一种数控机床设备数据采集设备的制作方法
- 国知局
- 2024-07-31 23:53:49
本发明属于机床数据采集,涉及一种数据采集设备,特别是一种数控机床设备数据采集设备。
背景技术:
1、机床一般分为金属切削机床、锻压机床和木工机床等。现代机械制造中加工机械零件的方法很多:除切削加工外,还有铸造、锻造、焊接、冲压、挤压等。
2、数控机床是一种装有程序控制系统的自动化机床,该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置,经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来,数控机床较好地解决复杂、精密、小批量、多品种的零件加工问题,作为工业互联网中最重要的组成部分,其运行数据能否联网成为关键,而数控机床的数据采集装置尤为重要,机床运行源数据的获取及数据的网络传输,如何有效的获取及传输数据。
3、现有的机床数据采集设备功能单一、可视化管理、实时性能差等。
4、因此,我们提出一种的机床设备数据边缘计算系统,可有效采集数控机床设备的各种参数和数据,稳定传输数据;快速实现可视化管理,形成oee精益生产;保证管理流程化,数据驱动高效决策、数据挖掘和流程参数可视化展示;支持数多台设备的接入,数据协议解析、转换与统一传输;强大的视频处理能力,兼容接入有效抵御网络攻击,保证系统安全。
技术实现思路
1、本发明的目的是针对现有的技术存在上述问题,提出了一种数控机床设备数据采集设备,该发明要解决的技术问题是:如何实现数据采集设备具备强大的视频处理能力,可有效采集数控机床设备的各种参数和数据,稳定传输数据;快速实现可视化管理,形成oee精益生产。
2、本发明的目的可通过下列技术方案来实现:
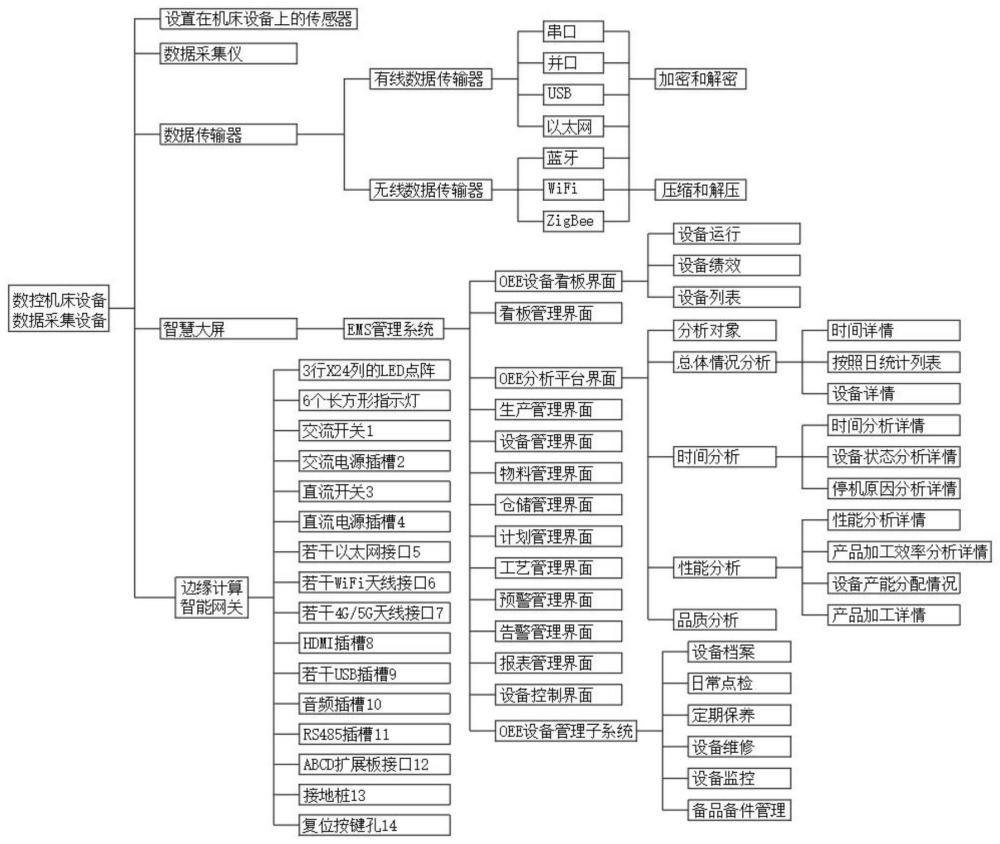
3、一种数控机床设备数据采集设备,包括设置在机床设备上的传感器、数据采集仪、数据传输器、智慧大屏以及可连接机床设备上的传感器、数据采集仪、数据传输器、智慧大屏的边缘计算智能网关,智慧大屏内部设有ems管理系统。
4、本发明的工作原理:数据采集仪通过设置在机床设备上的传感器采集数控机床设备在加工过程中的各种参数和数据;数据传输器用于机床设备与边缘计算系统之间的数据传输和通信;智慧大屏显示各种数据,ems管理系统进行远程监控和控制;边缘计算智能网关用于对采集到的数据进行处理,将处理后的数据存储到数据库或存储设备中,以供后续分析和利用,实现数据采集、处理和分析的自动化,同时对采集到的数据进行实时分析,还实现底层设备横向互联以及与上层系统纵向互通的连接,降低网络开销和后台平台压力。
5、所述设置在机床设备上的传感器包括但不限于温度传感器、压力传感器和振动传感器,采集数控机床设备的各种物理参数数据,包括但不限于运行状态、工艺参数、机床状态、主轴转速、进给速度和切削深度。
6、采用以上结构,温度传感器、压力传感器和振动传感器用于采集各类信息。
7、所述数据采集仪为无线机型,通过增加直连单元、无线单元最多可达330ch,能以1ms采样率测量各传感器的输出电压,直接连接应变片后能以最快1ms采样率进行测量,即使在逆变器周围的高压和高频下也能保持稳定的测量,降低了干扰的影响,使用无线单元可最大程度地减少信号线的电线长度并防止故障发生;使用配备有无线局域网的数据记录仪,则可在pc上远程观测数据。
8、采用以上结构,从机床设备中获取数据;这些数据可是模拟信号或者数字信号,需要经过适当的转换和处理才能被用于边缘计算,具体内容为机床状态、主轴转速、进给速度以及切削深度等。
9、所述数据传输器包括有线数据传输器和无线数据传输器,其中有线数据传输器的类型包括但不限于串口、并口、usb和以太网,其中无线数据传输器的类型包括但不限于蓝牙、wifi和zigbee。
10、采用以上结构,在获取到机床设备数据后,需要将这些数据传输到边缘计算节点;这一层的主要任务是确保数据传输的可靠性和实时性,可采用有线或者无线的方式进行传输,具体方式需要根据实际情况进行选择。
11、所述数据传输器具有加密和解密数据功能,以保护数据的机密性和完整性;数据传输器还具有提供数据的压缩和解压缩功能,以减少数据的传输时间和带宽。
12、所述智慧大屏为4k级的超高清显示屏,且智慧大屏支持无线传屏功能,支持wi-fi、双频和2.4g/5g,支持低书写高精度红外触控,内置六阵列麦克及1200万摄像头,具有2路typec插槽和2路前置usb3.0插槽。
13、采用以上结构,快速实现可视化管理、及时发现问题改善点,工厂情况实时掌握;对时间开动率、性能开动率、良品率有直观的能效图,快速形成oee精益生产。
14、所述ems管理系统包括oee设备管理子系统、oee设备看板界面、看板管理界面、生产管理界面、设备管理界面、物料管理界面、仓储管理界面、计划管理界面、工艺管理界面、预警管理界面、告警管理界面、报表管理界面和设备控制界面以及设备详情界面。
15、采用以上结构,管理流程化,作业执行标准化、检查事项精细化度,数据驱动高效决策、数据挖掘和流程参数可视化展示,生产、任务、事件、绩效等管理一键导出,提供时间处理效率,缩短事件响应时间,规范事件处理流程,将传统纸质表单通过糅合现场工艺流程再造,形成新的工作流表单,减少统计查询时间、提供车间管理协调效率、实时掌握车间生产执行进度。
16、所述oee设备看板界面包括设备运行、设备绩效和设备列表;看板管理界面包括订单情况、生产详情和异常报警;告警管理界面包括刀具预/告警,包括但不限于断刀报警、缺到报警以及二次加工报警;oee设备管理子系统包括设备档案、日常点检、定期保养、设备维修、设备监控和备品备件管理。
17、采用以上结构,实时了解车间生产设备运行指标、运行效率,监控生产过程,订单情况:实时新增合同数量统计,新增客户资料记录;生产加工:当前加工任务,加工效率对比,当日产量统计,设备预警信息;设备绩效:车间整体的设备oee,车间整体的设备性能开动率,车间整体的设备时间开动率,车间整体的设备设备状态分析,车间整体的设备设备时长统计;
18、断刀报警例如:加工过程中钻头意外断裂,应用会立即感知到加工负载突变下降进行报警响应,防止后续刀具造成撞刀等二次事故;缺刀报警:如某把刀忘记装夹,应用在其加工时未监测到相应的加工负载会立即进行报警响应,防止该工件因缺刀造成工序漏加工;二次加工报警:如当工件二次加工时,刀具无实际对工件进行切削,应用识别到会立即报警响应,防止该异常情况的持续进行;
19、设备档案:设备基本信息、成本信息、设备日历、替换设备、备品备件、生命卡(历史记录);
20、日常点检:定制设备点检计划,实现对设备的定点、定时、定人、定项的点检工作;
21、定期保养:定义设备的保养模型,生成定期保养计划定时提醒维保人员执行保养活动,建立设备保养日历和保养履历;
22、设备维修:提供多种报修方式,及时提醒设备部人员进行及时维修,对设备维修流程全面管控,维修绩效评价
23、设备监控:运行状态监控、设备空闲时长监控、绩效监控、历史查询、告警查询等;
24、备品备件管理:设备的备品备件库存管理,有效控制设备备品备件成本。
25、所述ems管理系统还设有oee分析平台界面,oee分析平台界面设有分析对象、总体情况分析、时间分析、性能分析和品质分析;总体情况分析包括时间详情、按照日统计列表和设备详情;时间分析包括时间分析详情、设备状态分析详情和停机原因分析详情;性能分析包括性能分析详情、产品加工效率分析详情和设备产能分配情况以及产品加工详情。
26、采用以上结构,设备详情包括加工情况:当前运行程序,产品工艺工序,自动报工数量,加工效率对比;详细运行参数:运行时间,主轴倍率,告警信息,主轴负载,进给倍率,主轴转速,自动报工明细;设备绩效:设备时间利用率,设备综合利用率,设备性能开动率;
27、时间稼动率分析-停机原因分析:分析设备时间稼动率,从设备运行状态和停机原因维度进行分析,查找原因;通过收集设备运行数据,统计设备停机状态及停机时长,获取有效加工的时间比;通过收集停机原因信息,快速定位停机原因和时间段,寻找时间稼动率低的问题和原因;
28、性能稼动率分析-效率损失分析:分析设备性能稼动率,按照产品理论加工节拍时间和实绩的对比,分析设备的加工绩效;统计设备在查询时间段内的产能分配情况,以及在不同产品加工过程中的绩效表现;按照加工产品维度,分析实际与理论的对比情况,包括产量对比、准备时间对比、加工时间对比。
29、所述边缘计算智能网关的正面左侧设有3行x24列的led点阵,其中最左侧3x16部分用于显示了4个扩展io板的通道状态,通道状态的灯含义根据不同的io板功能而不同;点阵的右侧3x8部分显示的是设备系统状态以及8个串口的数据收发。
30、采用以上结构,正面主要是设备的状态显示led,用户可根据这些led的显示状态判断设计的相关接口工作是否正常,有助于现场调试或者设备巡检。
31、正面左侧为3行x24列的led点阵,其中最左侧3x16部分显示了4个扩展io板的通道状态,通道状态的灯含义根据不同的io板功能而不同。点阵的右侧3x8部分显示的是设备系统状态(如网卡、蜂窝通信、wifi、硬盘等)以及8个串口的数据收发。
32、所述边缘计算智能网关的正面右侧依次设有6个长方形指示灯,用于表示设备的整体运行状态,分别为常亮的power、正常时不断闪烁的run、设备有告警时亮起为红色的fault、网络通信有故障时亮起的ethernet、串口通信有故障时亮的serial以及蜂窝通信有故障时亮起的4g/5g。
33、所述边缘计算智能网关的背面设有交流开关1、交流电源插槽2、直流开关3、直流电源插槽4、若干以太网接口5、若干wifi天线接口6、若干4g/5g天线接口7、hdmi插槽8、若干usb插槽9、音频插槽10、rs485插槽11、abcd扩展板接口12、接地桩13和复位按键孔14。
34、采用以上结构,复位按键孔14为隐藏式设计,长按10s后松开,设备恢复为出厂默认设置,最右侧是接地桩13。
35、所述交流电源插槽2采用国标品字接口,电源输入标称为ac220v,50hz,采用标准三芯插座,带保险1a,电压范围90~264vac,功率不大于65w。
36、所述直流电源插槽4直流供电采用3p端子,电压范围127~370vdc,独立的开关控制。
37、所述边缘计算智能网关的内部具备wifi/bt模块,型号是ap6256,为双频2.4ghz和5ghz,单流空间复用高达433.3mbps的数据速率;,支持ap和sta,支持20、40以及80兆赫频道的可选sgi,支持带集成pa的蓝牙v5.0+edr,用于1.5级和低能量,并发蓝牙和wlan操作,单天线同时接收bt/wlan,bt主机数字接口uart。
38、所述wifi天线接口6和4g/5g天线接口7均为外螺内孔式标准sma接口。
39、采用以上结构,方便用户选择合适的外接天线类型。
40、所述边缘计算智能网关的内部具备5g模组,采用3gpprelease15技术,支持5g/4g/3g,支持5g和lte-a多种网络制式的全面覆盖,支持5gnsa和sa模式,集成多星座高精度定位gnss接收机,支持dfota和volte。
41、采用以上结构,边缘计算智能网关还具备5g nr:1/n2/n3/n7/n41/n66/n77/n78/n79;lte:b1/b2/b3/b4/b7/b25/b30/b38/b39/b40/b41/b42/b43/b48/b6;dl 4x4 mimo;dl256qa;ul 64qa;wcdma:b1/b2/b3/b4/b5
42、/b8/b9/b19。
43、所述abcd扩展板接口12可扩展出四个功能板卡,在安装功能板时,按照abcd的顺序安装,支持扩展的io板包括8串口板:扩展8个rs232/485,8xdi:扩展8个数字量输入,8xdo:扩展8个数字量输出,8xai:扩展8个模拟量输入0-5v、4-20ma,8xao:扩展8个模拟量输出0-5v、4-20ma。
44、采用以上结构,8串口扩展板与基本单元的串口类似,但增加了rs232的支持,可通过扩展串口板上的跳线帽设置,默认的配置为rs485;rs485模式时扩展串口的参数与基本单元的相同。
45、与现有技术相比,本数控机床设备数据采集设备具有以下优点:通过数据采集仪可稳定有效采集数控机床设备在加工过程中的各种参数和数据,并通过数据传输器确保机床设备与边缘计算系统之间的数据传输和通信的稳定;
46、通过智慧大屏快速实现可视化管理、及时发现问题改善点,工厂情况实时掌握;对时间开动率、性能开动率、良品率有直观的能效图,快速形成oee精益生产;
47、通过ems管理系统保证管理流程化,作业执行标准化、检查事项精细化度,数据驱动高效决策、数据挖掘和流程参数可视化展示,生产、任务、事件、绩效等管理一键导出,提供时间处理效率,缩短事件响应时间,规范事件处理流程,将传统纸质表单通过糅合现场工艺流程再造,形成新的工作流表单,减少统计查询时间、提供车间管理协调效率、实时掌握车间生产执行进度;
48、通过边缘计算智能网关支持数多台设备的接入,数据协议解析、转换与统一传输;强大的视频处理能力,包括rtsp/rtmp视频推拉流、onvif/gb28181协议栈等视频监控传输功能,实现对多厂家视频前端设备(ipc、nvr)的兼容接入,配置大容量硬盘后可取代nvr,支持视频推拉流/云台控制/gb28181接入/多路录像/回放/联动报警录像/本地流媒体服务器功能;支持各种主流的加密模式;集成工业防火墙功能,能够有效抵御互联网(公网)环境下的网络攻击,保证系统安全。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199038.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。