一种气密性测试工装及其自动化控制系统的制作方法
- 国知局
- 2024-07-30 10:39:50
本发明涉及测试工装领域,具体为一种气密性测试工装及其自动化控制系统。
背景技术:
1、气密性测试工装是用于进行气密性测试的设备或工具,用于检测零部件、装配件或成品的气密性能,并记录测试结果,以确保其符合设计要求和质量标准,目前常用的气密性工装通常包括密封件、传感器、管道、控制和监测设备等组成部分。
2、由于标准化工件的气密性差距很小,传统压降式测试仪的检测误差较大,只能粗略检验工件是否存在漏气问题,不能精准地检测出工件的气密性参数,而流量式检测仪需要确保被测试部件受到均匀的气压,因此通常采用高灵敏的流速传感器,气密性检测效率低下,对检测工具的要求也更高。
3、此外,工件不同部分的气密性参数可能存在差异,现有的气密性测试工装在检测到工件存在气密性问题时,无法识别出气密性问题存在于工件的哪一部分,从而难以对工件进行进一步的加工和优化,此时只能依赖人工寻找瑕疵点,不利于气密性的快速化、精细化检测。
技术实现思路
1、本发明的目的在于提供一种气密性测试工装及其自动化控制系统,以解决上述背景技术中提出的问题。
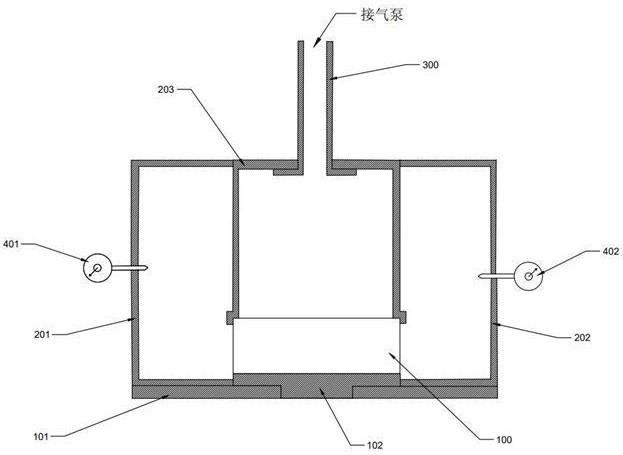
2、为了解决上述技术问题,本发明提供如下技术方案:一种气密性测试工装,包括:工装底座、旋转托盘、工件套筒、第一封闭舱室、第二封闭舱室、导气管、第一气压计和第二气压计;
3、所述工装底座上方安装有旋转托盘,旋转托盘上方承托待测工件,能够带动工件旋转;
4、所述工件套筒下端与待测工件连接,顶部安装导气管;
5、所述第一封闭舱室和第二封闭舱室分别设置在工件套筒的两端,外壁安装气压计,用于检测工件的气体泄漏;
6、所述工装底座内设有能够安装旋转托盘的通孔,底座两端分别与第一封闭舱室和第二封闭舱室固定连接,用于承托工装部件;
7、所述旋转托盘下端安装在工装底座的通孔内,上方固定待测工件,托盘部同时与第一封闭舱室和第二封闭舱室的下底面贴合,可围绕着中心轴进行旋转,用于带动待测工件在工装内部旋转;
8、所述工件套筒下方设有卡扣,套筒壁与第一封闭舱室和第二封闭舱室相连,套筒上端设有与导气管上端相同大小的开孔,用于辅助旋转托盘固定工件,并与待测工件构成独立的测试腔体;
9、所述第一封闭舱室和第二封闭舱室分别设置在工件套筒的两端,底面与工装底座固定连接,外壁上设有能够安装气压计的开孔,上壁与工件套筒接触,所述上壁的高度位于待测工件的高度和工件套筒的高度之间,下壁与旋转托盘接触,两个封闭舱室互不相通,用于检测工件在旋转过程中的泄漏气体;
10、所述导气管的上端穿过工件套筒上的开口与气泵连接,下端与工件套筒的上壁固定连接,用于将气泵产生的气体导入套筒内,从而调节测试腔体内的气压;
11、所述气压计尾部安装在封闭舱室外壁的开孔中,用于检测两个封闭舱室内的气压大小。
12、一种气密性测试工装的自动化控制系统,所述系统包括:工件检测模块、气压稳定模块、旋转测量模块、气密性拟合模块和连续输出模块;
13、所述工件检测模块用于在检测到放置在托盘上的工件后,对正工件,并将套筒扣压在工件上,抽取套筒内部的空气,检测工装的气密性;
14、所述气压稳定模块用于向套筒内通入空气,直到通入套筒内部的空气体积达到预设值,检测通入空气过程中第一封闭舱室与第二封闭舱室的压力值,在压力值不一致时,根据第一封闭舱室与第二封闭舱室的实际压力计算差异体积,当差异体积高于阈值时,判断为工件气密性不足;
15、所述旋转测量模块用于旋转工装底部托盘,以固定角速度带动工件旋转,直到工件旋转一周为止,检测旋转过程中第一封闭舱室与第二封闭舱室的压力变化,输出两个舱室内空气体积差随时间变化的第一函数;
16、所述气密性拟合模块用于根据所述第一函数,计算工件气体泄漏体积随时间变化的函数,记为第二函数,再结合工件在每个时间周期内的气体泄漏体积,得到工件表面积与气体泄漏体积之比,记作气密性系数;
17、所述连续输出模块用于对每一个周期,在计算机内绘制工件表面气密性系数随周期编号变化的气密性函数,并根据同批次零件在相同周期对应位置的气密性函数,利用相关系数分析工件位置与气密性系数的关联性,对相关系数高于阈值的工件位置进行标注。
18、进一步的,所述工件检测模块包括:工件扣压单元和腔体检测单元;
19、所述工件扣压单元用于对正工件并将待测工件扣压在托盘和套筒之间;
20、所述腔体检测单元用于抽出套筒内的空气,根据套筒内的气压测试工装扣压的气密性。
21、进一步的,所述气压稳定模块包括:空气注入单元、压力检测单元和舱室平衡单元;
22、所述空气注入单元用于运行气泵,通过工装上的导气管向套筒内部通入空气;
23、所述压力检测单元用于实时获取第一封闭舱室与第二封闭舱室所连接压力计的读数;
24、所述舱室平衡单元用于在第一封闭舱室与第二封闭舱室压力不一致时,计算两个封闭舱室内部的空气体积差;
25、所述舱室平衡单元的具体实现方法如下:
26、步骤s201.计算第一封闭舱室中的空气体积h1,所述h1=p1·v1/(r·k),其中p1为第一封闭舱室所连接压力计的读数,v1为第一封闭舱室的容积,r为空气的气体常数,k为当前的环境温度,按同样方法计算第二封闭舱室中的空气体积h2,所述h2=p2·v2/(r·k),其中p2为第二封闭舱室所连接压力计的读数,v2为第二封闭舱室的容积;
27、步骤s202.当h1≠h2时,计算两个封闭舱室内部的空气体积差h3,所述h3=h1-h2,若h3>h0,判断为工件气密性不足,所述h0为预设阈值,若h3≤h0,则判断工件无气密性问题。
28、进一步的,所述旋转测量模块包括:速度设定单元和压差读取单元;
29、所述速度设定单元用于驱动旋转托盘按预设的角速度旋转,从而带动工件旋转,直到工件旋转一周后停止;
30、所述压差读取单元用于根据工件旋转过程中两个封闭舱室压力计的读数,生成两个舱室空气体积差随时间变化的第一函数;
31、所述压差读取单元的具体实现方法如下:
32、步骤s301.实时获取两个封闭舱室压力计的读数,按照步骤s201的方法计算舱室内的空气体积,分别构建函数h1(t)和h2(t),其中h1(t)代表第一封闭舱室内部空气体积随时间的变化函数,h2(t)代表第二封闭舱室内部空气体积随时间的变化函数,t代表时间,且0≤t≤2π/vb,vb为托盘旋转的角速度;
33、步骤s302.构建第一函数f(t),所述f(t)代表两个舱室空气体积差随时间的变化关系,且f(t)=h1(t)-h2(t)。
34、进一步的,所述气密性拟合模块包括:标准检测单元、透气量计算单元和气密性折算单元;
35、所述标准检测单元用于根据预设周期内两个封闭舱室的空气体积差,得到每个时刻的工件的气体泄漏体积;
36、所述透气量计算单元用于计算周期内工件表面单位面积的气体泄漏速度;
37、所述气密性折算单元用于根据工件在周期内的气体泄漏速度,计算每一段工件表面的气密性系数;
38、所述气密性拟合模块按以下方法实现:
39、步骤s401.按以下方程计算各时刻工件的气体泄漏体积:
40、
41、其中,f(t)为第一函数,vs1(t)代表t时刻从第一封闭舱室移动到第二封闭舱室工件部分的气体泄漏体积,vs2(t)代表t时刻从第二封闭舱室移动到第一封闭舱室工件部分的气体泄漏体积,p0代表标准大气压,根据方程选用自由函数模型拟合vs1(t)与vs2(t)的表达式;
42、步骤s402.将函数vs1(t)记作第二函数,预设周期t,所述t=2π/(vb·n),其中n代表预设切片数量,且n为整数,计算工件在第i个预设周期内的气密性参数gi,所述,其中di代表工件在第i个预设周期内从第一封闭舱室移动到第二封闭舱室的工件表面积。
43、进一步的,所述连续输出模块包括:函数绘制单元和缺陷挖掘单元;
44、所述函数绘制单元用于根据工件各段表面对应的气密性系数,绘制工件表面气密性系数随周期变化的气密性函数;
45、所述缺陷挖掘单元用于据同一批零件相同位置的气密性系数,利用相关系数分析切片位置编号与气密性函数值的关联性,对相关系数高于阈值的位置进行标注;
46、所述连续输出模块按以下方法实现:
47、步骤s501.根据工件在各周期内的气密性参数,以周期为自变量,气密性参数为因变量构成离散函数,对所述离散函数进行平滑拟合,绘制工件表面气密性系数随周期变化的连续函数,作为气密性函数显示在计算机中;
48、步骤s502.对每个周期内工件的气密性参数执行相关性拟合方法,计算工件位置与气密性系数的关联性,所述相关性拟合方法如下:
49、根据第i个周期内从第一封闭舱室移动到第二封闭舱室的工件部分在标准工件内的位置,获取历史检测记录中同批次工件在相同位置检测到的气密性参数,按以下方法计算工件位置与气密性参数的相关系数:
50、
51、其中,a代表第i个周期对应的工件位置与气密性参数的相关系数,m代表同批次工件的总数量,cj代表第j个同批次工件在第i个周期对应工件位置的气密性参数,cj+1代表第j+1个同批次工件在第i个周期对应工件位置的气密性参数,c0代表全部同批次工件在第i个周期对应位置气密性参数的平均值;
52、步骤s503.遍历i的全部可能取值,得到集合{a1,a2,…,ai,…,an},其中ai代表第i个周期对应工件位置的相关系数,当ai≥a0时,标记第i个周期对应的工件位置,其中a0代表预设的关联系数阈值。
53、与现有技术相比,本发明所达到的有益效果是:
54、本发明能够通过气泵向工件腔体中加压,并检测压力的方法测算工件的气密性,可以将工件的气密性数字化呈现,相比与传统压降式测试仪检测更加精准,还可以通过替换套筒适用不同尺寸和形状的工件,具有较强的适用性和灵活性,并提供高精度的检测结果。
55、本发明能够通过旋转工件并测量工件旋转过程中两侧压力差,根据两侧压力差的变化情况分析出工件不同部分的气密性参数,并将气密性参数输出为可视化函数图形,确保气密性检测的真实性与直观性,有助于及时发现工件中的气密性瑕疵,从而对工件的生产工艺进行调整与优化,提高生产效率和生产质量。
56、本发明能够分析同一批工件中气密性的变化规律,判断工件品质的稳定性,并在检测完毕后生成气密性评估报告,输出工件不同部位的气密性风险,可以提供更高精度的检测结果,使生产企业全面地了解产品存在的气密性问题及其原因。
本文地址:https://www.jishuxx.com/zhuanli/20240730/153768.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表