一种智能车间管理方法、设备及介质与流程
- 国知局
- 2024-08-01 00:02:30
本申请涉及车间管理的,尤其涉及一种智能车间管理方法、设备及存储介质。
背景技术:
1、传统的车间管理方式通常遵循预设的工艺路线,按部就班地进行生产。然而,在面临生产周期较长、产品结构复杂、变更频繁以及工序并行等生产模式时,这种方式的易用性显得尤为不佳。车间部门往往难以高效地将变更前的工艺与变更后的工艺相结合,为了避免操作复杂甚至返修的情况,有时甚至选择不采用软件管理。此外,针对工序并行乃至跨工序生产等场景,传统车间管理方法亦无法应对。客户在系统中查看零件时,可能会发现零件卡在某道工序,但实际前往车间追踪时,却发现零件并未在该工序,而是需要逐一查找,甚至在大型零件堆放处出现无法查找的情况。
2、上述种种问题,严重削弱了车间管理的有效性和实效性,不仅增大了管理难度,同时也提高了管理成本。因此,有必要寻求一种针对特定车间管理需求的方法。
3、因此,如何提高车间的管理效率成为一个亟待解决的问题。
技术实现思路
1、本申请实施例提供了一种智能车间管理方法、设备及存储介质,用以解决如下技术问题:如何提高车间的管理效率。
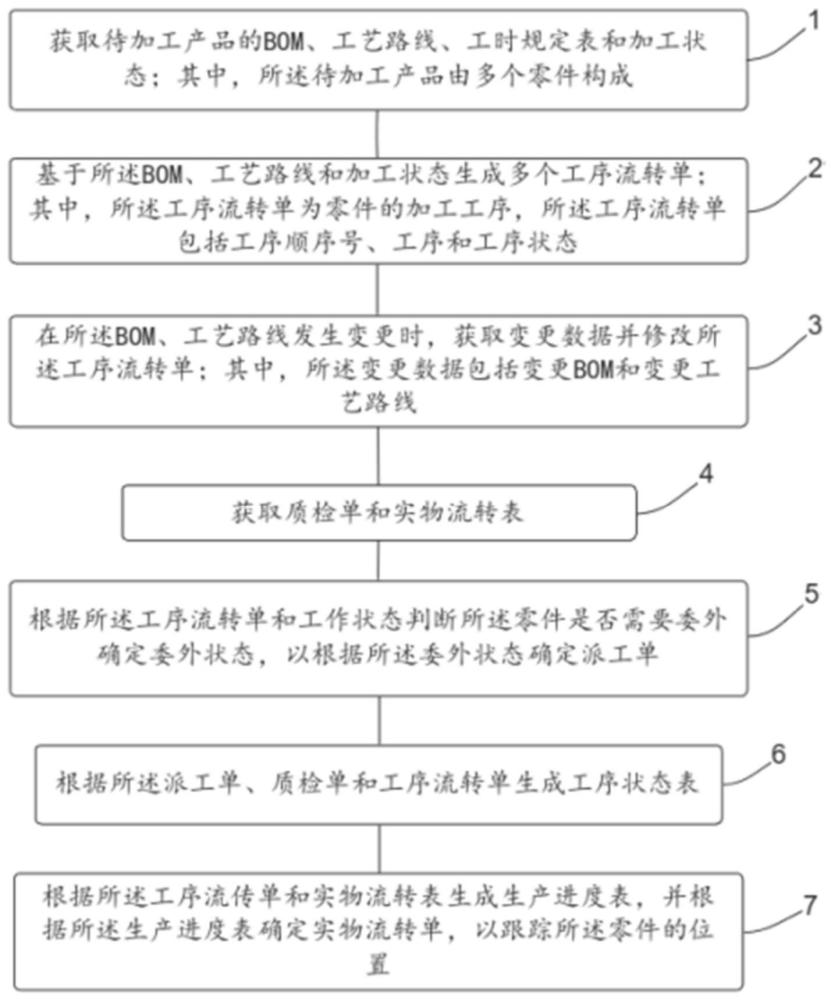
2、第一方面,本申请实施例提供了一种智能车间管理方法,其特征在于,方法包括:获取待加工产品的bom、工艺路线、工时规定表和加工状态;其中,待加工产品由多个零件构成;基于bom、工艺路线和加工状态生成多个工序流转单;其中,工序流转单为零件的加工工序,工序流转单包括工序顺序号、工序和工序状态;在bom、工艺路线发生变更时,获取变更数据并修改工序流转单;其中,变更数据包括变更bom和变更工艺路线;获取质检单和实物流转表;根据工序流转单和工作状态判断零件是否需要委外确定委外状态,以根据委外状态确定派工单;根据派工单、质检单和工序流转单生成工序状态表;根据工序流传单和实物流转表生成生产进度表,并根据生产进度表确定实物流转单,以跟踪零件的位置。
3、在本申请的一种实现方式中,基于bom、工艺路线和加工状态生成多个工序流转单,具体包括:基于bom中零件的数量确定工序流转单的数量;其中,工序流转单的数量与零件的种类的数量相同;基于工艺路线确定零件的加工过程,以生成工序流转单。
4、在本申请的一种实现方式中,在bom、工艺路线发生变更时,获取变更数据并修改工序流转单,具体包括:在bom发生变更时,获取变更bom并更新工序流转单;在工艺路线发生变更时,获取变更工艺路线并根据加工状态调整工艺路线,以更新工序流转单;其中,工艺路线包括多个零件的工序状态,工序状态包括开工和未开工。
5、在本申请的一种实现方式中,在工艺路线发生变更时,获取变更工艺路线并根据加工状态调整工艺路线,以更新工序流转单,具体包括:获取变更工艺路线;对比变更工艺路线和原工艺路线,以验证变更工艺路线中的工序状态是否为开工;在工序状态为开工时,禁止修改工序流转单;在工序状态为未开工时,拼接已开工,以更新工序流转单。
6、在本申请的一种实现方式中,根据工序流转单和工作状态判断零件是否需要委外确定委外状态,以根据委外状态确定派工单,具体包括:基于工作状态生成委外状态;其中,委外状态包括需委外和不需委外;基于委外状态确定零件是否需要委外;在零件需要委外时,生成委外申请单并上报至预审的审核部门进行审核;在零件不需要委外时,基于工序流转单生成派工单。
7、在本申请的一种实现方式中,在零件不需要委外时,基于工序状态表生成派工单并反馈至工序状态表之后,方法还包括:将多个派工单合并为工时汇总表;基于工时汇总表对比工时规定表,以确定工时增补单;上传工时增补单至审核部门进行审核。
8、在本申请的一种实现方式中,根据派工单、质检单和工序流转单生成工序状态表,具体包括:根据质检单确定质检状态;其中,质检状态包括待检与质检;根据派工单确定零件是否实施状态;将实施状态和质检状态添加至工序流转单,以生成工序状态表。
9、第二方面,本申请实施例还提供了一种智能车间管理设备,其特征在于,设备包括:至少一个处理器;以及,与至少一个处理器通信连接的存储器;其中,存储器存储有可被至少一个处理器执行的指令,指令被至少一个处理器执行,以使至少一个处理器能够:获取待加工产品的bom、工艺路线、工时规定表和加工状态;其中,待加工产品由多个零件构成;基于bom、工艺路线和加工状态生成多个工序流转单;其中,工序流转单为零件的加工工序,工序流转单包括工序顺序号、工序和工序状态;在bom、工艺路线发生变更时,获取变更数据并修改工序流转单;其中,变更数据包括变更bom和变更工艺路线;获取质检单和实物流转表;根据工序流转单和工作状态判断零件是否需要委外确定委外状态,根据委外状态确定派工单;根据派工单、质检单和工序流转单生成工序状态表;根据工序流传单和实物流转表生成生产进度表,并根据生产进度表确定实物流转单,以跟踪零件的位置。
10、第三方面,本申请实施例还提供了一种智能车间管理的非易失性计算机存储介质,存储有计算机可执行指令,其特征在于,计算机可执行指令设置为:获取待加工产品的bom、工艺路线、工时规定表和加工状态;其中,待加工产品由多个零件构成;基于bom、工艺路线和加工状态生成多个工序流转单;其中,工序流转单为零件的加工工序,工序流转单包括工序顺序号、工序和工序状态;在bom、工艺路线发生变更时,获取变更数据并修改工序流转单;其中,变更数据包括变更bom和变更工艺路线;获取质检单和实物流转表;根据工序流转单和工作状态判断零件是否需要委外确定委外状态,以根据委外状态确定派工单;根据派工单、质检单和工序流转单生成工序状态表;根据工序流传单和实物流转表生成生产进度表,并根据生产进度表确定实物流转单,以跟踪零件的位置。
11、本申请实施例提供的一种智能车间管理方法、设备及存储介质,通过对待加工产品进行拆解,并与工艺路线进行组合,接口获得工序流转单,通过工序流转单、质检单和实物流转单确定零件的位置以及零件的加工过程,并生成工序状态表,从而能够监控工序的状态,减少车间工作人员的等待成本,增加了管理部门对车间的生产把控,从而能够在车间出现生产问题时快速定位问题工序,通过生产进度表,能够实时追踪零件的位置,采用上述方案,提高了车间管理的规范性、有效性和实时性,从而提高车间的生产效率和管理效率。
技术特征:1.一种智能车间管理方法,其特征在于,所述方法包括:
2.根据权利要求1所述的一种智能车间管理方法,其特征在于,基于所述bom、工艺路线和加工状态生成多个工序流转单,具体包括:
3.根据权利要求1所述的一种智能车间管理方法,其特征在于,在所述bom、工艺路线发生变更时,获取变更数据并修改所述工序流转单,具体包括:
4.根据权利要求3所述的一种智能车间管理方法,其特征在于,在所述工艺路线发生变更时,获取变更工艺路线并根据加工状态调整所述工艺路线,以更新工序流转单,具体包括:
5.根据权利要求1所述的一种智能车间管理方法,其特征在于,根据所述工序流转单和工作状态判断所述零件是否需要委外确定委外状态,以根据所述委外状态确定派工单,具体包括:
6.根据权利要求5所述的一种智能车间管理方法,其特征在于,在所述零件不需要委外时,基于所述工序状态表生成派工单并反馈至所述工序状态表之后,所述方法还包括:
7.根据权利要求1所述的一种智能车间管理方法,其特征在于,根据所述派工单、质检单和工序流转单生成工序状态表,具体包括:
8.根据权利要求1所述的一种智能车间管理方法,其特征在于,根据所述工序流传单和实物流转表生成生产进度表,并根据所述生产进度表确定实物流转单,以跟踪所述零件的位置,具体包括:
9.一种智能车间管理设备,其特征在于,所述设备包括:
10.一种智能车间管理的非易失性计算机存储介质,存储有计算机可执行指令,其特征在于,所述计算机可执行指令设置为:
技术总结本申请公开了一种智能车间管理方法、设备及存储介质,属于车间管理的技术领域。方法包括:获取待加工产品的BOM、工艺路线、工时规定表和加工状态;其中,待加工产品由多个零件构成;基于BOM、工艺路线和加工状态生成多个工序流转单;在BOM、工艺路线发生变更时,获取变更数据并修改工序流转单;根据工序流转单和工作状态判断零件是否需要委外确定委外状态,以根据委外状态确定派工单;根据派工单、质检单和工序流转单生成工序状态表;根据工序流传单和实物流转表生成生产进度表,并根据生产进度表确定实物流转单,以跟踪零件的位置。本申请通过上述提高了对车间生产的管理效率。技术研发人员:李炎,陈建华,张东场受保护的技术使用者:浪潮通用软件有限公司技术研发日:技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240730/199506.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表