一种新能源充电接口端子冲挤压模具及成型工艺的制作方法
- 国知局
- 2024-07-31 18:14:49
本发明涉及新能源充电接口端子的制造领域,具体为一种新能源充电接口端子冲挤压模具及成型工艺。
背景技术:
1、目前,随着新能源技术领域的日益发展,进而随着技术的逐步完善,新能摩托车渐渐出现在大众的视野里,新能源摩托车需要定期为其充电,其工作原理是由插座护套(材料为塑料)和插座端子(母端子)(材料为金属)的组合与插头护套(材料为塑料)和插头端子(公端子)(材料为金属)的组合插接在一起实现电路的连接,实现电路连接的主要部件是插头端子(公端子)和插座端子(母端子)。
2、经检索,发明专利公告号为cn 210940169 u提出该实用新型公开了一种摩托车新能源充电接头公母端子模具,属于端子模具技术领域,一种摩托车新能源充电接头公母端子模具,包括注塑机,注塑机包括注塑机构、液压驱动机构、定模板和动模板,且动模板与液压驱动机构连接,定模板包括一对公端子定模和一对母端子定模,公端子定模上开凿有公端子型槽,母端子定模开凿有与公端子型槽相匹配的母端子型槽,公端子定模和母端子定模上均开凿有一对锯齿形密封槽,且一对锯齿形密封槽分别位于公端子型槽和母端子型槽左右两侧,动模板包括一对公端子动模和一对母端子动模,可以实现提高端子模具在注塑时的密封性和精密度,提高注塑质量,成型后不易出现充电时的电流不稳定。
3、现有生产技术主要采用数控加工中心和数控雕刻机来制作完成,技术的缺点主要体现在材料利用率低,主要靠机加工切削完成,所以材料利用率只有30%左右,生产效率低,能耗高,不能进行大批量生产,成本居高不下。
技术实现思路
1、本发明的目的在于提供一种新能源充电接口端子冲挤压模具及成型工艺,解决了背景技术中所提出成本居高不下的问题。
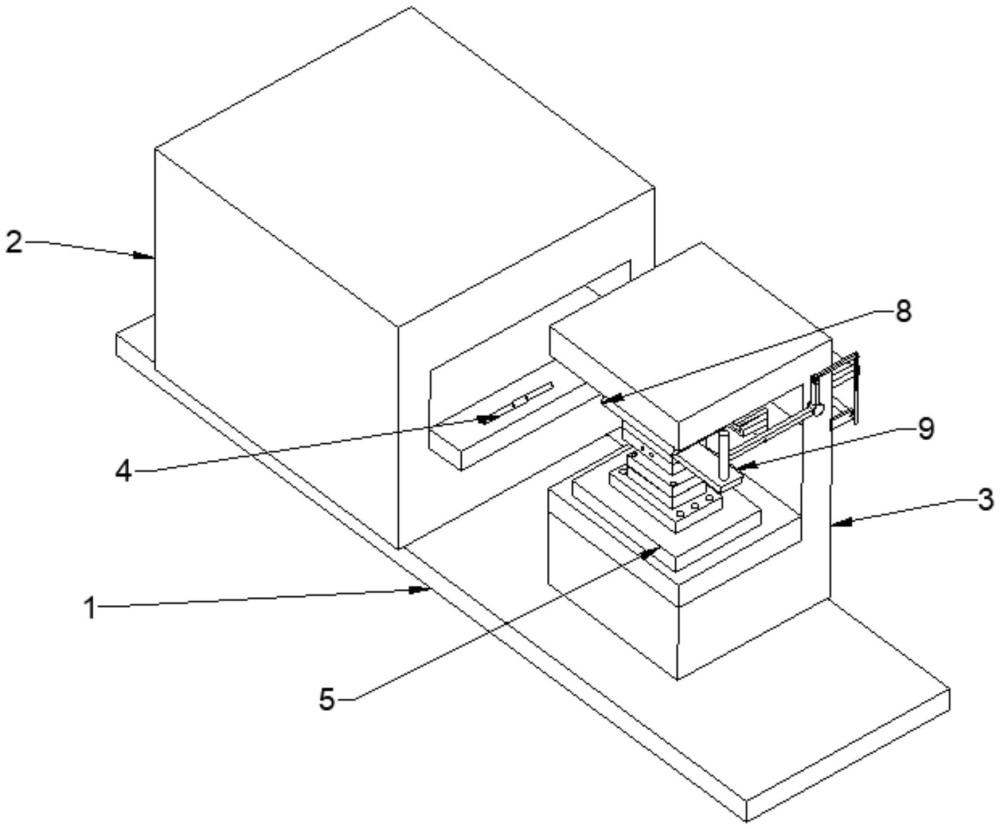
2、本技术实施例提供了一种新能源充电接口端子冲挤压模具,包括主体,所述主体的表面上端固定连接有冷镦成型设备,所述冷镦成型设备的内部右端设置有毛坯件,所述主体的表面上端固定连接有加工装置,所述加工装置的内部下端固定连接有大底板,所述大底板的表面上端固定连接有加硬底板,所述加硬底板的表面上端固定连接有下模固定板,所述下模固定板的表面上端固定连接有模芯,所述加工装置的内部上端固定连接有液压装置,所述液压装置的表面下端固定连接有顶板,所述顶板的表面下端固定连接有加硬顶板,所述加硬顶板的表面下端固定连接有冲棒固定板,所述顶板的表侧右端固定连接有连接板,所述移动板的表面上端设置有挤压产品。
3、通过采用上述技术方案,将材料放入冷镦成型设备上进行初次加工,加工后的毛坯件放入模芯位置,继而驱动液压装置带动顶板、加硬顶板、冲棒固定板对模芯进行加工,下降液压装置带动连接板进行下降,连接板下降带动转动装置进行转动,转动转动装置带动第二连接杆进行转动,第二连接杆带动第三连接杆、第四连接杆向前进行移动,向前移动第四连接杆带动转动柱进行转动,转动柱经固定板进行转动,转动转动柱带动转动套筒、转动板进行逆时针转动90度,转动转动板带动推动板、移动板向后进行移动,当加工好,液压装置向上进行收起,带动转动板进行顺时针转动90度,使得移动板向前进行移动,移动到冲棒固定板位置,加工好的挤压产品掉落到移动板,通过液压装置继而向上升降,移动板移动带动挤压产品出去。
4、可选的,所述连接板的表面上端固定连接有第一连接杆,所述第一连接杆的表侧后端固定连接有转动装置,所述转动装置的表面上端固定连接有第二连接杆,所述第二连接杆的表面上端固定连接有第一转动座,所述第一转动座的表侧后端转动连接有第三连接杆,所述第三连接杆的表侧后端固定连接有第二转动座,所述第二转动座的表面下端转动连接有第四连接杆,所述第四连接杆的表面下端固定连接有转动柱,所述转动柱的表面上端固定连接有转动套筒,所述转动套筒的表侧右端固定连接有转动板,所述转动板的内部下端转动连接有推动板,所述推动板的表侧左端固定连接有固定装置,所述固定装置的表面下端固定连接有移动板,所述移动板的表面下端滑动连接有滑动装置。
5、通过采用上述技术方案,保障对加工好的零件进行输送,保障整体的实用性。
6、可选的,所述移动板的表侧两端设置有多组滑动轮。
7、通过采用上述技术方案,便于零件进行移动,加强整体的实用性。
8、可选的,所述转动板的内部下端开设有长槽。
9、通过采用上述技术方案,保障零件进行转动。
10、可选的,所述移动板的表面上端设置有滑动层。
11、通过采用上述技术方案,便于零件进行移动。
12、可选的,所述固定板的数量均匀两组,两组所述固定板以转动柱分布中心相互环绕。
13、通过采用上述技术方案,保障零件进行转动,加强零件使用性。
14、可选的,所述滑动装置的内部上端开设有两组滑槽。
15、通过采用上述技术方案,便于零件进行移动。
16、可选的,所述转动套筒的内部上端开设有固定槽,所述转动套筒的固定槽尺寸与转动柱尺寸相适配。
17、通过采用上述技术方案,保障零件与零件进行固定,加强整体的连接性。
18、可选的,所述加工装置的表侧后端开设有出料槽。
19、通过采用上述技术方案,保障对挤压产品进行传送。
20、本技术实施例提供了一种新能源充电接口端子冲挤压模具成型工艺s1:将材料放入冷镦成型设备上进行初次加工,加工后的毛坯件放入模芯位置,继而驱动液压装置带动顶板、加硬顶板、冲棒固定板对模芯进行加工,下降液压装置带动连接板进行下降,连接板下降带动转动装置进行转动,转动转动装置带动第二连接杆进行转动,第二连接杆带动第三连接杆、第四连接杆向前进行移动,向前移动第四连接杆带动转动柱进行转动,转动柱经固定板进行转动,转动转动柱带动转动套筒、转动板进行逆时针转动90度,转动转动板带动推动板、移动板向后进行移动,当加工好,加强整体的实用性,将材料进行加工呈毛坯件,保障对材料使用率较高。
21、本技术实施例提供了一种新能源充电接口端子冲挤压模具成型工艺s2:液压装置向上进行收起,带动转动板进行顺时针转动90度,使得移动板向前进行移动,移动到冲棒固定板位置,加工好的挤压产品掉落到移动板,通过液压装置继而向上升降,移动板移动带动挤压产品出去,对挤压成品的零件进取出。
22、与现有技术相比,本技术技术方案的有益效果如下:
23、本技术技术方案通过将材料放入冷镦成型设备上进行初次加工,加工后的毛坯件放入模芯位置,继而驱动液压装置带动顶板、加硬顶板、冲棒固定板对模芯进行加工,下降液压装置带动连接板进行下降,连接板下降带动转动装置进行转动,转动转动装置带动第二连接杆进行转动,第二连接杆带动第三连接杆、第四连接杆向前进行移动,向前移动第四连接杆带动转动柱进行转动,转动柱经固定板进行转动,转动转动柱带动转动套筒、转动板进行逆时针转动90度,转动转动板带动推动板、移动板向后进行移动,当加工好,液压装置向上进行收起,带动转动板进行顺时针转动90度,使得移动板向前进行移动,移动到冲棒固定板位置,加工好的挤压产品掉落到移动板,通过液压装置继而向上升降,移动板移动带动挤压产品出去。
24、通过冷镦和机加工做出的胚料,不仅能解决材料的利用率低的问题,还能解决切削量过大生产效率太低的问题,更确保了后面成型工序的用材精度问题。
25、本产品的生产技术难点在外形结构的设计上,一般情况下只能用加工中心或数控铣等切削方法解决,问题是材料利用率低,功效低难以大批量生产,我的冲挤压工艺很好的解决了以上问题。
26、本产品还存在加工面多,公差小要求高等特点,本工艺采用精挤工艺技术,提高了精度和效率。
本文地址:https://www.jishuxx.com/zhuanli/20240731/178462.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种高频用电极的制作方法
下一篇
返回列表