一种智能过程控制的方法、系统、电子设备及介质与流程
- 国知局
- 2024-08-01 00:18:44
本发明属于轮胎生产过程控制,具体涉及一种智能过程控制的方法、系统、电子设备及介质。
背景技术:
1、目前汽车行业正在经历剧烈转型,新能源的迅速崛起,紧逼燃油车的可靠性发展。汽车行业的推动,使轮胎制造业进行着高速发展,轮胎作为汽车整车性能的核心部件,对汽车的安全,稳定、质量起着关键作用。
2、行业环境对轮胎品质的要求不断提高,推动轮胎的生产过程精细化,对品质要求精度、质量也越来越高。23年液体黄金轮胎的催生就是行业推动的成功结果。橡胶复合挤出机是轮胎生产过程中的核心工艺设备之一,挤出复合胶条为轮胎制造生产中的关键半成品,其生产能力显现的尤为重要。挤出机配置随厂家工艺的不同要求,轮胎厂有三复合,四复合,甚至五复合挤出机做生产配套,螺杆主机设计复杂度高,越来越复杂科学的配料配方,更科学的口型版设计,生成品类多元的胶条形状。
3、在生产操作过程中,通过螺杆的转速控制实现制品尺寸调整,而制品尺寸要求不仅仅局限在胶条总宽总厚这单一数据层面上,更是严格要求左肩宽、左肩厚、右肩宽、右肩厚、单位称重等不同参考数据。某一位置发生偏差,需要调整相对应的螺杆转速、喂料速度等运行参数进行纠正,而各参数直接的耦合程度非常高,整个调整过程,完全依赖现场设备工人的经验积累来手动进行操作。
4、如图1所示,现有的生产现场的工作流程为,操作工在电脑pc端和挤出生产线不断往复,实时用尺具测量胶料制品的宽高数据,由于轮胎工艺提升花纹条纹多样性,胶条复合形态不一,测绘的过程中需要同时关注肩宽、总宽、肩厚,重量等不同特征位置的准确数据信息,根据胶条生产的状态,结合称重数据,快速预测需要调整的设备参数,回到电脑端进行相应调整,需要调整后再进行不断的测量验证。整个胶条的生产过程中,要使制品达到稳定状态,需要这名操作员工随时进行生产数据监控。
5、这种生产流程存在有下述缺陷:操作流程复杂,对操作工的生产经验要求高;现场测量精度极差;完全依赖操作工用尺具进行测量,在运动过程中目视精度偏差在2mm以上;现场无法精确测量厚度数据;胶条在生产过程中,工具尺测量存在一定的安全风险,多数依赖目测确定;往复操作带来的实时反馈延迟高;监控数据和调整过程都没能及时的记录下来,作为再生产的有效数据分析基础;造成生产成本浪费;由于经验不足导致控制效果差异大,常产生震荡胶,尺寸不合格等缺陷,往往最终需要重新割胶、开模再生产。效率降低,带来很大的生产成本浪费。
技术实现思路
1、为了克服目前在轮胎行业半成品生产过程中人工控制参数难度大,生产的制品不稳定,因胶条半成品不合格导致轮胎贴合缺陷多,次品率高的难题,本发明提供一种智能过程控制的方法、系统、电子设备及介质,用于解决现有技术中存在的上述问题。
2、一种智能过程控制的方法,用于轮胎复合挤出机,所述方法包括:
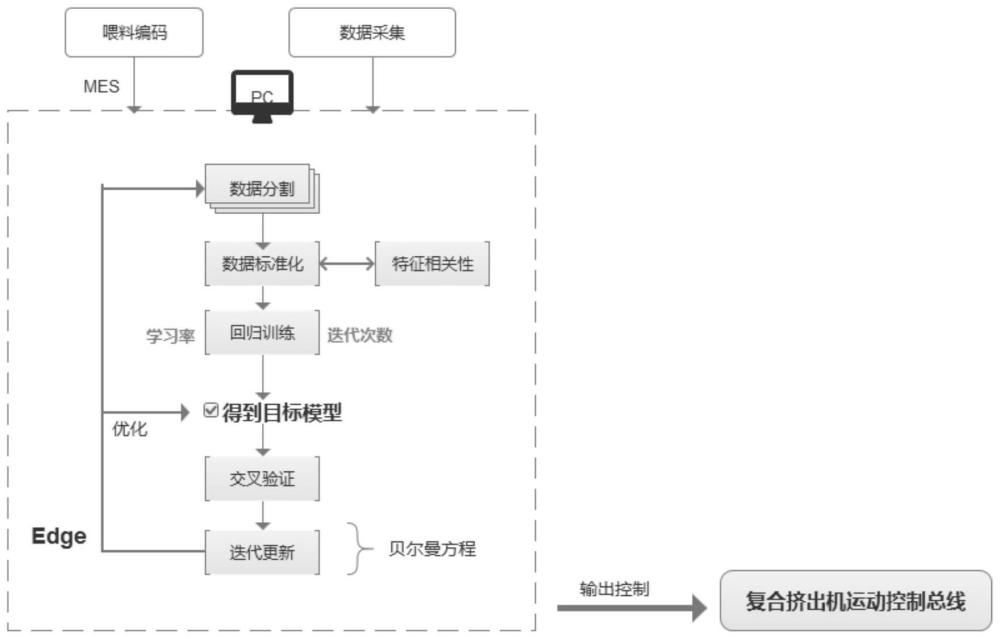
3、s1.采集关于生产流程的实时数据和原始物料数据;
4、s2.将所述实时数据作为数据源进行缺陷和阈值分析,得到正常的数据源;
5、s3.将所述正常的数据源进行标准化处理,得到标准化的数据;
6、s4.确定学习率和回归模型,将标准化的数据代入所述回归模型,根据学习率确定迭代次数,得到回归模型的预测值;
7、s5.对回归模型中的各参数的系数进行处理,使得回归模型的预测值与原始物料数据中对应的真实值之间的平方误差和最小;
8、s6.采用处理得到的各参数的系数与原始物料数据中对应的配方号和物料号进行关联存储,用于轮胎复合挤出机智能过程控制调用。
9、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述实时数据包括制品的总宽度、肩宽、重量及生产制品的产线速度;所述原始物料数据包括轮胎复合挤出机的各单个机头所添加的物料号和配方号。
10、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,s4中学习率为0.05,回归模型为fθ,ε(x(i))=θ0+θ1xi1+θ2xi2+...+θpxip+εi,i=1,...n,其中,θ0为偏置项,εi为第i行样本的偏差系数,θ1,θ2,...θp分别表示第i行样本的各参数的系数,p=4,数据矩阵x=xi1,xi2,...,xip,xi1为第i行样本的制品总宽,xi2为第i行样本的制品肩宽,xip为第i行样本的产线速度,fθ,ε(x(i))为第i行样本的回归模型的值。
11、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,所述误差平方和的计算方式为:其中,为第i行样本的回归模型的预测值,y(i)为与该预测值对应的原始物料数据中存储的真实值。
12、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,令ε(i)为第i行样本的的预测值与真实值之间的差值,对其进行高斯变换求导处理得到θ=(xtx)-1xty,其中,xt表示数据矩阵x的转置,θ=θ1,θ2,...θp。
13、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,对θ中的第j个θj采用下批量梯度下降公式进行计算:其中,1≤j≤p,i′表示总样本数m中的第i′个样本,则每次θj值的更新后的值为:其中,α为学习率,hθ是关于θ的矩阵,即对于第i′个样本的数据矩阵x对应的θ值。
14、如上所述的方面和任一可能的实现方式,进一步提供一种实现方式,还包括步骤,s7.在生产过程中进行实时收集数据,以一定数量的样本组迭代集合,采用关联存储的数据和相应的回归模型计算,使回归模型参数不断优化和收敛。
15、本发明还提供了一种用于轮胎复合挤出机智能过程控制的系统,所述系统实现所述的方法,包括如下模块:
16、采集模块,用于采集关于生产流程的实时数据和原始物料数据;
17、分析模块,用于将所述实时数据作为数据源进行缺陷和阈值分析,得到正常的数据源;
18、第一处理模块,用于将所述正常的数据源进行标准化处理,得到标准化的数据;
19、计算模块,用于确定学习率和回归模型,将标准化的数据代入所述回归模型,根据学习率确定迭代次数,得到回归模型的预测值;
20、第二处理模块,用于对回归模型中的各参数的系数进行处理,使得回归模型的预测值与原始物料数据中对应的真实值之间的差值最小;
21、存储调用模块,用于采用处理得到的各参数的系数与原始物料数据中对应的配方号和物料号进行关联存储,用于轮胎复合挤出机智能过程控制调用。
22、本发明还提供了一种电子设备,所述电子设备包括:
23、存储器,存储有可执行指令;
24、处理器,所述处理器运行所述存储器中的所述可执行指令,以实现所述的方法。
25、本发明还提供了一种计算机存储介质,所述介质上存储有计算机程序,所述计算机程序被处理器执行实现所述的方法。
26、本发明的有益效果
27、与现有技术相比,本发明有如下有益效果:
28、本发明结合现场生产数据,通过智能算法进行参数控制,有效提升了制品的合格率,提升了生产效率,提高了设备的智能化程度;本发明理论与实际结合可靠性高,算法鲁棒性强,有较强的严谨性和全面性。对产品的优化起到了核心作用。复合挤出机应用宽泛,适用性强,可以通过重复训练模型进行匹配。有效降低设计和验证成本。
本文地址:https://www.jishuxx.com/zhuanli/20240730/200544.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。