀,具体而言,第二分流集流阀设置在泵体和两个第一分流集流阀之间,且第二分流集流阀的第二集流口与泵体连通,第二分流集流阀的两个第二分流口分别与两个第一集流口连通,也就是说,两个第一分流集流阀通过第二分流集流阀与泵体连通。
50、通过设置第二分流集流阀,使得在分流时,分配给两个第一分流集流阀的液压油相等,因此,无需指定第一分流集流阀的两个第一分流口分别与两个特定的液压驱动件连通,也能够确保各个轮在直线行驶时具有相同的行驶速度,有利于提高铣刨机的防滑效果。
51、其中,两个特定的液压驱动件指,驱动位于对角方向的两个轮的两个液压驱动件。
52、在一些技术方案中,可选地,液压驱动系统还包括第三控制阀,第三控制阀的两端分别与第二分流集流阀的两个第二分流口相连,用于在第三控制阀的两端具有压差的情况下,使两个第二分流口导通。
53、在该技术方案中,限定了液压驱动系统还包括第三控制阀,具体而言,第二分流集流阀的两个第二分流口通过第三控制阀相连,当第三控制阀的两端产生压差时,第三控制阀使两个第二分流口导通,从而在铣刨机转向分集流工况下实现流量的自动补偿,使得液压驱动系统不易发生憋压的情况,提升液压驱动系统的可靠性。
54、可选地,第三控制阀包括节流阀。
55、根据本发明的第二个方面,提供了一种铣刨机,包括如上述任一技术方案提供的液压驱动系统,因而具备该液压驱动系统的全部有益技术效果,在此不再赘述。
56、进一步地,铣刨机还包括机体和多个行驶装置,其中,多个行驶装置设于机体,并分别与多个液压驱动件相连。
57、本发明实施例提供的铣刨机包括液压驱动系统、机体和多个行驶装置,具体而言,多个行驶装置分别与多个液压驱动件连接,从而在多个液压驱动件的驱动下,铣刨机可以通过多个行驶装置实现行走功能。
58、可选地,多个行驶装置包括多个轮。
59、另外,根据本发明上述技术方案提供的铣刨机,还具有如下附加技术特征:
60、在一些技术方案中,可选地,多个行驶装置包括位于对角方向的第一行驶装置和第二行驶装置,多个液压驱动件包括第三液压驱动件和第四液压驱动件,第三液压驱动件与第一行驶装置相连,第四液压驱动件与第二行驶装置相连;一个第一分流集流阀的两个第一分流口分别与第三液压驱动件和第四液压驱动件连通;或在液压驱动系统包括第二分流集流阀的情况下,一个第一分流集流阀的两个第一分流口与多个液压驱动件中任意两个液压驱动件连通。
61、在该技术方案中,限定了在液压驱动系统仅包括至少两个第一分流集流阀的情况下,多个液压驱动件包括第三液压驱动件和第四液压驱动件,具体而言,第一行驶装置和第二行驶装置沿对角方向排布。具体地,在第一行驶装置为左前轮的情况下,第二行驶装置为右后轮。或者,在第一行驶装置为右前轮的情况下,第二行驶装置为左后轮。也就是说,第三液压驱动件和第四液压驱动件为驱动位于对角方向的两个轮的两个液压驱动件。
62、第一分流集流阀的两个第一分流口分别与第三液压驱动件和第四液压驱动件连通,从而在液压驱动系统仅有两个第一分流集流阀的情况下,也能够确保铣刨机可以稳定地进行直线行驶,不会发生偏转,有利于提高铣刨机的防滑效果,降低铣刨机的生产成本。
63、可以理解的是,若其中一个第一分流集流阀的两个第一分流口分别与驱动左前轮和左后轮的两个液压驱动件连通,另一个第一分流集流阀的两个第一分流口分别与驱动右前轮和右后轮的两个液压驱动件连通,由于泵体泵送至两个第一分流集流阀的液压油的流量可能不同,易导致铣刨机在直线行驶时发生偏转。
64、当液压驱动系统包括第二分流集流阀时,由于第二分流集流阀设置在泵体和两个第一分流集流阀之间,且第二分流集流阀的第二集流口与泵体连通,第二分流集流阀的两个第二分流口分别与两个第一集流口连通,也就是说,两个第一分流集流阀通过第二分流集流阀与泵体连通。
65、通过设置第二分流集流阀,使得在分流时,分配给两个第一分流集流阀的液压油相等,因此,无需指定第一分流集流阀的两个第一分流口分别与两个对角方向的液压驱动件连通,也能够确保各个轮在直线行驶时具有相同的行驶速度,有利于提高铣刨机的防滑效果。
66、根据本发明的附加方面和优点将在下面的描述部分中给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
本文地址:https://www.jishuxx.com/zhuanli/20240729/168650.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表