手持式自动压线帽钳头结构的制作方法
- 国知局
- 2024-07-31 18:32:44
本技术涉及压线钳,具体为手持式自动压线帽钳头结构。
背景技术:
1、压线钳是用来压制线端子的一种工具。常见的电话线接头和电线接头都是用压线钳压制而成的。
2、目前,多数压线钳的使用基本步骤为:
3、第一步:我们首先利用压线钳的剪线刀口剪裁出计划需要使用到的双绞线长度。
4、第二步:我们需要把双绞线的灰色保护层剥掉,可以利用到压线钳的剪线刀口将线头剪齐,再将线头放入剥线专用的刀口,稍微用力握紧压线钳慢慢旋转,让刀口划开双绞线的保护胶皮。
5、第三步:我们需要把每对都是相互缠绕在一起的线缆逐一解开。解开后则根据需要接线的规则把几组线缆依次地排列好并理顺,排列的时候应该注意尽量避免线路的缠绕和重叠。
6、第四步:我们把线缆依次排列好并理顺压直之后,应该细心检查一遍,之后利压线钳的剪线刀口把线缆顶部裁剪整齐,需要注意的是裁剪的时候应该是水平方向插入,否则线缆长度不一会影响到线缆线帽的正常接触。
7、第五步:我们需要做的就是把整理好的线缆插入钳头的线帽内。
8、第六步:当然就是压线了,确认无误之后就可以把缠绕好的线插入压线钳的线帽内压线了,把线插入后,用力握紧线钳,这样一压的过程使得线全部压入线帽内,受力之后听到轻微的“啪”一声即可。
9、但是,上述第六步中线帽的放置通常是人工手工送料,不能实现线帽的自动化送料。鉴于此,我们提出了手持式自动压线帽钳头结构。
技术实现思路
1、为了弥补以上压线钳的使用中线帽不能实现自动化送料的不足,本实用新型提供了手持式自动压线帽钳头结构。
2、本实用新型的技术方案是:
3、手持式自动压线帽钳头结构,包括压线钳,所述压线钳末端的钳头外围安装有线帽自动上料组件;
4、所述线帽自动上料组件包括输料管接头和线帽定位牵引部。
5、优选的,所述输料管接头由动力源的往复性推动,可以在预设路径上进行往复性移动,用于定点输送所述输料管接头中的若干个线帽帽体。
6、优选的,所述线帽定位牵引部包括线帽右挡板和线帽左挡板,所述线帽左挡板上设有大圆锥孔,所述线帽右挡板上设有小圆孔。
7、优选的,所述大圆锥孔、所述小圆孔和所述钳头中的压线槽处于同一直线,所述小圆孔的一侧连通有真空气管接头,所述真空气管接头安装于所述线帽右挡板上。
8、优选的,所述线帽右挡板和所述线帽左挡板之间连接有固定块,所述固定块安装于所述压线钳的末端。
9、优选的,所述动力源包括气缸,所述气缸安装于所述固定块上。
10、优选的,所述输料管接头安装于所述气缸中活塞杆的末端。
11、优选的,所述输料管接头的首端连接有线帽储存管。
12、与现有技术相比,本实用新型的有益效果是:
13、本实用新型首先通过气缸中的活塞杆往复性推动,可以在预设路径上进行往复性移动,用于定点输送输料管接头中的若干个线帽帽体,然后,依靠真空发生器抽取空气,产生吸力,并依次经过小圆孔、钳头中的压线槽、大圆锥孔的吸力传递,向输料管接头的末端进行抽气,吸取输料管接头末端内的线帽帽体,即可完成线帽帽体的自动化送料,实现了线帽帽体的自动补料到输料管接头末端,便于下一次的线帽帽体的自动化送料。
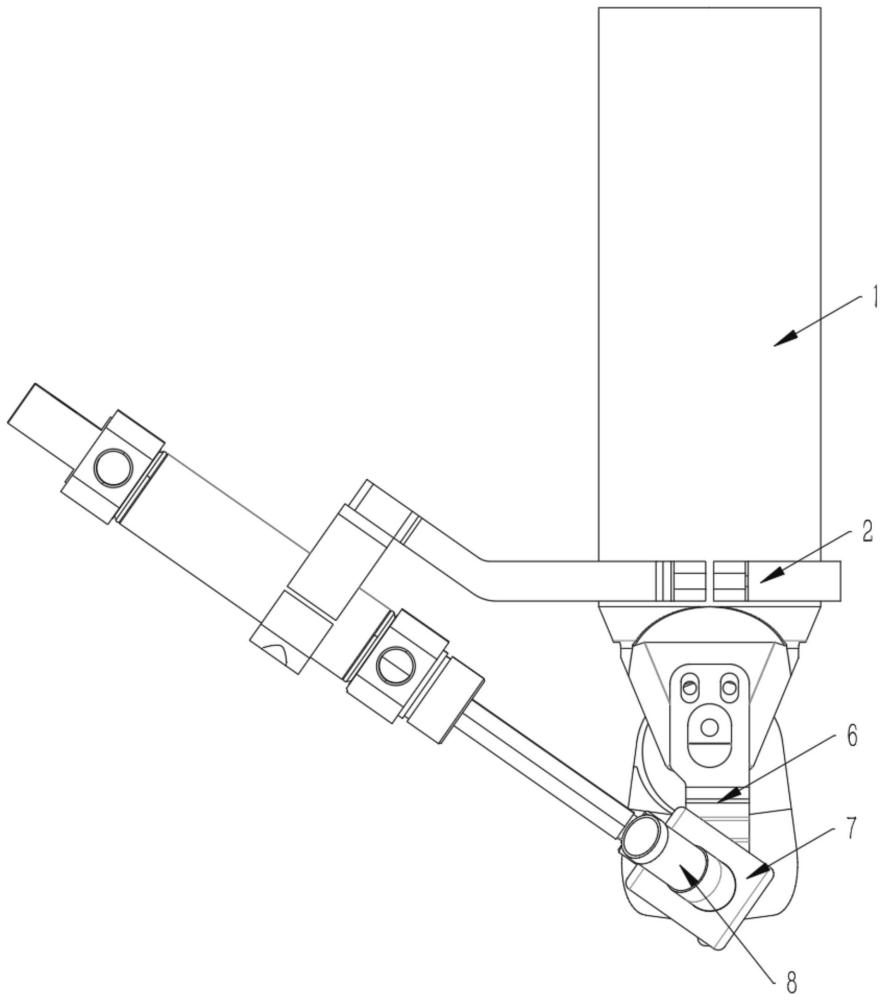
技术特征:1.手持式自动压线帽钳头结构,包括压线钳(1),其特征在于:所述压线钳(1)末端的钳头外围安装有线帽自动上料组件;
2.如权利要求1所述的手持式自动压线帽钳头结构,其特征在于:所述输料管接头(8)由动力源的往复性推动,可以在预设路径上进行往复性移动,用于定点输送所述输料管接头(8)中的若干个线帽帽体(5)。
3.如权利要求2所述的手持式自动压线帽钳头结构,其特征在于:所述线帽定位牵引部包括线帽右挡板(3)和线帽左挡板(6),所述线帽左挡板(6)上设有大圆锥孔,所述线帽右挡板(3)上设有小圆孔。
4.如权利要求3所述的手持式自动压线帽钳头结构,其特征在于:所述大圆锥孔、所述小圆孔和所述钳头中的压线槽处于同一直线,所述小圆孔的一侧连通有真空气管接头(4),所述真空气管接头(4)安装于所述线帽右挡板(3)上。
5.如权利要求4所述的手持式自动压线帽钳头结构,其特征在于:所述线帽右挡板(3)和所述线帽左挡板(6)之间连接有固定块(2),所述线帽右挡板(3)和所述线帽左挡板(6)安装于压线钳(1)上。
6.如权利要求5所述的手持式自动压线帽钳头结构,其特征在于:所述动力源包括气缸(7),所述气缸(7)安装于所述固定块(2)上。
7.如权利要求6所述的手持式自动压线帽钳头结构,其特征在于:所述输料管接头(8)安装于所述气缸(7)中活塞杆的末端。
8.如权利要求7所述的手持式自动压线帽钳头结构,其特征在于:所述输料管接头(8)的首端连接有线帽储存管。
技术总结本技术涉及压线钳技术领域,具体为手持式自动压线帽钳头结构,包括压线钳,所述压线钳末端的钳头外围安装有线帽自动上料组件,所述线帽自动上料组件包括输料管接头和线帽定位牵引部;本技术首先通过气缸中的活塞杆往复性推动,可以在预设路径上进行往复性移动,用于定点输送输料管接头中的若干个线帽帽体,然后,依靠真空发生器抽取空气,产生吸力,向输料管接头的末端进行抽气,吸取输料管接头末端内的线帽帽体,即可完成线帽帽体的自动化送料。技术研发人员:李建伟,郭来玉受保护的技术使用者:深圳市壹和鑫自动化科技有限公司技术研发日:20231106技术公布日:2024/7/25本文地址:https://www.jishuxx.com/zhuanli/20240731/179637.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表