一种铅蓄电池用的负压化成系统的制作方法
- 国知局
- 2024-07-31 18:07:59
本发明涉及电池生产,尤其涉及一种铅蓄电池用的负压化成系统。
背景技术:
1、铅蓄电池是一种电极主要由铅及其氧化物制成,电解液是硫酸溶液的蓄电池。铅蓄电池放电时,正极的二氧化铅和负极的海绵状铅,转变成硫酸铅;充电时,正负极的硫酸铅分别转变成二氧化铅和海绵状铅。
2、化成是铅蓄电池生产的关键工序,通过充放电将正极活性物质转化为二氧化铅,负极活性物质转化为海绵状铅。常用的化成方式有两种,极板化成和电池化成。极板化成,也称为槽化成和外化成,将正、负生极板相间地插入化成槽内,相同极性的极板排在同一边,形成多极板的正、负极群进行充电化成形成熟极板,用化成好的熟极板组装电池,非干荷电池还需要经过加酸和充电工序。电池化成,也称为内化成,又称“无镉内化成工艺”,它是将固化干燥以后的电池极板经分切后直接组装成电池,然后在电池内加酸化成充电而得到成品。由于内化成工艺消除了铅酸蓄电池生产过程中槽化成所产生的酸液废水的排放,内化成工艺相比外化成工艺更加环保,因此内化成工艺逐渐在铅酸蓄电池生产厂中推广使用。
3、化成无论是极板化成还是电池化成,都需要经过加酸和充电过程。加酸是一个硫酸溶液从加酸机,经过加酸壶进入电池内部的过程。阀控铅蓄电池通常采用真空负压的技术进行加酸,近年来针对电池化成工序也逐步开始采用真空负压技术。为了使内化成效果更好,在内化成过程中最好利用负压化成技术,负压化成技术是指电池在封闭环境中,采用大电流充电化成,用真空压力装置排走化成中产生的热量和酸雾。
4、目前铅蓄电池的传统化成过程中有很多缺陷,包括以下:
5、a.车间生产工况差,湿度大,酸雾浓度高。
6、b.电池充电过程反应产生氢气,容易引起自燃现象,在铅酸电池行业电池充电化成区域造成火灾案例较多。
7、c.现有生产技术受外界温度变化影响,冷却水温控波动较大,影响电池整体性能。
8、d.现有生产技术电池加酸为定量加酸,受电池装配压力的影响,电池存在部分电池单格缺酸线性,影响电池质量性能。
9、e.电池加酸结束输送入水槽过程较长,或受设备故障影响,造成电池加酸后电池内部温度急剧升高,影响电池化成整体性能。
10、f.生产过程能耗高、生产周期长,影响电池生产成本。
11、负压化成生产技术近几年在铅酸电池行业正在研发推进,研发过程存在单格酸密度不一致,电池的一致性较差,设备制造成本过高等问题,但负压降温技术在电池化成过程得以验证。
12、因此,亟需一种化成系统,能够达到提质降本、节能降耗、减员增效的综合性能。
技术实现思路
1、基于现有技术中的不足,本发明提供了一种铅蓄电池用的负压化成系统,通过取消加酸工序、冷却水槽、人工抽酸工序,电池入充电水槽后自动加酸以及运用负压降温,缩短了电池化成时间,生产车间无酸雾排放,实现绿色生产,同时通过集成化控制,实现生产过程数字化管控。
2、为实现上述目的,本发明的具体技术方案如下:
3、一种铅蓄电池用的负压化成系统,包括:
4、支架,
5、化成槽,用于放置待化成的铅蓄电池,
6、酸壶,酸壶的内腔包括多个单格,所述酸壶底面具有用于与铅蓄电池顶面的注酸孔配合的加酸嘴,每个单格对应设有一个加酸嘴,每个单格内设有一根从所述加酸嘴伸出的抽酸直管,所述酸壶顶面开口设置且配合设有酸壶盖,所述酸壶盖底面对应每个单格分别具有第一下酸口、第一抽负压口和第一抽酸口,所述酸壶盖顶面或者侧面还设有第二下酸口、第二抽负压口和第二抽酸口,所述酸壶盖内部具有:将各第一下酸口连通同一第二下酸口的下酸通道,将各第一抽负压口连通同一第二抽负压口的抽负压通道,将各第一抽酸口连通同一第二抽酸口的抽酸通道,
7、下酸管、负压管和抽酸管,用于分别与所述第二下酸口、第二抽负压口和第二抽酸口连接,下酸管、负压管和抽酸管上设有用于控制开闭的控制机构,
8、抽负压系统,包括负压总管,各负压管和抽酸管与所述负压总管连通,
9、加酸系统,包括加酸总管,各下酸管与所述加酸总管连通。
10、新型真空化成集成酸壶系统设有加酸管路、负压管路、抽酸管路及酸壶液位控制。运用真空负压实现电池自动灌酸。设有负压管路实现电池化成过程降温和酸壶液位控制。设有抽酸管路,运用真空负压实现电池充电结束自动抽酸。工装设计也可实现充电过程自动换酸,运用低温酸达到降低电池化成过程内部温度的功能。新型真空化成集成酸壶集成多种功能,为铅酸电池行业首创。
11、其中,所述下酸管、负压管和抽酸管均具有一段为软管,分别命名为下酸软管、负压软管和抽酸软管,下酸管、负压管和抽酸管各通过下酸支管、负压支管和抽酸支管连接酸壶,每根下酸管、负压管和抽酸管分别对应设有2根或2根以上的下酸支管、负压支管和抽酸支管;
12、所述下酸支管、负压支管和抽酸支管均至少有一段为软管。
13、通过控制对下酸软管、负压软管和抽酸软管的闭合,实现对下酸、抽负压和抽酸工序的集成化控制,提高生产效率。下酸支管、负压支管和抽酸支管方便安装时位置的移动。
14、所述第二下酸口、第二抽负压口和第二抽酸口均设于所述酸壶盖顶面沿长度方向的中部,且沿顶面宽度方向间隔布置,所述第二抽酸口位于中间,相应的,所述第一抽酸口也位于所述酸壶盖底面中间;抽酸口设于中间位置可以方便与抽酸直管进行连接。
15、对应于同一只酸壶的下酸支管、负压支管和抽酸支管底部集成固定在一个连接块上,所述连接块的底面设有用于分别与所述第二下酸口、第二抽负压口和第二抽酸口连接的下酸连接口、抽负压连接口和抽酸连接口。设置连接块便于人工安装到酸壶上,简单方便。下酸连接口、抽负压连接口和抽酸连接口可以使用密封圈,使接口处更加严密。
16、其中,所述控制机构包括:
17、压块,每根软管的一侧对应设有一个,
18、支撑面,设于所述支架上,且与所述压块相对设于软管的两侧,所述支撑面用于在所述压块挤压软管时用于支撑软管从而压块压扁软管使软管闭合,
19、驱动机构,设于所述支架上,用于驱动压块移动。
20、优选的,各下酸管、负压管和抽酸管在软管下方的部分还设有泄压管,泄压管上设有控制泄压管开闭的泄压阀。防止压力过大,能够对内部压力进行调节。
21、优选的,每根下酸管、负压管和抽酸管组成一个小组,多个小组组成一个大组,每个大组中的各下酸软管、各负压软管或各抽酸软管对应的压块由一组驱动机构驱动控制;
22、每组驱动机构包括用于安装对应的各压块的安装条,以及设于所述支架上、用于驱动安装条移动的气缸;每组驱动机构中包括沿所述安装条长度方向间隔布置的多个气缸;
23、所述支架上设有与所述安装条两端配合的导向槽。每个大组对应设有三组驱动机构,三组驱动机构中的三根安装条沿竖向错位排列,错位排列方便对三种软管的控制。通过驱动结构操纵压块将不同软管抵压在支撑面上,从而实现对下酸、抽负压和抽酸工序的集成化控制,提高了电池生产效率。
24、在另一种实施例中,所述控制机构可以为使用电磁阀控制软管的闭合,实现统一控制。
25、其中,所述负压总管包括第一负压总管,沿轴向间隔设有多根负压支管,负压支管用于连接各酸壶,
26、第二负压总管,一端连接所述第一负压总管,另一端外接抽负压系统,所述第二负压总管上设有控制第二负压总管开闭的第一电磁阀,
27、旁通调压管道,两端分别连通所述第二负压总管,且所述第一电磁阀位于所述旁通调压管道连接所述第二负压总管的两端之间,所述旁通调压管道上设有控制所述旁通调压管道开闭的第二电磁阀,所述旁通调压管道在第二电磁阀的上游侧还设有用于调节所述旁通调压管道开度的减压阀。其中,上下游按照抽负压时气流流动方向来分,气流流动方向从上游流向下游。
28、通过第二负压总管和旁通调压管道的负压化成控制可实现不同工序不同压力,充电化成压力可调,能够确保负压化成酸壶酸液不气化,负压压力能迅速抽走电池内部化成产生热能,以降低电池化成过程温度,以缩短电池化成时间。
29、优选的,所述第二负压总管上还设有用于检测气压大小的第一压力传感器,所述第一压力传感器位于与旁通调压管道上游端连接处和第一电磁阀之间;
30、所述旁通调压管道上位于减压阀的上游设有用于检测气压大小的第二压力传感器;能够实时进行对压力进行检测,对通过电磁阀对管道内压力进行调节;
31、所述第二负压总管上位于所述第一电磁阀与第一压力传感器之前设有第一负压表;
32、所述旁通调压管道上位于减压阀与第二压力传感器之间设有第二负压表;
33、所述旁通调压管道上位于减压阀与第二负压表之间设有手动操作控制所述旁通调压管道开闭的球阀。
34、当压力传感器不工作或者坏掉时,可以进行人工观测管道内压力,通过球阀进行调节。
35、优选的,负压化成时多个化成槽并排设置,每个化成槽上方对应设有一组第一负压总管、第二负压总管和旁通调压管道,各组的第二负压总管通过同一根负压主管道外接同一个抽负压系统。可实现集成化控制负压化成操作。
36、通过第二负压总管和旁通调压管道的负压化成控制可实现不同工序不同压力,充电化成压力可调,能够确保负压化成酸壶中酸液不气化,同时负压压力能迅速抽走电池内部化成产生热能,以降低电池化成过程温度,以缩短电池化成时间。
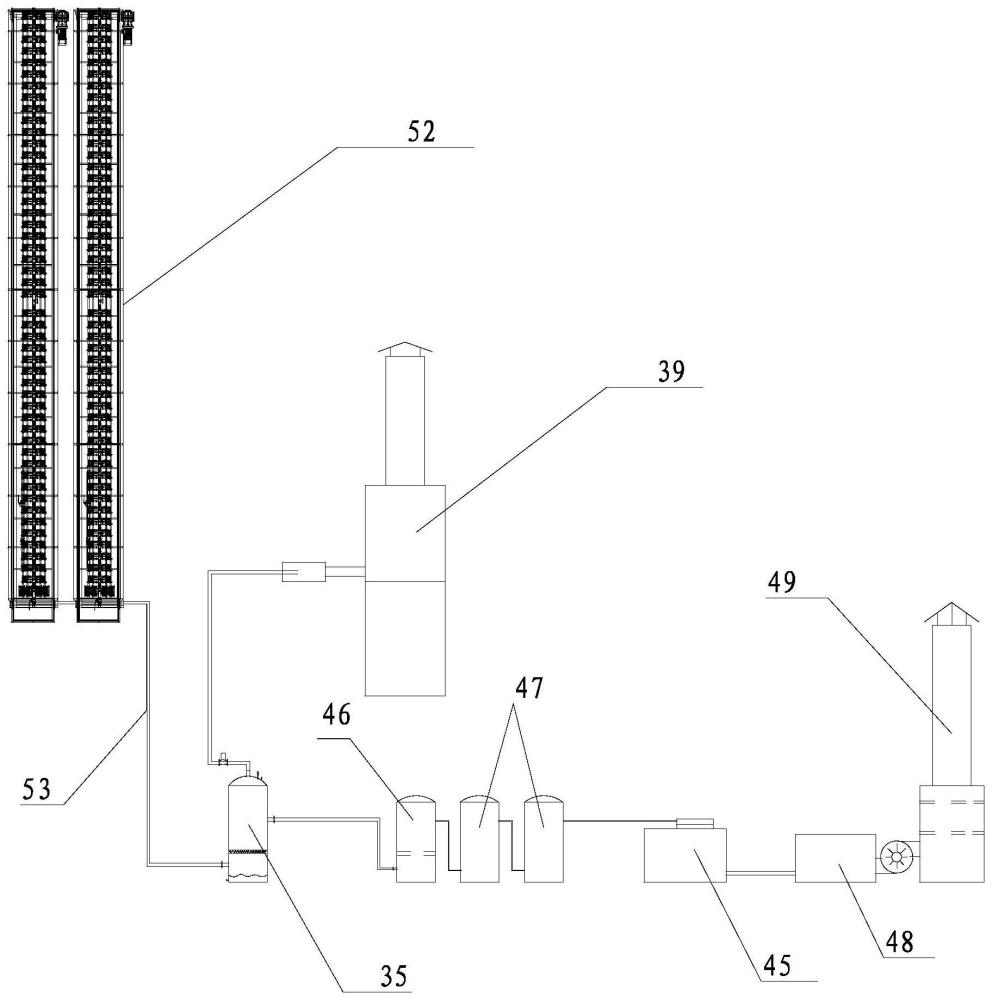
37、所述铅蓄电池用的负压化成系统还包括:
38、分离塔,分为位于底部的酸液区和位于顶部的气体区,所述酸液区和气体区之间通过活性炭层进行分隔,所述负压总管连通所述酸液区且连通位置高于酸液区底部收集的酸液的液面,所述气体区的侧面具有负压出口、顶面具有氢气出口,所述气体区的顶部还设有用于检测氢气浓度的氢气浓度检测传感器;
39、负压泵,通过抽负压管路连接所述负压出口,用于对分离塔内抽负压;
40、氢气排放塔,通过排氢管道连接所述氢气出口,所述排氢管道上设有控制排氢管道开闭的电磁阀。
41、在生产时负压连续缓存,分离塔顶部设有氢气浓度检测仪,气体区顶部氢气密度达到设定值,顶部排放口电磁阀打开,分离塔内部氢气排出,电磁阀关闭。若分离塔内部氢气密度高于设定值,电磁阀未打开,分离塔顶部报警灯发亮,提醒人工处理。确保电池真空化成过程安全稳定。
42、优选的,所述酸液区的底部设有酸液排放出口。将液化的酸液能够定期排放回收利用。
43、优选的,所述分离塔的气体区顶部为内径从下往上逐渐减小的圆弧顶或尖顶,所述氢气出口设于气体区的最高处。根据氢气气体密度较轻的原理进行设置。
44、其中,所述分离塔的顶面外侧还设有氢气报警器,当所述氢气浓度检测传感器检测到氢气浓度超过上限时,所述氢气报警器发出警报;
45、所述抽负压管路上设有酸水分离罐,酸水分离罐与负压泵之间设有负压储存罐;
46、所述负压泵的出气口连接有酸雾箱,酸雾箱的下游设有酸雾处理塔,所述酸雾箱与酸雾处理塔之间通过风机连接并驱动酸雾从酸雾箱进入到酸雾处理塔。系统方案的设计生产安全第一,系统方案设计单独的氢气分离集中排放系统,确保系统安全运行的稳定性。
47、本发明新型真空化成系统技术优势:
48、1.取消加酸工序。(取消加酸机达到节能降耗,减员增效)
49、2.取消冷却水槽。(加酸后电池冷却水槽,节能降耗)
50、3.取消人工抽酸工序。(减员增效)
51、4.杜绝加酸后电池输送入充电水槽电池内部温度过高现象,提升电池质量。(新型真空化成系统电池入充电水槽后自动加酸)
52、5.运用负压降温,充电过程电池温度一致性较好,提升电池质量。(传统充电水槽受循环冷却水流影响,存在温度偏差)
53、6.运用负压降温,缩短电池化成时间。(传统免泡酸电池化成时间为4天,运用负压化成时间为2天,节能降耗)
54、7.生产车间无酸雾排放,实现绿色生产。(生产工况的改善)
55、8.新型真空化成系统为集成化控制,实现生产过程数字化管控。
56、本发明的有益效果:
57、本发明的铅蓄电池用的负压化成系统1)可根据电池化成过程选择不同工序满足电池化成工艺要求。
58、2)负压自动加酸与负压化成工序循环应用,可保证电池内部充分下酸,确保电池化成过程不缺酸。
59、3)自动换酸与负压化成循环应用,可实现电池化成过程自动换酸的功效,降低的化成过程电池内部温度。
60、4)系统设置灵活,可满足电池化成不同工艺技术要求。
本文地址:https://www.jishuxx.com/zhuanli/20240731/178006.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表