一种包覆3Dmesh和皮革的发泡仪表板及其制造工艺的制作方法
- 国知局
- 2024-08-02 13:24:49
本发明涉及汽车内饰领域,具体涉及一种包覆3d mesh和皮革的发泡仪表板及其制造工艺。
背景技术:
1、汽车乘客舱是汽车与乘员交互频繁的地方,乘员从视觉、听觉、触觉和嗅觉等方面与乘客舱中内饰件交互,汽车仪表板一般分为硬质仪表板和软质仪表板,采用具有软触感的软质仪表板的需求越来越多。目前,汽车内饰主流工艺路线包括:搪塑(或pu喷涂)发泡、阴模成型、手工包覆,其中手工包覆是主流的发展趋势。发泡仪表板是软质仪表板的制造工艺中的一种,如附图1所示,该工艺是在仪表板的塑料骨架和表皮之间填充聚氨酯发泡料而形成一种三明治的结构。豪华车型为与中低端车型档次差距拉开,但其低配仍为搪塑(或pu喷涂)发泡结构,由于内饰零件的表层材料结构及表面处理技术,导致用户直观感觉,影响了对汽车品质高低判断。
2、文献(cn 112606689 a)公开了一种仪表板搪塑发泡密封结构,包括仪表板本体骨架、搪塑表皮和发泡层,其特征在于:所述发泡层所在的发泡区域采用闭模发泡并配置有发泡料浇注口,在所述仪表板本体骨架与搪塑表皮的前端区域设有第一软密封结构;在所述仪表板本体骨架与搪塑表皮的后端区域设有第一硬密封结构。该仪表板搪塑发泡密封结构仍然不能满足豪华车型需求。
3、文献(cn201710243867)公开了一套专属高配的搪塑或(pu喷涂)模具、发泡模具,通过模塑直接形成3d mesh和皮革定位槽。这种方法投资巨大,且由于高配车型的占比极低(一般低于5%),经济性很差;而且,如果要更改或优化3d mesh和皮革的尺寸与定位,就必须重开模具。
技术实现思路
1、本发明针对现有技术存在的问题,构思了一种包覆3d mesh和皮革的发泡仪表板及其制造工艺,在发泡仪表板基础上继续包覆3d mesh和皮革,3d mesh层提供优良触感、皮革层提供豪华外观,增加镶块系统,降低项目投资,实现高低配模具共用。
2、实现本发明采用的技术方案之一是:一种包覆3d mesh和皮革的发泡仪表板,它包括:注塑骨架1、泡沫2、搪塑表皮3,其特征是:它还包括:皮革4和3d mesh5,在所述搪塑表皮3上依次设置3d mesh定位槽6和皮革定位槽7,在所述3d mesh定位槽6内设置3d mesh5,所述的3d mesh5与泡沫2胶接,所述的3d mesh5上表面与搪塑表皮3上表面重合,在所述搪塑表皮3上表面上设置皮革4,所述皮革4的接头汇入皮革定位槽7,所述的皮革4与泡沫2胶接。
3、进一步,所述的皮革4为真皮或人造革。
4、进一步,所述的真皮为黄牛皮。
5、进一步,所述的人造革以织物为底基,涂覆合成树脂及各种塑料添加制成。
6、进一步,所述的3d mesh5为三维网格织物。
7、进一步,所述的3d mesh5与泡沫2胶接,采用胶水为溶剂胶、水性胶或热熔胶。
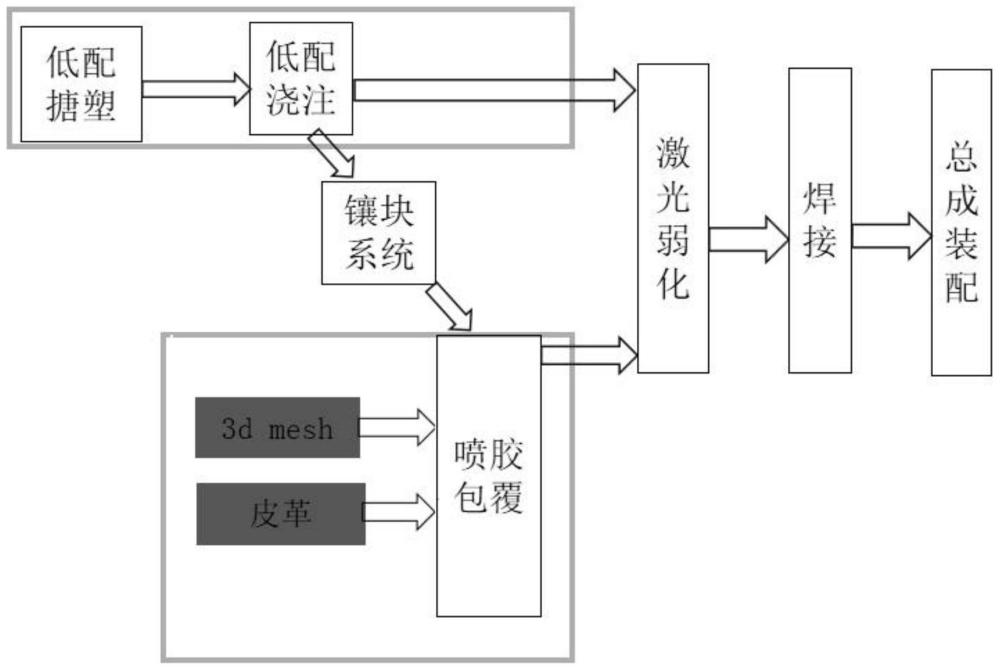
8、实现本发明采用的技术方案之二是:一种包覆3d mesh和皮革的发泡仪表板制造工艺,其特征是,它包括以下步骤:
9、1)在发泡仪表板下模具9上表面设置电磁铁8,所述的电磁铁8上表面与发泡仪表板下模具9上表面重合,组装发泡仪表板下模具9与发泡仪表板上模具10,在所述发泡仪表板下模具9的上表面设置搪塑表皮3,在所述的发泡仪表板上模具10的下表面设置注塑骨架1,在所述搪塑表皮3上表面设置镶块13,所述的镶块13与电磁铁8吸合,然后将发泡2注入搪塑表皮3与注塑骨架1间,形成包覆3d mesh和皮革的发泡仪表板坯件;
10、2)将所述包覆3d mesh和皮革的发泡仪表板坯件从发泡仪表板下模具9、发泡仪表板上模具10中取出,将所述的包覆3d mesh和皮革的发泡仪表板坯件装夹在铣削模具11上,铣削机器人依次从工具库中抓取切割铣刀、弱化铣刀、皮革定位槽铣刀和镶块超声波刀,分别进行切边、定位点更改、弱化,用吸盘或强磁把镶块13从包覆3d mesh和皮革的发泡仪表板坯件中取出,铣削3d mesh定位槽6,皮革定位槽7;
11、3)将加工后的所述包覆3d mesh和皮革的发泡仪表板坯件从铣削模具11卸下,将3d mesh5和皮革4使用胶水分别粘贴到3d mesh定位槽6和皮革定位槽7,完成种包覆3dmesh和皮革的发泡仪表板制造。
12、进一步,在步骤1)中,所述的镶块13外面包覆不沾涂层,所述的不沾涂层材料为特氟龙、有机硅树脂或氟硅树脂。
13、进一步,在步骤2)中,所述的镶块13进行清洁、刷脱模剂、风干。
14、实现本发明一种包覆3d mesh和皮革的发泡仪表板及其制造工艺的有益效果体现在:
15、一种包覆3d mesh和皮革的发泡仪表板及其制造工艺,通过发泡仪表板上3d mesh定位槽和皮革定位槽,包覆3d mesh和皮革,3d mesh层提供优良触感,皮革层提供豪华外观,形成“四层”或“五层”复合结构,提高汽车品质,满足豪华车型需求;采用镶块系统制造工艺技术,大大降低模具投资和新产品开发周期,更改或优化皮革与3d mesh的尺寸和定位,只需更改镶块的尺寸和位置、铣削皮革线槽的位置,切换过程灵活、稳定、快速,而无需重开模具。
技术特征:1.一种包覆3d mesh和皮革的发泡仪表板,它包括:注塑骨架(1)、泡沫(2)、搪塑表皮(3),其特征是:它还包括:皮革(4)和3d mesh(5),在所述搪塑表皮(3)上依次设置3d mesh定位槽(6)和皮革定位槽(7),在所述3d mesh定位槽(6)内设置3d mesh(5),所述的3d mesh(5)与泡沫(2)胶接,所述的3d mesh(5)上表面与搪塑表皮(3)上表面重合,在所述搪塑表皮(3)上表面上设置皮革(4),所述皮革(4)的接头汇入皮革定位槽(7),所述的皮革(4)与泡沫(2)胶接。
2.根据权利要求1所述的一种包覆3d mesh和皮革的发泡仪表板,其特征是,所述的皮革(4)为真皮或人造革。
3.根据权利要求2所述的一种包覆3d mesh和皮革的发泡仪表板,其特征是,所述的真皮为黄牛皮。
4.根据权利要求2所述的一种包覆3d mesh和皮革的发泡仪表板,其特征是,所述的人造革以织物为底基,涂覆合成树脂及各种塑料添加制成。
5.根据权利要求1所述的一种包覆3d mesh和皮革的发泡仪表板,其特征是,所述的3dmesh(5)为三维网格织物。
6.根据权利要求1所述的一种包覆3d mesh和皮革的发泡仪表板,其特征是,所述的3dmesh(5)与泡沫(2)胶接,采用胶水为溶剂胶、水性胶或热熔胶。
7.一种包覆3d mesh和皮革的发泡仪表板制造工艺,其特征是,它包括以下步骤:
8.根据权利要求7所述的一种包覆3d mesh和皮革的发泡仪表板制造工艺,其特征是,在步骤1)中,所述的镶块(13)外面包覆不沾涂层,所述的不沾涂层材料为特氟龙、有机硅树脂或氟硅树脂。
9.根据权利要求7所述的一种包覆3d mesh和皮革的发泡仪表板制造工艺,其特征是,在步骤2)中,所述的镶块(13)进行清洁、刷脱模剂、风干。
技术总结本发明公开了一种包覆3D mesh和皮革的发泡仪表板及其制造工艺,涉及汽车内饰领域,通过发泡仪表板上3D mesh定位槽和皮革定位槽,包覆3D mesh和皮革,3d mesh层提供优良触感,皮革层提供豪华外观,形成“四层”或“五层”复合结构,提高汽车品质,满足豪华车型需求;采用镶块系统制造工艺技术,大大降低模具投资和新产品开发周期,更改或优化皮革与3D mesh的尺寸和定位,只需更改镶块的尺寸和位置、铣削皮革线槽的位置,切换过程灵活、稳定、快速,而无需重开模具。技术研发人员:乔立明,王晓刚,刘洪威,马树健,于思成,张雷,盛任,王迪,耿立刚受保护的技术使用者:长春富维安道拓汽车饰件系统有限公司技术研发日:技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240801/239619.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表