一种全自动灌装旋盖脱模系统的制作方法
- 国知局
- 2024-07-30 11:53:05
本发明涉及自动灌装包装,尤其涉及一种全自动灌装旋盖脱模系统。
背景技术:
1、在对自动化要求较高的小日化行业中,全自动的灌装设备多为回转柔性线。因为物料和整机尺寸问题,传统的回转式柔性线灌装设备并不适用,具体原因有以下两点:
2、a、小日化类产品对产品洁净度要求高,清洗温度和使用温度温差过高,常规活塞式使用时活塞圈容易留下转移膜或在物料中混杂磨屑从而降低产品合格率;
3、b、小日化客户一般生产产地偏小,回转柔性线设备为了满足产能要求长度尺寸一般都偏大、横向尺寸多为多机台叠加,并存在人工工位多,工位切换不便等缺点。
4、目前市面上针对小日化产品主要是转盘机为多,少部分使用全自动柔性线形式。此类灌装机也存在一些弊端,比如:转盘机形式产量低,人工操作多,而柔性线形式多为瓶托组,存在换规格调节时瓶托调节耗时长和运行时噪音过大等缺点。
技术实现思路
1、本发明的目的是针对现有技术的不足之处而提出一种全自动灌装旋盖脱模系统,使用全自动输送线以减少整体占地和换规格时的耗时,配合全自动跟随灌装机和全自动跟随旋盖脱模机,进一步提升自动化和降低人工出错率。
2、实现本发明目的技术方案是:
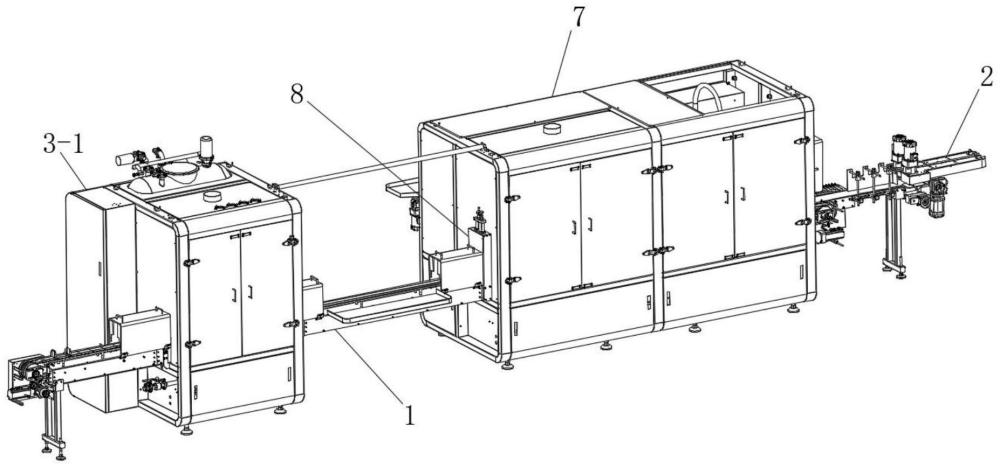
3、一种全自动灌装旋盖脱模系统,包括触控屏控制系统、全自动输送线、出瓶机以及沿输送方向依次设置在全自动输送线上的全自动跟随灌装机、瓶盖预旋机和自动紧盖机,所述出瓶机和全自动输送线平行错位设置且两者之间连接有脱模机,所述瓶盖预旋机、自动紧盖机、脱模机和出瓶机形成全自动跟随旋盖脱模机,所述全自动跟随旋盖脱模机、全自动跟随灌装机和全自动输送线均与触控屏控制系统电连接。
4、进一步地,所述全自动跟随灌装机包括第一机箱以及固定设置在第一机箱顶部的料箱部,所述料箱部的下方通过快拆管道连通设有注射部,所述全自动输送线的上方架设有可沿水平及竖直方向移动的灌装部,所述灌装部通过快拆管道结构连通所述注射部,所述注射部与灌装部之间设有清洗排料部,所述清洗排料部通过通过快拆管道结构连通所述料箱部。
5、进一步地,所述第一机箱的下部固定安装有升降动力部,所述升降动力部的输出端连接有升降部,所述升降部的顶端固定安装平移部,所述灌装部安装在平移部上。
6、进一步地,所述升降动力部包括固定设置的底座,所述底座内设有同步带组件,外部固定安装有与触控屏控制系统电连接的伺服电机,所述伺服电机的输出端贯穿底座并与同步带组件相连,驱动同步带组件动作。
7、进一步地,所述同步带组件上设有跟随同步带组件转动而升降的压板,所述升降部包括与压板固定相连的升降底板,所述升降底板的两端设有升降导柱,两个升降导柱的顶部固定连接有升降顶板。
8、进一步地,所述升降底板与底座之间连接有沿竖直方向设置的第一线性滑轨组。
9、进一步地,所述平移部为固定安装在升降顶板上的直线模组,所述直线模组与触控屏控制系统电连接。
10、进一步地,所述灌装部包括固定设置在平移部上的灌装安装板,所述灌装安装板上设有撞瓶口检测机构以及多个在外力作用下可沿纵向移动的下料嘴,所述撞瓶口检测机构的检测端与下料嘴相接触并适于在下料嘴上移时触发信号。
11、进一步地,所述灌装安装板沿长度方向设有多个固定块,所述下料嘴包括自上而下依次连接的下料气缸、连接套、进料口座和下料管,所述下料管的底部外端固定连接有定瓶口,所述进料口座插设于固定块内并与固定块之间连接有玻珠螺丝,当定瓶口撞击瓶口后,下料管受到向上的外力,使得玻珠螺丝与进料口座分离,从而实现下料嘴的上移。
12、进一步地,所述撞瓶口检测机构包括固定安装在灌装安装板两端的检测安装板,两个检测安装板之间转动连接有防撞检测杆,所述防撞检测杆的外侧与进料口座的上表面相接触,所述防撞检测杆的一端固定安装有检测片,所述检测片的上方设有固定安装在检测安装板上的光电传感器。
13、进一步地,所述注射部包括可拆卸固定设置的多个陶瓷注射缸,所述陶瓷注射缸的顶部快拆连接有三通转阀,底部连接有带动陶瓷注射缸动作的伺服电缸。
14、进一步地,所述第一机箱内固定设有相对设置的支撑架,所述料箱部固定安装在支撑架的顶部,两个支撑架之间固定连接有陶瓷缸固定板,所述陶瓷缸固定板上沿长度方向设有多个t型卡槽,所述陶瓷注射缸的外周面固定设有卡装板,所述卡装板滑动设于所述t型卡槽内,且两端设有快速锁紧机构。
15、定进一步地,所述t型卡槽的侧边设有固定安装在陶瓷缸固定板上的定距块,所述定距块的顶部通过螺钉和腰型孔可调节地设有定位块,所述定位块正对陶瓷注射缸的一侧设有v型槽。
16、进一步地,所述全自动输送线包括输送主动头和输送被动头以及连接与两者之间的多个输送中间段,形成输送架,所述输送架上环绕设有分别由输送被动头和输送主动头驱动的内输送带和外输送带,所述内输送带和外输送带上均安装有多个夹瓶板。
17、进一步地,所述全自动跟随旋盖脱模机包括第二机箱,所述瓶盖预旋机包括水平设置且垂直于全自动输送线设置的送盖输送部,所述送盖输送部的输入端延伸至第二机箱外部,输出端上方架设有可沿水平和竖直方向移动设至的抓盖预旋部,下方设有沿水平方向移动设置的且可沿纵向调节的夹瓶部。
18、进一步地,所述第二机箱的底部固定设有丝杆升降机,所述丝杆升降机的升降端固定连接有水平设置的升降连接板,所述升降连接板的两端固定设有升降导杆组件,两个升降导杆组件的顶部之间固定连接有顶座,所述顶座上固定安装有直线模组,所述抓盖预旋部与直线模组的滑动块固定相连,从而实现沿水平和竖直方向移动。
19、进一步地,所述送盖输送部包括送盖输送机,所述送盖输送机的一端与升降导杆组件之间固定连接有哈弗固定块,另一端与第二机箱之间连接有可锁紧的升降杆;所述送盖输送机的上方架设有高度可调的压盖板,所述压盖板与送盖输送机之间设有间距可调的多个护栏,形成多条尺寸可变的放盖输送通道。压盖板和护栏均通过手轮和丝杠组件的结构实现手动调节。
20、进一步地,所述抓盖预旋部包括垂直相连的横移连接板和模组连接板,所述横移连接板与直线模组的滑动块固定相连,所述模组连接板上固定安装有伺服模组滑台并与顶座之间连接有第二线性滑轨组,所述第二线性滑轨组的滑动块上固定连接有爪头安装板,所述爪头安装板上固定安装有夹旋一体爪头。
21、进一步地,所述夹瓶部包括固定设置且相互平行的直线模组和第三线性滑轨组以及与直线模组的滑动块固定相连的l型连接板,所述l型连接板上固定连接有驱动座,所述驱动座的底部与第三线性滑轨组相连,顶部两端固定安装有相对设置的夹持气缸,所述夹持气缸的活塞杆端部固定连接有相对设置的夹瓶块。
22、进一步地,所述自动紧盖机包括同步动作且可沿水平和竖直方向移动设置的卡瓶部和紧盖部,所述卡瓶部和紧盖部沿纵向依次设于全自动输送线的正上方。
23、进一步地,所述卡瓶部和紧盖部均通过与升降部和升降动力部相同的结构实现升降运动,紧盖部通过与平移部相同的结构实现水平移动,卡瓶部与紧盖部之间固定连接有同步导杆并与升降部相同的结构之间连接有第四线性滑组,从而实现与紧盖部同步动作。
24、进一步地,所述脱模机包括固定设置的脱模升降部,所述脱模升降部的顶部固定安装有旋转平移机器人,所述旋转平移机器人的输出端固定安装有抓手部,所述抓手部适于抓取全自动输送线上的瓶子并通过旋转平移机器人移动至出瓶机上。
25、进一步地,所述出瓶机包括出瓶输送装置以及沿输送方向依次架设在出瓶输送装置上的检测部和剔除部,所述出瓶输送装置的末端设有合格出口和不合格出口,所述剔除部根据检测部的检测结果将瓶子分别引导至合格出口和不合格出口。
26、进一步地,剔除部包括固定安装在出瓶输送装置侧边的支架,所述支架的顶部沿输送方向排列设有多个转动安装设置的且长度递增的剔除板,所述剔除板的一端铰接有固定安装在支架上的翻转气缸,另一端为斜面,形成相连设置的引导斜面,所述引导斜面的末端连通不合格出口。
27、采用了上述技术方案,本发明具有以下的有益效果:
28、(1)本发明通过全自动输送线替代传统的回转柔性线或转盘机,在规格切换时也更加方便,节约换规格时的耗时,与出瓶机错位设置,减少整体占地空间,设置全自动跟随旋盖脱模机和全自动跟随灌装机,实现跟随式灌装和包装,提高生产效率,同时将全自动输送线、全自动跟随旋盖脱模机和全自动跟随灌装机均与触控屏控制系统电连接,实现整线的全自动操作,进一步提升自动化和降低人工出错率。
29、(2)本发明全自动跟随灌装机的料箱部与注射部、灌装部与注射部以及料箱部和清洗排料部均采用快拆管道结构连接,便于更换规格清洗时的快速切换;同时灌装部可沿水平和竖直方向移动,可由触控屏控制系统自动控制灌装部进行位置调节,实现快速换产。
30、(3)本发明通过升降动力部带动升降部实现竖直方向的移动,并由平移部实现水平方向的移动,从而实现灌装部沿水平及竖直方向移动,结构简洁,移动稳定。
31、(4)本发明的灌装部上安装有撞瓶口检测机构,有效防止人工误操作,如在触控屏控制系统中设置参数错误导致灌装部撞击瓶口,造成不合格品,提高产品合格率。
32、(5)本发明注射部设有快拆结构的陶瓷注射缸和三通转阀,便于拆装,进一步实现快速换产和清洗。
33、(6)本发明全自动输送线通过在两端分别设置输送主动头和输送被动头,并由输送主动头和输送被动头分别控制内输送带和外输送带动作,从而实现安装在内输送带和外输送带上的夹瓶板实现间距调节,满足不同规格的生产需求,实现快速换产。
34、(7)本发明瓶盖预旋机设有可沿水平和竖直方向移动的抓盖预旋部,配合夹瓶部使用,既能实现由触控屏控制系统进行规格的快速切换,同时实现跟随式瓶盖取/预旋,进一步提高生产效率。
35、(8)本发明自动紧盖机通过设置同步运动的卡瓶部和紧盖部,实现对瓶盖的拧紧,并且卡瓶部和紧盖部能够在触控屏控制系统的控制下实现水平和竖直方向移动,既能实现跟随紧盖,又能满足不同高度的瓶子的紧盖需求,实现快速切换规格。
36、(9)本发明脱模机采用旋转平移机器人实现平行设置的全自动输送线和出瓶机上的瓶子转移,有效节约了空间,自动化程度更高,同时也可满足快速切换规格的需求。
37、(10)本发明在出瓶机上设有检测部和剔除部,能够自动检测合格与不合格品并进行自动区分,省去人工检测,节约用人成本的同时提高效率和合格品判断的稳定性。
本文地址:https://www.jishuxx.com/zhuanli/20240730/158119.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表