一种智慧工厂的车辆调度及安全管控方法与流程
- 国知局
- 2024-08-01 00:03:27
本发明涉及车辆调度,具体涉及一种智慧工厂的车辆调度及安全管控方法。
背景技术:
1、近些年,建材行业各生产制造企业纷纷往智慧工厂方向转型,以期通过智能化、数字化改造提高劳动效率和产品质量。比如,在水泥行业,无人矿车在运矿环节已得到广泛应用,在生产加工环节,冷热态物料清堵机器人在确保生产流程安全运行中起到了重要作用,在运输环节,使用机器人如agv小车实现对袋装水泥的自动装车也越来越普遍。为了提高生产效率,各大企业期望对厂区内各类型车辆比如无人矿车、agv小车等实现最优的车辆调度配置。
2、现有方案中,以无人矿车为例,实现对建材行业厂区内车辆调度的方法主要为:
3、假设某一排产计划需要采矿10吨,每一无人矿车的运载量固定、作业效率已知,经计算,在指定时间内将10吨矿运输到指定地点需要5辆无人矿车,则计算在该排产计划被执行前的某一时间段(比如该排产计划的执行时间为1月2日上午8点,该时间段可以指定为1月1日的下午6点到1月2日的上午8点)内闲置出来的无人矿车的数量是否大于5辆,若是,则选定其中5辆以执行该排产计划,若否,则通过预设的调度算法调足5辆无人矿车。
4、该现有方案的优势在于:无人矿车的调度逻辑简单,劣势在于:当排产紧张无人矿车数量明显不足时,难以调度出足够数量的无人矿车。因此,当排产紧张时,对忙碌中的无人矿车的剩余装载量进行调度成为解决问题的一个技术方向,但每一执行中的排产计划的完成截止时间不同、每一无人矿车的剩余装载量以及执行待排产计划的便利度通常也不同,因此,针对特定的待排产计划,如何结合执行中的各排产计划的不同情况,实现对无人矿车特别是无人矿车的剩余装载量的合理调度是本领域技术人员亟待解决的技术问题。
5、另外,冷热态物料加工是水泥生产全流程中的一个重要环节,冷热态物料加工设备受堵是影响水泥生产安全的重要因素,同样会影响水泥生产全链条中各节点的作业进度,比如影响后续机器人对袋装水泥自动装车的进度控制,同样影响前期对同一排产计划下的无人矿车的运矿进度的控制。因此,需要对冷热态物料加工设备受堵情况进行及时、有效监控。现有方法中,对于冷热态物料加工是否受堵的安全监控是孤立的,并未考虑其对水泥生产全链条中的各类型车辆调度的影响程度,导致对如无人矿车在内的车辆调度不够合理,一旦出现紧急受堵事件,可能出现完成调度的车辆无法按时完成作业的情况。且对冷热态物料是否受堵的事前排查未考虑车辆调度结果,导致无效排查概率增加。
技术实现思路
1、本发明提供了一种智慧工厂的车辆调度及安全管控方法,在对无人矿车进行调度时,采用第二比值表征无人矿车的忙碌度,考虑了所限定的作业链条中的其他作业主体的忙碌程度对无人矿车的忙碌度计算的影响,使得对无人矿车的调度更合理、更有效;且在对无人矿车进行调度时,考虑了调度结果对引发待排产计划中的冷热态物料加工设备受堵的概率,实现了在最低概率引发冷热态物料加工设备受堵的条件下,对无人矿车的充分调度;且可以根据调度结果引发受堵概率,反溯检查相应的冷热态物料加工设备的受堵情况,使得能够及时发现设备受堵并及早介入处理。
2、为达此目的,本发明采用以下技术方案:
3、提供一种智慧工厂的车辆调度及安全管控方法,包括步骤:
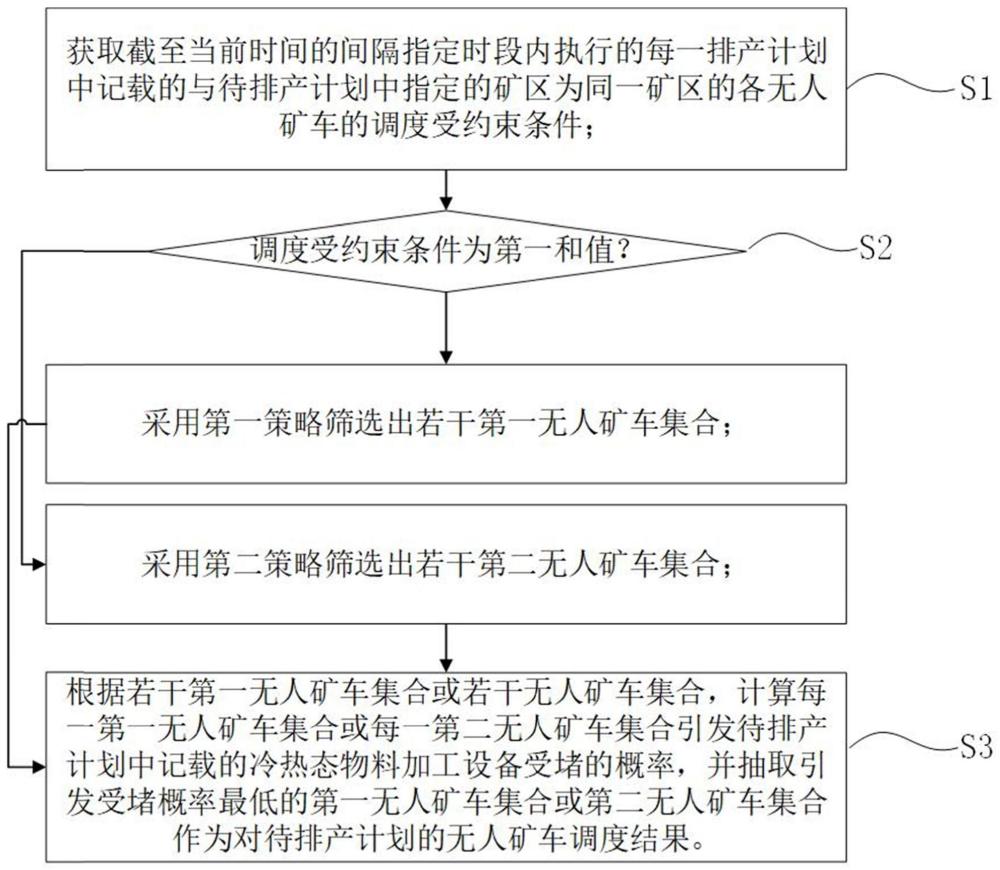
4、s1,获取截至当前时间的间隔指定时段内执行的每一排产计划中记载的与待排产计划中指定的矿区为同一矿区的各无人矿车的调度受约束条件,包括构成排产计划路径的各作业节点中的各作业主体的忙碌度;
5、s2,判断步骤s1中获取的所述忙碌度是否为第一和值,
6、若是,则采用第一策略筛选出若干第一无人矿车集合,然后转入步骤s3;
7、若否,则采用第二策略筛选出若干第二无人矿车集合,然后转入步骤s3;
8、s3,根据若干所述第一无人矿车集合或若干所述无人矿车集合,计算每一所述第一无人矿车集合或每一所述第二无人矿车集合引发所述待排产计划中记载的冷热态物料加工设备受堵的概率,并抽取引发受堵概率最低的所述第一无人矿车集合或所述第二无人矿车集合作为对所述待排产计划的无人矿车调度结果。
9、作为优选,步骤s1中的所述作业主体包括运矿至所述冷热态物料加工设备处的各所述无人矿车、各所述冷热态物料加工设备以及从各所述冷热态物料加工设备处进行袋装水泥装车的各袋装水泥装车机器人中任意一种或多种;
10、所述作业主体的所述忙碌度为所述作业主体历经至当前时间的间隔指定时段内执行每个所述排产计划的子忙碌度的第一和值,或为第三和值与在所述间隔指定时段内历经的各所述排产计划的数量的第二比值。
11、作为优选,所述作业主体的所述子忙碌度为:所述作业主体在执行所述排产计划截至当前时间累计被调用的次数与所述排产计划已历经的所述排产计划片段的数量的第一比值;
12、所述作业主体在所述间隔指定时段内执行的每个所述排产计划对应的所述第一比值的第一和值,作为所述作业主体历经至当前时间的所述忙碌度。
13、作为优选,所述作业主体的所述子忙碌度的计算方法包括步骤:
14、a1,计算所述作业主体在执行所述排产计划截至当前时间累计被调用的次数与所述排产计划已历经的所述排产计划片段的数量的第一比值;
15、a2,计算同一所述排产计划下各所述作业主体对应的所述第一比值的第二和值,然后计算所述作业主体执行所述排产计划时的所述第一比值在所述第二和值中的占比;
16、a3,计算同个所述作业主体在所述间隔指定时段内执行每个所述排产计划后的所述占比的第三和值作为其的所述子忙碌度。
17、作为优选,筛选所述第一无人矿车集合的所述第一策略具体包括步骤:
18、b1,抽取按所述忙碌度由低到高排列的第一无人矿车列表中排名前n的无人矿车加入到固容装载计算的第一集合中;
19、b2,计算所述第一集合中的各所述无人矿车的剩余装载量,然后以装载箱数最少为约束条件,计算所述第一集合中的每辆所述无人矿车的剩余可载箱数;
20、b3,以剩余可载箱数的总装载量大于所述待排产计划中记载的采矿量且小于总装载量阈值为约束条件,从所述第一集合中抽取出若干辆所述无人矿车组合形成为若干个所述第一无人矿车集合。
21、作为优选,筛选所述第二无人矿车集合的所述第二策略具体包括步骤:
22、c1,过滤掉所述忙碌度低于第二忙碌度阈值以及高于第一忙碌度阈值的所述无人矿车,然后对过滤剩余的各所述无人矿车按所述忙碌度由高到低排列为第二无人矿车列表,然后将所述第二无人矿车列表中排名前m的无人矿车加入到固容装载计算的第二集合中;
23、c2,计算所述第二集合中的各所述无人矿车的剩余装载量,然后以装载箱数最少为约束条件,计算所述第二集合中的每辆所述无人矿车的剩余可载箱数;
24、c3,以剩余可载箱数的总装载量大于所述待排产计划中记载的采矿量且小于总装载量阈值为约束条件,从所述第二集合中抽取出若干辆所述无人矿车组合形成为若干个所述第二无人矿车集合。
25、作为优选,所述排产计划路径形成于所述排产计划的每一排产计划片段中,以预设间隔时长为片段划分依据将所述排产计划划分为若干所述排产计划片段,每个所述排产计划片段中至少包括一条所述排产计划路径,每条所述排产计划路径包括3个作业节点,分别为使用无人矿车进行矿运输的第一作业节点、冷热态物料加工设备进行矿加工的第二作业节点和袋装水泥装车机器人进行袋装水泥自动装车的第三作业节点。
26、作为优选,步骤s3中,计算引发所述待排产计划中记载的所述冷热态物料加工设备受堵的概率的方法包括步骤:
27、d1,获取对所述待排产计划中记载的所述冷热态物料加工设备进行调用次数计数的重置时点截至到所述当前时间的加工被调用次数,然后计算所述冷热态物料加工设备的额定被调用次数与所述加工被调用次数的差值;
28、d2,从所述第一无人矿车集合或所述第二无人矿车集合中抽取出运矿目的地为在步骤d1中作为所述差值的计算对象的所述冷热态物料加工设备的各所述无人矿车,形成受堵概率计算依据集合;
29、d3,计算作为所述差值计算对象的所述冷热态物料加工设备对所述受堵概率计算依据集合中的所有所述无人矿车的剩余可载箱数的矿进行矿加工需要加工的拟加工次数;
30、d4,计算所述拟加工次数与所述差值的第三比值作为所述第一无人矿车集合或所述第二无人矿车集合引发所述冷热态物料加工设备受堵的概率。
31、本发明具有以下有益效果:
32、1、限定了对无人矿车调度的作业链条为:按生产流程先后顺序,使用无人矿车进行矿运输的第一作业节点、冷热态物料加工设备进行矿加工的第二作业节点和袋装水泥装车机器人进行袋装水泥自动装车的第三作业节点构成的作业链条,在该作业链条下,作为无人矿车调度依据的忙碌度计算限制在计算第一作业节点的无人矿车忙碌度或者计算3个节点间的各作业主体之间具有相互影响关系的忙碌度,对无人矿车的调度,在考虑各作业节点的作业主体的忙碌度的前提下,降低了调度的复杂度。
33、2、采用第二比值表征无人矿车的忙碌度,在进行无人矿车调度时,考虑了其他作业节点中的作业主体当前的忙碌度,提高了无人矿车调度的有效性。
34、3、在进行无人矿车调度时,考虑了调度结果对引发待排产计划中的冷热态物料加工设备受堵的概率,实现了在最低概率引发冷热态物料加工设备受堵的条件下,对无人矿车的充分调度。
本文地址:https://www.jishuxx.com/zhuanli/20240730/199570.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表