一种圆弧端齿加工误差分析方法、系统、终端及介质
- 国知局
- 2024-08-01 00:20:46
本发明涉及机械制造,具体为一种圆弧端齿加工误差分析方法、系统、终端及介质。
背景技术:
1、在能源、石化、航空航天等领域中应用有许多旋转机械,这些旋转机械的转子或具有较高转速,或在较重载荷下运作,这对转子的动平衡特性和转子间连接结构提出了很高的要求。旋转机械的振动故障有70%来源于转子系统的不平衡。单个转子的加工误差和动平衡特性较易测量,转子组合体的动平衡特性则受连接结构加工误差和装配相位两方面因素影响。当前国内对改变装配相位优化转子组合体动平衡特性的研究较为充分,但缺少对连接结构加工误差的评定方法的深入研究。当前对圆弧端齿的检验验收流程按hb 20046-2011规定,采用着色检验方法,存在诸多局限性:
2、1)检验过程经过原始量规-校对量规-检验量规-零件的多重传递关系,测量方式复杂,易发生偶然误差;
3、2)测量时需要首先制造对应的检测量规,测量效率低;
4、3)测量方式原始,操作因素占比大,测量受人为影响因素较大。
技术实现思路
1、为了克服上述现有技术存在的缺陷,本发明的目的在于提供一种圆弧端齿加工误差分析方法、系统、终端及介质,以解决现有技术对圆弧端齿的检验验收中测量方式复杂,校验效率低以及容易发生偶然误差的技术问题。
2、本发明是通过以下技术方案来实现:
3、第一方面,本发明提供了一种圆弧端齿加工误差分析方法,包括:
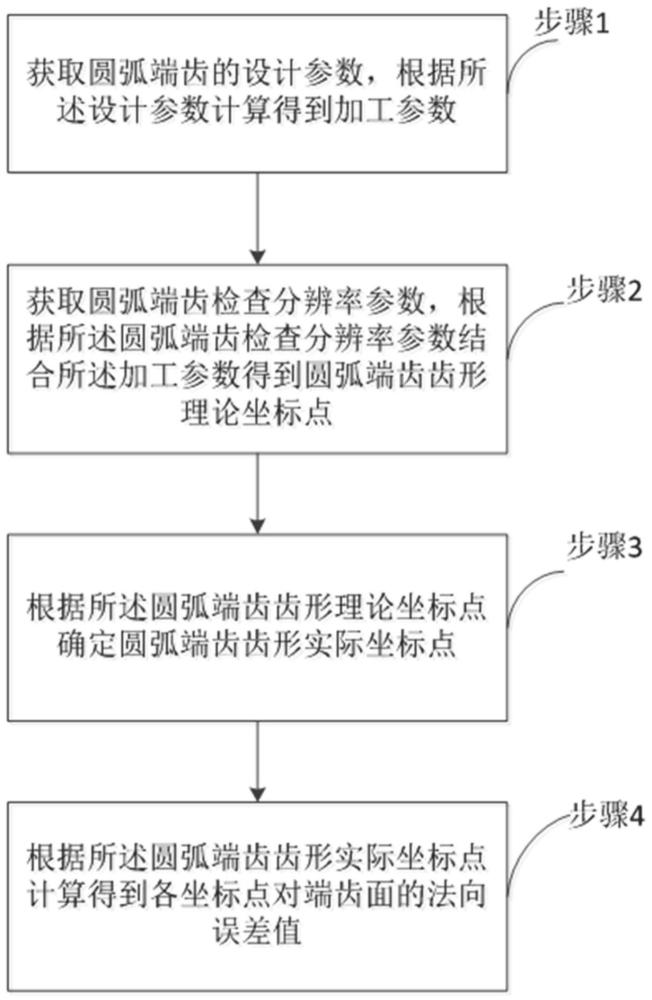
4、获取圆弧端齿的设计参数,根据所述设计参数计算得到加工参数;
5、获取圆弧端齿检查分辨率参数,根据所述圆弧端齿检查分辨率参数结合所述加工参数得到圆弧端齿齿形理论坐标点;
6、根据所述圆弧端齿齿形理论坐标点确定圆弧端齿齿形实际坐标点;
7、根据所述圆弧端齿齿形实际坐标点计算得到各坐标点对端齿面的法向误差值。
8、优选的,设计参数包括圆弧端齿齿数、节圆半径、跨齿角以及磨轮母线方程,根据所述设计参数计算得到加工参数,其中加工参数包括磨轮半径以及磨轮和工件的轴间距;
9、所述磨轮半径的计算公式如下:
10、rw=rgp/cot(β)
11、所述磨轮和工件的轴间距的计算公式如下:
12、e。=rgp/cos(β)
13、其中,rgp为节圆半径;β为跨齿角。
14、优选的,圆弧端齿检查分辨率参数包括圆弧端齿齿面经向分辨率、圆弧端齿齿面纬向分辨率、圆弧端齿起始点弧度以及圆弧端齿终止点弧度,其中圆弧端齿起始点弧度与圆弧端齿终止点弧度通过n×2型矩阵表示。
15、优选的,根据所述圆弧端齿检查分辨率参数结合所述加工参数得到圆弧端齿齿形理论坐标点的具体过程如下:
16、根据加工参数确定端齿节圆、砂轮节圆以及磨轮母线坐标点集,建立以工件中心为原点的直角坐标系,平移磨轮母线坐标点集到磨轮处;再根据圆弧端齿检查分辨率参数将磨轮母线分段,并在坐标系上进行扫描,得到圆弧端齿齿形的理论坐标点集。
17、优选的,圆弧端齿齿形理论坐标点采用三坐标仪进行测量,其中测量密度与圆弧端齿检查分辨率参数对应,得到各测量点的圆弧端齿齿形实际坐标点。
18、优选的,三坐标仪测量中对探头进行补偿,计算探头中心距端齿表面的理论最近点,将探头所在坐标点向理论最近点移动一个探头半径的距离,从而得到实际表面测量点。
19、优选的,各坐标点对端齿面的法向误差值的计算过程如下:
20、根据圆弧端齿齿形理论坐标点集的局部子集运用最小二乘法拟合出端齿局部表面,以圆弧端齿齿形实际坐标点为原点,计算其垂直端齿局部表面到端齿局部表面的距离,将遍历值记为新的误差集合。
21、第二方面,本发明还提供了一种圆弧端齿加工误差分析系统,包括:
22、第一获取模块,用于获取圆弧端齿的设计参数,根据所述设计参数计算得到加工参数;
23、第二获取模块,用于获取圆弧端齿检查分辨率参数,根据所述圆弧端齿检查分辨率参数结合所述加工参数得到圆弧端齿齿形理论坐标点;
24、确定模块,用于根据所述圆弧端齿齿形理论坐标点确定圆弧端齿齿形实际坐标点;
25、计算模块,用于根据所述圆弧端齿齿形实际坐标点计算得到各坐标点对端齿面的法向误差值。
26、第三方面,本发明还提供了一种移动终端,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如上述所述圆弧端齿加工误差分析方法的步骤。
27、第四方面,本发明提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现如上述所述圆弧端齿加工误差分析方法的步骤。
28、与现有技术相比,本发明具有以下有益的技术效果:
29、本发明提供了一种圆弧端齿加工误差分析方法、系统、终端及介质,运用本发明对圆弧端齿进行检测时,无需首先制造对应设计参数的原始量规、校对量规、检验量规,省去了加工量规和对量规做检验的时间,提高了生产效率,为设计者灵活选用各式参数的圆弧端齿连接结构提供了便利。运用本发明对圆弧端齿进行检测时,只需操作者决定测量密度参数,其余步骤由计算机和三坐标测量仪自动完成,降低了劳动强度,提高了劳动效率,优化了测量可靠性。
30、进一步的,本发明基于输入的圆弧端齿设计参数、检查分辨率参数进行圆弧端齿表面坐标点参数化建模,通过三坐标仪对圆弧端齿实际加工表面进行测量,进行补偿后求出法向误差值,最后绘制理论表面、实际表面和误差模型,对圆弧端齿的加工误差分析提供了较大帮助,并解决了无圆弧端齿量规时的加工表面检测问题。
技术特征:1.一种圆弧端齿加工误差分析方法,其特征在于,包括:
2.根据权利要求1所述的一种圆弧端齿加工误差分析方法,其特征在于,所述设计参数包括圆弧端齿齿数、节圆半径、跨齿角以及磨轮母线方程,根据所述设计参数计算得到加工参数,其中加工参数包括磨轮半径以及磨轮和工件的轴间距;
3.根据权利要求1所述的一种圆弧端齿加工误差分析方法,其特征在于,所述圆弧端齿检查分辨率参数包括圆弧端齿齿面经向分辨率、圆弧端齿齿面纬向分辨率、圆弧端齿起始点弧度以及圆弧端齿终止点弧度,其中圆弧端齿起始点弧度与圆弧端齿终止点弧度通过n×2型矩阵表示。
4.根据权利要求1所述的一种圆弧端齿加工误差分析方法,其特征在于,根据所述圆弧端齿检查分辨率参数结合所述加工参数得到圆弧端齿齿形理论坐标点的具体过程如下:
5.根据权利要求1所述的一种圆弧端齿加工误差分析方法,其特征在于,所述圆弧端齿齿形理论坐标点采用三坐标仪进行测量,其中测量密度与圆弧端齿检查分辨率参数对应,得到各测量点的圆弧端齿齿形实际坐标点。
6.根据权利要求1所述的一种圆弧端齿加工误差分析方法,其特征在于,所述三坐标仪测量中对探头进行补偿,计算探头中心距端齿表面的理论最近点,将探头所在坐标点向理论最近点移动一个探头半径的距离,从而得到实际表面测量点。
7.根据权利要求1所述的一种圆弧端齿加工误差分析方法,其特征在于,各坐标点对端齿面的法向误差值的计算过程如下:
8.一种圆弧端齿加工误差分析系统,其特征在于,包括:
9.一种移动终端,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现如权利要求1-7任一项所述圆弧端齿加工误差分析方法的步骤。
10.一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现如权利要求1-7任一项所述圆弧端齿加工误差分析方法的步骤。
技术总结本发明涉及机械制造技术领域,公开了一种圆弧端齿加工误差分析方法、系统、终端及介质,运用本发明对圆弧端齿进行检测时,无需首先制造对应设计参数的原始量规、校对量规、检验量规,省去了加工量规和对量规做检验的时间,提高了生产效率,为设计者灵活选用各式参数的圆弧端齿连接结构提供了便利。运用本发明对圆弧端齿进行检测时,只需操作者决定测量密度参数,其余步骤由计算机和三坐标测量仪自动完成,降低了劳动强度,提高了劳动效率,优化了测量可靠性。技术研发人员:朱林波,周骏琦,张瀚文,史继勋,刘峻兵受保护的技术使用者:西安交通大学技术研发日:技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240730/200688.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表