排线加工装置的制作方法
- 国知局
- 2024-07-31 18:33:00
本技术涉及,具体涉及一种排线加工装置。
背景技术:
1、由于汽车电子行业越来越趋向于控制器的集成化和整车的轻量化要求,对于整车的线束布置也提出了越来越高的要求,特别是在一些厚度空间狭小的区域,例如顶棚、门内饰板或者电池仓等内部的走线对线束捆扎后的厚度尺寸提出了非常苛刻的区域,这个时候应用排线的方式将能够较好的解决这个问题。传统的排线加工装置开启或关闭的时机人工控制,在没有排线通过的情况下如果开启排线加工装置或不能及时关闭排线加工装置容易发生危险,使用不方便。
技术实现思路
1、为了解决上述技术问题,本公开提供了一种排线加工装置
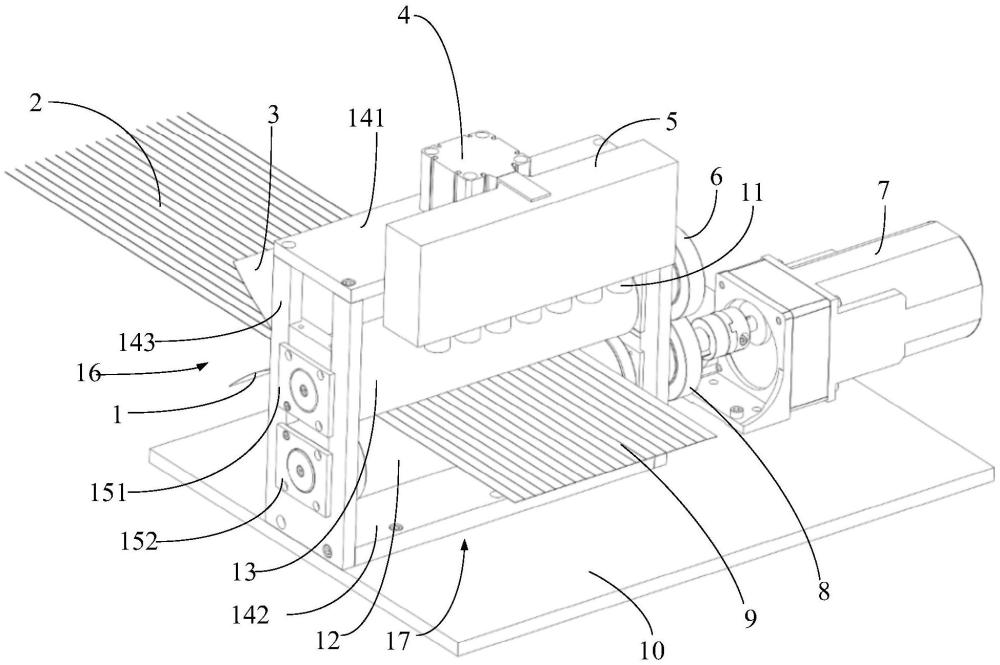
2、本公开提供了一种排线加工装置,包括:
3、压合机构,所述压合机构包括机架和设置于所述机架的压合单元,所述压合单元的两侧分别设有进线工位和出线工位,以使排线依次通过所述进线工位、所述压合单元和所述出线工位;
4、激光发射器,所述激光发射器设置于所述机架,所述激光发射器与所述出线工位相对设置;
5、检测件,设置于所述机架或设置于所述激光发射器,所述检测件与所述出线工位相对设置,用于检测是否存在所述排线,并将检测到的信息传递给控制器;
6、控制器,分别与所述检测件、所述压合单元和所述激光发射器通信连接,用于根据所述检测件发送的检测信号控制所述压合单元启闭和所述激光发射器。
7、进一步的,所述检测件为光电传感器,所述光电传感器用于检测是否存在排线阻断光轴,并将检测到的是否存在排线阻断光轴的信息传递给控制器,所述控制器根据所述光电传感器发送的检测信号控制所述压合单元和所述激光发射器。
8、进一步的,所述机架包括底板、顶板、第一立柱和第二立柱,所述第一立柱和所述第二立柱间隔设置,所述第一立柱和所述第二立柱的顶部均与所述顶板连接,所述第一立柱和所述第二立柱的底部均与所述底板连接;
9、所述激光发射器设置于所述顶板;
10、所述检测件设置于所述激光发射器或所述顶板或所述底板。
11、进一步的,所述压合单元包括第一压辊和第二压辊;
12、所述第一压辊和所述第二压辊的轴向平行设置,所述第一压辊和所述第二压辊之间设有可供所述排线通过的间隙;
13、所述第一压辊和所述第二压辊均可转动的设置于所述第一立柱和所述第二立柱;
14、所述第一压辊和所述第二压辊之间的间隙可调节。
15、进一步的,所述检测件包括多个第一光电传感器,所述多个第一光电传感器设置于所述激光发射器,所述第一光电传感器与所述激光发射器通信连接,多个所述第一光电传感器沿所述第一压辊的轴向间隔设置。
16、进一步的,所述检测件包括多个第二光电传感器,所述多个第二光电传感器设置于所述底板,所述第二光电传感器与所述激光发射器通信连接,多个所述第二光电传感器沿所述第一压辊的轴向间隔设置;
17、所述第一光电传感器与所述第二光电传感器错位设置。
18、进一步的,所述压合单元还包括驱动件,所述驱动件分别与所述第一压辊和所述控制器连接,所述控制器用于根据所述检测件发送的检测信号控制所述第一压辊。
19、进一步的,所述第一压辊设置于第一压辊轴,所述第二压辊设置于第二压辊轴;
20、所述第一压辊轴的两端分别设置于第一立柱和第二立柱,所述第二压辊轴的两端分别设置于所述第一立柱和第二立柱;
21、所述第一压辊轴与所述第二压辊轴中的至少一个在所述第一立柱和第二立柱上的位置可调节。
22、进一步的,所述第一立柱和所述第二立柱上均沿高度方向开设有第一滑槽,所述第一压辊轴和/或所述第二压辊轴滑动设置在所述第一滑槽上,所述第一压辊轴和/或所述第二压辊轴的两端的轴心位置安装有第一锁紧螺栓,所述第一锁紧螺栓穿过所述第一滑槽,并用于锁止或解锁所述第一压辊轴与所述第一滑槽,和/或用于锁止或解锁所述第二压辊轴与所述第一滑槽。
23、进一步的,所述第一立柱设有第一轴承座和第二轴承座,所述第一轴承座和所述第二轴承座上下设置,所述第一轴承座和所述第二轴承座分别与所述第一立柱通过第一紧固件连接;
24、所述第二立柱设有第三轴承座盒第四轴承座,所述第三轴承座和所述第四轴承座上下设置,所述第三轴承座和所述第四轴承座分别与所述第二立柱通过第二紧固件连接;
25、所述第一压辊轴向的两端分别与第二轴承座和第四轴承座连接;
26、所述第二压辊轴向的两端分别与第一轴承座和第三轴承座连接。
27、进一步的,所述驱动件包括驱动部、主动齿轮和从动齿轮;
28、所述主动齿轮与所述驱动部的输出轴连接;
29、从动齿轮与所述主动齿轮啮合;
30、所述主动齿轮和所述从动齿轮的中心距可调节。
31、进一步的,所述第一立柱和所述第二立柱上均沿高度方向开设有第二滑槽,所述第一压辊和/或所述第二压辊滑动设置在所述第二滑槽上,所述第一压辊和/或所述第二压辊的两端的轴心位置安装有第二锁紧螺栓,所述第二锁紧螺栓穿过所述第二滑槽,并用于锁止或解锁所述第一压辊与所述第二滑槽,和/或用于锁止或解锁所述第二压辊与所述第二滑槽;所述主动齿轮与所述第一压辊同轴传动连接,所述从动齿轮与所述第二压辊同轴传动连接。
32、进一步的,还包括角位移传感器,所述角位移传感器与所述控制器通信连接;
33、所述角位移传感器设置于所述第一压辊,用于检测所述第一压辊转过的角度信息,并将检测到的角度信息传递给控制器,所述控制器用于根据所述角度信息控制所述压合单元启闭和所述激光发射器;
34、或,所述角位移传感器设置于所述驱动件,用于检测所述驱动件的输出轴转过的角度信息,并将检测到的角度信息传递给控制器,所述控制器用于根据所述角度信息控制所述压合单元启闭和所述激光发射器。
35、进一步的,所述激光发射器包括多个激光发射头,所述多个激光发射头沿所述排线的宽度方向依次设置,多个所述激光发射头均与所述控制器通信连接。
36、本公开实施例提供的技术方案与现有技术相比具有如下优点:
37、本公开实施例提供的排线加工装置包括压合机构、检测件、激光发射器和控制器。压合机构,用于将排线压合,所述压合机构包括机架和设置于所述机架的压合单元,所述压合单元的两侧分别设有进线工位和出线工位,以使排线依次通过所述进线工位、所述压合单元和所述出线工位。所述激光发射器设置于所述机架,用于焊接排线,所述激光发射器与所述出线工位相对设置;检测件设置于所述机架或设置于所述激光发射器,所述检测件与所述出线工位相对设置,用于检测是否存在所述排线,并将检测到的信息传递给控制器;控制器分别与所述检测件、所述压合单元和所述激光发射器通信连接,用于根据所述检测件发送的检测信号控制所述压合单元启闭和所述激光发射器。通过检测件检测排线,可以控制压合单元和激光发射器开启与关闭,从而可以随排线加工装置进行控制,在没有排线通过的情况下避免开启排线加工装置或及时关闭排线加工装置,减少危险情况发生的概率,使用方便。本公开实施例通过检测件检测是否存在排线,并且控制器根据是否存在排线去控制压合单元开启与关闭与激光发射器的启闭,可以对排线焊接加工装置的启闭进行控制,使用方便。
本文地址:https://www.jishuxx.com/zhuanli/20240731/179649.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种滤波磁芯的制作方法
下一篇
返回列表