一种组合设备加工多品种晶圆的智能决策端到端调度方法
- 国知局
- 2024-07-31 23:40:26
本发明涉及半导体加工的,尤其是指一种组合设备加工多品种晶圆的智能决策端到端调度方法。
背景技术:
1、随着电子信息行业的迅速发展,半导体行业正经历着高速增长。半导体制造涵盖了晶圆的生产、加工和测试等阶段。在这个过程中,组合设备被广泛应用于各种半导体制造工艺,包括光刻、刻蚀和化学气相沉积等。其中单臂机械手组合设备的构成如图2所示,一台组合设备由多个不同的功能模块和一个中央控制系统组成,包括4到6个加工模块(processing module/chamber)、一个单臂机械手(single-arm robot)和两个真空锁装卸晶圆模块(lla、llb)。每个每次只能加工一枚晶圆,r1是一个抓取晶圆的机械手(robot),lla、llb用于存储未加工和已完成加工的晶圆。在组合设备中,从负载锁卸载的晶圆经过特定加工路线,在多个腔室进行一系列工艺步骤加工,最终完成后返回到真空锁。
2、在过去几十年里,许多学者对组合设备进行了深入的建模和性能分析。研究始于单个组合设备,具体分为单臂机械手和双臂机械手组合设备。其中,对于单臂机械手和双臂机械手的最佳调度策略分别是后向策略和交换策略。在更复杂的情境中,将单一工具以共享缓冲区方式耦合形成的多组合设备也得到广泛应用。
3、在实际应用中,组合设备加工一批晶圆通常经历三个阶段:启动态、稳态和终止态。组合设备在启动期间,一个空的组合设备接收第一枚新的晶圆开始加工,随后进入稳态期。当没有新的晶圆需要从真空锁释放时,进入暂态期。在暂态期结束后,组合设备返回到空闲状态,即完成本批次晶圆的加工。
4、在芯片制造过程中,晶圆充当加工设备的基片,通过多种加工工艺(如化学气相沉积、物理气相沉积、光刻胶涂布、曝光、蚀刻、离子注入),逐层形成电路在晶圆表面。在这些加工工艺中,某些工序所需的加工时间远大于其他工序。为了缓解组合设备的工作负载,通常会利用两个以上的加工模块组成并行腔室。
5、此外,一些晶圆制造过程,如低压化学气相沉积,对晶圆加工完成后的驻留时间施加了严格的限制。在给定的短时间内,必须从腔室中卸载已完成的晶圆,否则晶圆的质量会受到影响,即存在驻留时间约束。
6、目前,晶圆的直径已经从200毫米增加到300毫米,甚至达到450毫米。尤其是由于集成电路制造技术的迅猛进展,电路宽度不断减小至14-22纳米,甚至最近降至10纳米以下,使得一个晶圆可以容纳更多的芯片。批次规模往往显著减小,甚至降至5-8。随着消费需求的多样化和个性化导致晶圆批次规模的减小,对于同时处理多种晶圆类型的组合设备的可调度性和可控性变得越来越重要。
7、每个品种晶圆都有其预定的加工路线。由于产品定制化和较小的晶圆批量趋势,需要组合设备同时处理多种晶圆类型。随着电路线宽变得越来越窄,对腔室加工晶圆的故障变得非常敏感,导致了大量瞬态事件。与现有多种晶圆类型的研究不同,这项工作的目标是在面对任意数量的不同晶圆类型晶圆时实现全过程的调度,其更符合实际生产场景的需求。然而,它非常具有挑战性:(1)对于任意数量的晶圆类型,每种晶圆类型都有其对应的加工路线,情况变得非常复杂。例如,一批多种晶圆类型的晶圆可能存在争用腔室的情况,这意味着不同晶圆前后进入的顺序将影响总加工完成时间。(2)全过程调度要求从第一枚晶圆进入组合设备加工到最后一枚晶圆加工完成回到真空锁的整个过程高效利用机械手。这需要机械手能够根据不同类型的晶圆和不同腔室的加工状态自适应地高效运输晶圆,实现整个加工过程。(3)组合设备在设计上简单、可重构、灵活。对于考虑共享腔室、并行腔室、驻留时间约束和避免机械手死锁仍然是一项艰巨的任务,要求调度算法具有强大的通用性。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供了一种组合设备加工多品种晶圆的智能决策端到端调度方法,能根据订单智能化找到最优加工方案,并得到满足驻留时间约束的组合设备加工混合品种晶圆端到端的调度,从而实现找到更短加工时间的加工方案,并且有效保证晶圆生产质量。
2、为实现上述目的,本发明所提供的技术方案为:一种组合设备加工多品种晶圆的智能决策端到端调度方法,包括如下步骤:
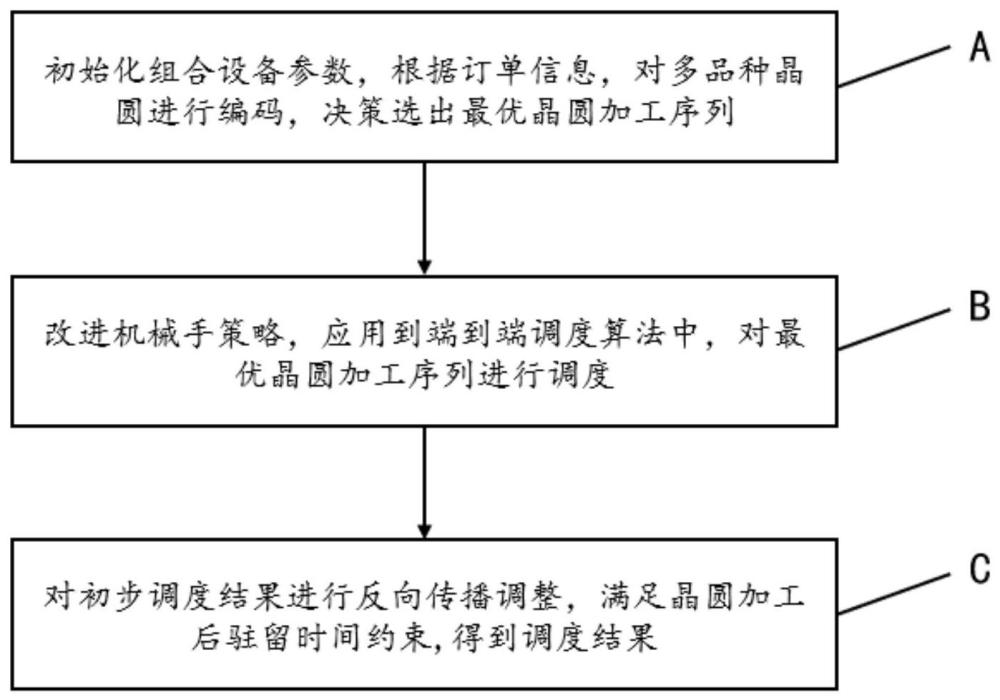
3、1)获取调度任务信息,根据所述调度任务信息,确定待加工晶圆品种类型及加工数量,并初始化组合设备参数信息;
4、2)根据所述调度任务信息和组合设备参数,结合智能优化算法,根据晶圆品种类型和加工数量进行编码演化,获取冲突占用时间最小的晶圆加工序列;
5、3)对所述晶圆加工序列进行调度操作,获取时间序列结果;
6、4)调整所述时间序列结果,获取满足晶圆时间驻留约束的调度结果;
7、5)根据所述调度结果,通过所述组合设备,按照调度任务中的订单顺序,完成调度任务。
8、进一步,在步骤1)中,所述调度任务信息包括每种晶圆加工路线γ、每种晶圆加工数量η以及总数量n。
9、进一步,在步骤2)中,需要智能优化算法对待加工晶圆序列进行编码演化,其中每种晶圆类型通过wk表示,k∈{1,2,3,…},对于每种晶圆类型wk,其总数量为ηk,满足∑wk=ηk,其编码x表示为:x=[w1,w1,w1,…,w3,w3,w3,…,wk,wk,wk],对应编码长度即为n,变异的实现是将某个位置晶圆类型编码变异为另一种晶圆类型编码,变异为另一种目标晶圆类型编码后,需要将原目标晶圆类型编码中其中一个变异至变异晶圆类型的原类型编码,以此保持各个品种晶圆总数量不变,在演化过程中评估根据前、后晶圆类型p、q对应加工路线γ是否争用加工模块进行评估,令γp,i表示p种类型的晶圆第i个访问的加工模块,γq,j表示q种类型的晶圆第j个访问的加工模块,ξ(γp,i,γq,j)为用于判断两个晶圆访问的加工模块是否是同一个的函数项,ψ(γp,i)表示权重大小,n表示这批订单中第n个待加工的晶圆,其中评估函数fitness(x)具体表示为:
10、进一步,在步骤3)中,所述调度操作需要对机械手进行规划,机械手策略为:移动到加工模块,卸载该加工模块加工完成的晶圆,运输该晶圆至下一加工模块,下一加工模块进行加工;所述晶圆加工序列覆盖从第一枚晶圆开始进入到组合设备进行加工至最后一枚晶圆加工完成回到真空锁完成整个加工过程,即规划全部晶圆加工序列,得到每个晶圆在加工模块的具体加工时间节点。
11、进一步,在步骤4)中,令γm,h表示第m个待加工晶圆第h个访问的加工模块,根据实际驻留时间τ和驻留时间约束δ的差值δ进行调整,差值δ计算为:当δ不为0时进行反向传播调整,否则不需要调整,调整后得到最终调度结果。
12、本发明与现有技术相比,具有如下优点与有益效果:
13、1、通过使用智能算法优化晶圆序列,有效减少了晶圆在加工过程中竞争使用腔室的情况,从而缩短了总加工时间。
14、2、改进了机器人策略,并成功应用在提出的端到端调度方法上。该方法具有强大的通用性,能够很好地扩展各种复杂约束。
15、3、提出反向传播调整方法,可以确保多种晶圆类型的调度符合驻留时间约束,同时不影响晶圆加工完成时间,能极大地提高了晶圆的质量。
本文地址:https://www.jishuxx.com/zhuanli/20240730/198020.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。