一种基于反馈调节的热压成型机温度控制系统及方法与流程
- 国知局
- 2024-07-31 23:54:08
本发明属于工业自动化温度控制,具体的说是一种基于反馈调节的热压成型机温度控制系统及方法。
背景技术:
1、控温热压成型机主要针对热压成型的问题,通过控制需成型材料的所需温度,控制温度在一定条件下进行成型实验,现有的控温成型机大多数只可以控制设备达到颗粒材料熔点温度,颗粒材料经过融化、加压成型、降温达到模具已设定形状或性能的成型产品,在颗粒材料成型过程中,可控制变量为设备实际可达温度、压力大小等简单的变量,且升降温方式简单、粗暴,温度变化不可控,效果较差,不能得到优质的或符合设置预期的成型产品。
2、针对精密成型设备的温度分布与控制及其压力控制等问题,急需精密热压成型升降温控制关键技术的研究。
3、如授权公告号为cn103713568b的中国专利公开了热压成型机的恒温热压控制系统,包括热压成型机的热压板、热压板驱动装置,所述热压板内设有导热油管,所述导热油管的进油口连通油泵,还包括控制模块和检测热压板实时温度t的温度传感器,所述温度传感器的输出端连接于控制模块的输入端,所述热压板驱动装置和油泵的控制器分别连接于控制模块的输出端,所述控制模块内预设温度信号上限值tmax和下限值tmin,所述控制模块根据从温度传感器接收的实时温度t控制热压板驱动装置和油泵。该发明的控制模块根据实时温度控制热压成型机的动作,避免人工控制所存在的不稳定因素,既降低了产品的成本,又提高了产品的质量,增强产品市场竞争力,提高企业经济效益。
4、上述专利的缺陷与不足:无法对热压成型机中的温度进行精准的控制。
技术实现思路
1、针对现有技术的不足,本发明提出了一种基于反馈调节的热压成型机温度控制系统及方法。
2、为实现上述目的,本发明提供如下技术方案:
3、一种基于反馈调节的热压成型机温度控制方法,包括以下具体步骤:
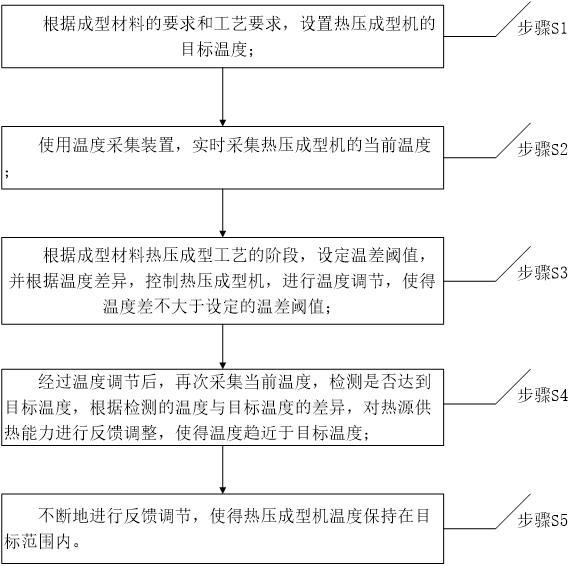
4、步骤s1:根据成型材料的要求和工艺要求,设置热压成型机的目标温度;
5、步骤s2:使用温度采集装置,实时采集热压成型机的当前温度;
6、步骤s3:根据成型材料热压成型工艺的阶段,设定温差阈值,并根据温度差异,控制热压成型机,进行温度调节,使得温度差不大于设定的温差阈值;
7、步骤s4:经过温度调节后,再次采集当前温度,检测是否达到目标温度,根据检测的温度与目标温度的差异,对热源供热能力进行反馈调整,使得温度趋近于目标温度;
8、步骤s5:不断地进行反馈调节,使得热压成型机温度保持在目标范围内。具体的,所述步骤s1中的通用软件协议接口的需求包括:功能需求和性能需求。
9、具体的,所述步骤s2中的温度采集装置包括:温度传感器和感温棒。
10、具体的,所述步骤s3的具体步骤为:
11、步骤s301:设定在t时刻,成型材料热压成型工艺的目标温度为,温差阈值为t;
12、步骤s302:当热压成型机中的加热器开始工作时,电热板的温度从0℃开始上升,在t时刻加热器的发热量为,的计算公式为:,其中,表示t时刻加热器的电阻,表示t时刻加热器的电压;
13、步骤s303:加热器加热的温度与加热时间的导热微分方程为:,其中,表示换热系数,,w/m2,表示t时刻电热板的实际温度,表示电热板的坐标为的点,表示单位体积单位时间内加热器的发热量,w/(m3·k),表示电热板的密度,kg/m3,c表示电热板的比热容,j/(kg·℃),k表示导热系数;
14、步骤s304:当时,保持热压成型机当前温度,当时,控制热压成型机,进行温度调节,使得温度差不大于设定的温差阈值。
15、具体的,所述步骤s304的具体步骤为:
16、步骤s3041:当,且时,控制热压成型机中的加热器,使;
17、步骤s3042:当,且时,控制热压成型机中的冷却模块进行降温,计算单位时间内,电热板温度从降至时传递的热量,计算公式为:
18、,其中,表示单位时间内电热板温度从降至时传递的热量,表示电热板的质量,表示电热板的比热容;
19、步骤s3043:计算降温模块中,单位时间单位面积的传递热量,计算公式为:
20、,其中,表示降温模块中单位时间单位面积的传递热量,表示电热板的平均对流传热系数,表示单位时间内传热的单位面积,表示降温介质与电热板的温度差;
21、步骤s3044:对单位时间内的传热面积和降温介质的温度进行动态调节,完成电热板的降温,动态调节的公式为:。
22、具体的,所述步骤s3043中的降温介质包括:水、油、液氮和半导体。
23、具体的,所述步骤s3041中的控制热压成型机中的加热器的方法为:利用pid调节器进行调节,pid调节的公式为:,其中表示n时刻pid回路的输出值,表示比例系数,表示积分系数,表示微分系数,sv表示pid回路设定值setvalue,表示第n时刻过程的变量值,表示第n-1时刻过程的变量值,mx表示积分前项值。
24、一种基于反馈调节的热压成型机温度控制系统,包括:目标温度设置模块、温度采集模块、温度调节模块、二次温度调节模块和反馈调节模块;
25、所述目标温度设置模块,用于根据成型材料的要求和工艺要求,设置热压成型机的目标温度;
26、所述温度采集模块,包括感温棒和温度传感器,用于使用温度采集装置,实时采集热压成型机的当前温度;
27、所述温度调节模块,用于根据成型材料热压成型工艺的阶段,设定温差阈值,并根据温度差异,控制热压成型机,进行温度调节,使得温度差不大于设定的温差阈值;
28、所述二次温度调节模块,用于经过温度调节后,再次采集当前温度,检测是否达到目标温度,根据检测的温度与目标温度的差异,对热源供热能力进行反馈调整,使得温度趋近于目标温度;
29、所述反馈调节模块,用于不断地进行反馈调节,使得热压成型机温度保持在目标范围内。
30、具体的,所述温度调节模块包括加热升温单元和降温单元;
31、所述加热升温单元,用于当电热板温度低于成型材料热压成型工艺的目标温度时,进行加热升温;
32、所述降温单元,用于当电热板温度高于成型材料热压成型工艺的目标温度时,进行降温。
33、具体的,还包括:压力模块,用于调节热压成型机工作时的压力。
34、一种电子设备,包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现一种基于反馈调节的热压成型机温度控制方法的步骤。
35、一种计算机可读存储介质,其上存储有计算机指令,当计算机指令运行时执行一种基于反馈调节的热压成型机温度控制方法的步骤。
36、与现有技术相比,本发明的有益效果是:
37、1.本发明提出一种基于反馈调节的热压成型机温度控制系统,并进行了架构、运行步骤和流程上的优化改进,系统具备流程简单,投资运行费用低廉,生产工作成本低的优点。
38、2.本发明提出一种基于反馈调节的热压成型机温度控制方法,根据成型材料的要求和工艺要求,设置热压成型机的目标温度,使用温度采集装置,实时采集热压成型机的当前温度,根据成型材料热压成型工艺的阶段,设定温差阈值,并根据温度差异,控制热压成型机,进行温度调节,使得温度差不大于设定的温差阈值,经过温度调节后,再次采集当前温度,检测是否达到目标温度,根据检测的温度与目标温度的差异,对热源供热能力进行反馈调整,使得温度趋近于目标温度,不断地进行反馈调节,使得热压成型机温度保持在目标范围内,提高了升降温速率和升降温精确度,减少了因升降温速率和升降温过程不可控的问题。
39、3.本发明提出一种基于反馈调节的热压成型机温度控制方法,避免人工控制所存在的不稳定因素,既降低了产品的成本,又提高了产品的质量,增强产品市场竞争力,提高企业经济效益。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199068.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。