一种取料提示装置及生产进度监控系统的制作方法
- 国知局
- 2024-07-31 23:51:50
本发明属于工序操作提示设备领域,更具体地,涉及一种取料提示装置及应用于组装流水线的生产进度监控系统。
背景技术:
1、流水线作业方式是目前小型化产品组装的主流作业方式。具体地,在组装流水线上通常设置有多个工位,每个工位需要执行相应的工序,在每个工位上放置有作业指导书,工位上的作业员通过作业指导书能够了解掌握相应工序的各个组装步骤以及每个组装步骤所涉及的物料。而一个工位的工序所涉及的各个物料通常分别设置在物料盒中并通过粘贴在物料盒上的物料序列号加以区分。
2、通常而言,作业员根据作业指导书熟悉各个组装步骤是相对容易的,将各个组装步骤所涉及的物料区分清楚是相对困难的,尤其是在工序的各个组装步骤所涉及的物料之间的差距较小的情况下,例如打螺丝工位,其各个打螺丝步骤所涉及的螺丝可能仅在长度上有着细微的差别。在上述情况下,作业员在刚接触新工序之后的一定时长内需要对照物料序列号才能确定在每个组装步骤中所使用的物料,由此使得作业员需要经过一定的相对较长的作业时长才能达到熟练作业的程度。除此之外,即使作业员已经熟悉各个组装步骤所涉及的物料,但是经过长时间作业后,处于疲劳状态的作业员可能会在执行组装步骤的过程中拿错物料,从而导致组装错误。
3、为此,有必要提出一种取料提示装置,以使作业员在接触一个新工序之后无需对照物料序列号即可确定各个组装步骤所需的物料,进而使作业员更为快速地达到熟练作业的程度,以及尽可能地避免作业员在作业过程中因处于疲劳状态而采用错误物料执行相应组装步骤的现象的发生。
技术实现思路
1、有鉴于此,本发明提供一种取料提示装置及应用于组装流水线的生产进度监控系统。
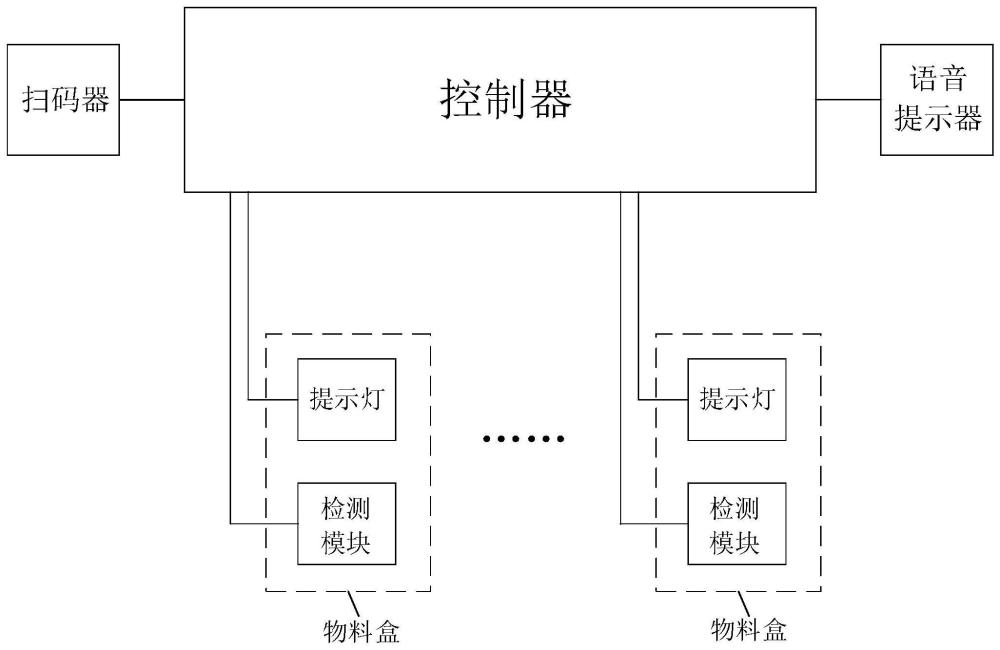
2、根据本发明的第一方面,提供一种取料提示装置,该取料提示装置包括:
3、用于设置在工位上的至少两个物料盒,每个物料盒均配置有:
4、提示灯,用于在待取料提示模式下呈现第一灯效,以及在已取料提示模式下呈现第二灯效;
5、检测模块,用于在检测到相对于相应物料盒内的物料的取料动作时输出取料动作检出信号;
6、语音提示器;
7、控制器,被配置为:
8、响应于输入的启动控制信号,根据预定的取料顺序确定物料盒控制监测序列,对所述物料盒控制监测序列中的第一个物料盒进行控制监测操作,若该控制监测操作完成,则对下一个物料盒进行控制监测操作,直至完成对于最后一个物料盒的控制监测操作,
9、所述控制监测操作包括:控制目标物料盒的提示灯进入待取料提示模式,在接收到目标物料盒的检测模块发来的取料动作检出信号之后,控制目标物料盒的提示灯进入已取料提示模式,并判定该控制监测操作已完成,
10、若当前接收到的取料动作检出信号并非目标物料盒的检测模块所发出,则控制所述语音提示器进入取料错误提示模式;
11、扫码器,用于扫描获取自上游工位传输至当前工位的结构件的序列号,并将所述序列号和启动控制信号发送至所述控制器。
12、作为可选的是,所述控制监测操作还包括:
13、若控制所述提示灯进入待取料提示模式与接收到所述取料动作检出信号之间的第一时长大于相应的时长上限,则控制所述语音提示器进入取料超时提示模式。
14、作为可选的是,所述控制器还被配置为:
15、获取相邻两次接收到取料动作检出信号之间的第二时长,若第二时长大于相应的时长上限,则控制所述语音提示器进入操作步骤超时提示模式,若第二时长小于相应的时长下限,则控制所述语音提示器进入操作步骤用时过短提示模式。
16、作为可选的是,所述控制器还被配置为:
17、若控制所述语音提示器进入取料错误提示模式,则判断是否预定的时长内先后收到错误物料盒的检测模块发来的取料动作检出信号和正确物料盒的检测模块发来的取料动作检出信号,若是,控制正确物料盒的提示灯进入已取料提示模式,并判定相应控制监测操作已完成。
18、根据本发明的第二方面,提供一种应用于组装流水线的生产进度监控系统,该生产进度监控系统包括:
19、多个取料提示装置,分别设置在所述组装流水线的多个工位上,所述取料提示装置为本发明第一方面提供的任一种取料提示装置;
20、电性连接于所述多个取料提示装置的控制器的上位机;
21、所述控制器还被配置为:
22、在接收到所述扫码器发来的新的序列号时,将所述序列号、相应工位的序号和工序开始信号发送至所述上位机;
23、在一控制监测操作完成之后,将所述序列号、相应工位的序号和该控制监测操作对应的物料盒的序号发送至所述上位机;
24、当再次接收到所述扫码器发来的同一序列号时,将所述序列号、相应工位的序号和工序结束信号发送至所述上位机。
25、本发明的有益效果在于:
26、当结构件自上游工位流转至当前工位时,扫码器在作业员的控制下对结构件上的条码进行扫描以获取结构件的序列号,并将该序列号连同启动控制信号发送至控制器。在接收到启动控制信号之后,控制器根据预定的取料顺序确定物料盒控制监测序列,并基于提示灯、检测模块和语音提示器对物料盒控制监测序列中的各个物料盒依次进行控制监测操作;具体地,对于目标物料盒的控制监测操作包括:通过提示灯提示执行当前组装步骤所需的物料放置在哪一个物料盒中,通过检测模块检测作业员是否已经执行了相对于目标物料盒内的物料的取料动作,通过提示灯提示执行当前组装步骤所需的物料已被取出,并判定当前控制监测操作已完成,即可以进行下一个物料盒的控制监测操作,而若作业员从错误物料盒中取出物料,则通过语音提示器提示取料错误,并在错误解除、作业员正确取料之后恢复正常工作状态。
27、由此可知,采用本发明的取料提示装置能够有效地实现多取料任务场景下的取料提示,能够使得组装流水线上相应工位的作业员在接触一个新工序之后无需对照物料序列号即可确定各个组装步骤所需的物料,进而使作业员更为快速地达到熟练作业的程度,以及尽可能地避免作业员在作业过程中因处于疲劳状态而采用错误物料执行相应组装步骤的现象的发生。
28、本发明的应用于组装流水线的生产进度监控系统与上述取料提示装置属于一个总的发明构思,至少具有与上述取料提示装置相同的有益效果,其有益效果在此不再赘述。
29、本发明的其他特征和优点将在随后具体实施方式部分予以详细说明。
技术特征:1.一种取料提示装置,其特征在于,包括:
2.根据权利要求1所述的取料提示装置,其特征在于,所述控制监测操作还包括:
3.根据权利要求2所述的取料提示装置,其特征在于,所述控制器还被配置为:
4.根据权利要求3所述的取料提示装置,其特征在于,所述控制器还被配置为:
5.一种应用于组装流水线的生产进度监控系统,其特征在于,包括:
技术总结本发明提供一种取料提示装置及生产进度监控系统。取料提示装置包括:至少两个物料盒,每个物料盒均配置有在待取料提示模式下和已取料提示模式下呈现不同等效的提示灯,以及在检测到相对于相应物料盒的取料动作时输出取料动作检出信号的检测模块;语音提示器;控制器,被配置为:响应于扫码器发来的启动控制信号,根据取料顺序确定物料盒控制监测序列,并依次对其中的每个物料盒进行控制监测操作,具体为:控制提示灯进入待取料提示模式,在接收到检测模块发来的取料动作检出信号之后,控制提示灯进入已取料提示模式,并判定该控制监测操作已完成。生产进度监控系统包括上位机以及接入其的多个取料提示装置。根据本发明能够实现流水线组装作业过程中的取料提示以及生产进度监控。技术研发人员:杨勇,刁雪松受保护的技术使用者:上海祥承通讯技术有限公司技术研发日:技术公布日:2024/6/23本文地址:https://www.jishuxx.com/zhuanli/20240730/198888.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表