控制棒组件安全管理方法和计算机可读存储介质与流程
- 国知局
- 2024-08-02 12:24:36
本发明涉及核电,尤其涉及一种控制棒组件安全管理方法和计算机可读存储介质。
背景技术:
1、近几年来,国内多个核电厂在役控制棒组件超声和涡流检查时发现控制棒组件的包壳管有非常多的磨损缺陷,通过对磨损缺陷的形状和位置等因素分析,确定这些磨损几乎都是由于堆芯流致振动造成的,长期堆芯流致振动磨损一定概率上会导致控制棒组件包壳管破损甚至断裂,特别是控制棒组件包壳管单点磨穿会造成ag在一回路中裸露,造成严重的不利后果。
2、从理论研究上看,堆芯流致振动对控制棒组件磨损的影响规律无法通过理论分析进行模拟,即使花费极大的代价建立1:1的模型进行长期跟踪分析,也无法模拟堆芯复杂的热工流场状况,因此控制棒堆芯流致振动是当今国内外非常棘手的问题。从工程实践上看,国外相关单位对控制棒流致振动基础性数据公布甚少,国内核电厂对参考的标准来源不清楚,而且目前国内核电厂在这方面的工程实践研究空白。
3、一方面,国内的大型压水堆现没有自主的控制棒组件入堆安全评价方法和标准,例如控制棒组件的更换标准。另一方面,现有技术中,国外存在一些控制棒组件的更换标准,但是对于控制棒组件的安全管理没有技术支撑。这就导致一个问题,对于控制棒组件检查中发现的一些具有较多小磨损缺陷的控制棒组件,虽未达到外国更换标准,但是我们没法评价该具有较多小磨损缺陷的控制棒组件的安全问题;如果将这些具有不确定是否安全的控制棒组件一次性全部更换又不经济且可能没有足够的备件。
技术实现思路
1、本发明要解决的技术问题在于,提供一种控制棒组件安全管理方法和计算机可读存储介质,来对具有磨损缺陷的控制棒组件进行安全评价,确定这些具有磨损缺陷的控制棒组件的更换标准。
2、本发明解决其技术问题所采用的技术方案是:提供一种控制棒组件安全管理方法,其包括以下步骤:
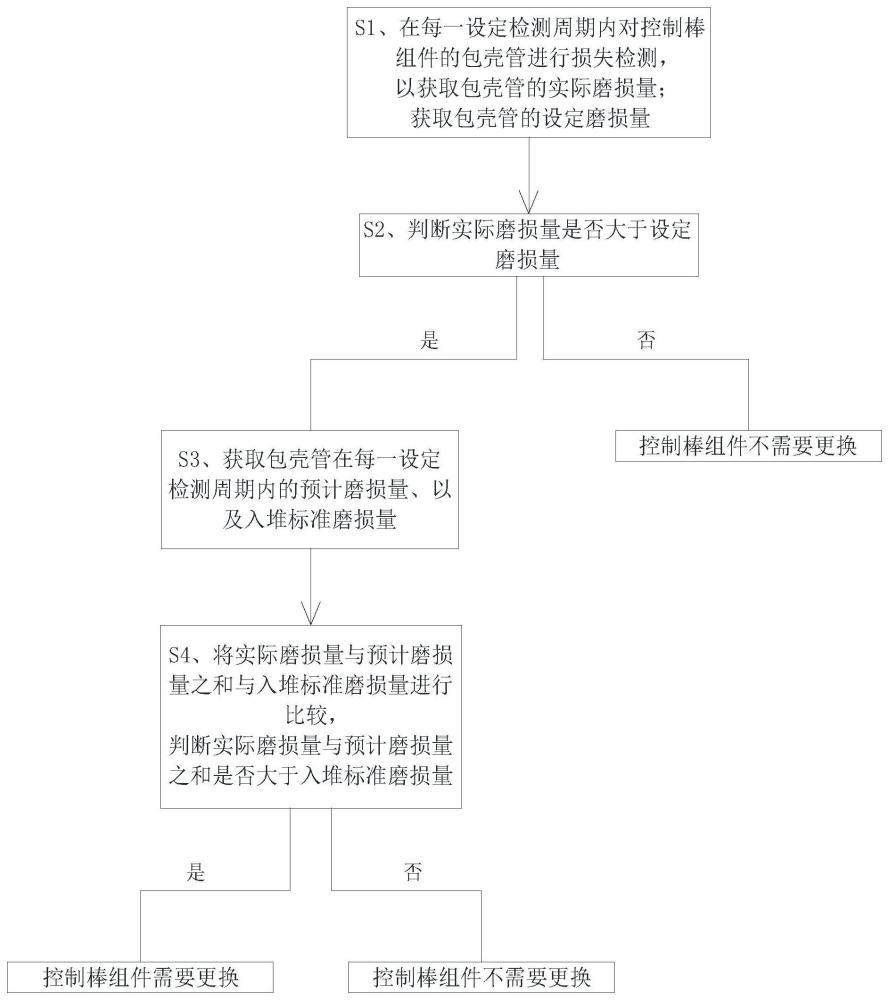
3、s1、在每一设定检测周期内对控制棒组件的包壳管进行损失检测,以获取所述包壳管的实际磨损量;
4、获取所述包壳管的设定磨损量;
5、s2、判断所述实际磨损量是否大于所述设定磨损量;
6、若判断结果为是,则执行步骤s3和s4;
7、若判断结果为否,则判定所述控制棒组件不需要更换;
8、s3、获取所述包壳管在每一所述设定检测周期内的预计磨损量、以及入堆标准磨损量;
9、s4、将所述实际磨损量与所述预计磨损量之和与所述入堆标准磨损量进行比较;
10、判断所述实际磨损量与所述预计磨损量之和是否大于所述入堆标准磨损量;
11、若判断结果为是,则判定所述控制棒组件需要更换;
12、若判断结果为否,则判定所述控制棒组件不需要更换。
13、优选地,所述实际磨损量为实际截面磨损量或实际壁厚磨损量;
14、所述设定磨损量为设定截面磨损量或设定壁厚磨损量;
15、所述入堆标准磨损量为入堆标准截面磨损量或入堆标准壁厚磨损量;
16、所述预计磨损量为预计截面磨损量或预计壁厚磨损量。
17、优选地,所述步骤s2中,所述设定磨损量为设定截面磨损量时,所述实际磨损量为所述实际截面磨损量,并且所述设定截面磨损量为25%;
18、所述设定磨损量为所述设定壁厚磨损量时,所述实际磨损量为所述实际壁厚磨损量,并且所述设定壁厚磨损量为50%。
19、优选地,所述入堆标准磨损量为入堆标准截面磨损量时,所述入堆标准截面磨损量至少根据所述控制棒组件的类型确定,所述控制棒组件的类型包括功率调节棒、停堆安全棒、温度调节棒;
20、所述入堆标准磨损量为入堆标准壁厚磨损量时,所述入堆标准壁厚磨损量根据包壳管允许入堆的最小壁厚标准确定。
21、优选地,所述步骤s3中:所述预计磨损量等于每一所述设定检测周期内所述包壳管的预计磨损速率和一个所述设定检测周期的乘积。
22、优选地,采用多个已有控制棒组件的包壳管的实际磨损速率的平均值作为所述预计磨损速率。
23、优选地,每个所述实际磨损速率为实际截面磨损速率或实际壁厚磨损速率;
24、当每个所述实际磨损速率为所述实际截面磨损速率时,每个所述已有控制棒组件的包壳管的截面磨损量大于或等于10%;
25、当每个所述实际磨损速率为所述实际壁厚磨损速率时,每个所述已有控制棒组件的包壳管的壁厚磨损量大于或等于50%。
26、优选地,所述预计磨损速率为预计截面磨损速率或预计壁厚磨损速率;
27、每个所述预计截面磨损速率为1.57%/年;
28、每个所述预计壁厚磨损速率为6%/年。
29、优选地,每一所述设定检测周期为2.5~3.5年。
30、本发明还提供一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序适于处理器进行加载,以执行以上任一项所述的控制棒组件安全管理方法的步骤。
31、实施本发明至少具有以下有益效果:通过比较控制棒组件的包壳管的实际磨损量与设定磨损量,作出第一次安全评价,来判断控制棒组件是否需要更换。通过包壳管的实际磨损量和预计磨损量之和与入堆标准磨损量相比较,作出第二次安全评价,来判断控制棒组件是否需要更换,也即,通过两次安全评价来控制包壳管单点磨穿的风险。由此确定一套完整的控制棒组件的安全评价和更换标准。这套更换标准至少可以适用于控制棒组件检查中发现的一些具有较多小磨损缺陷的控制棒组件。
技术特征:1.一种控制棒组件安全管理方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的控制棒组件安全管理方法,其特征在于,所述实际磨损量为实际截面磨损量或实际壁厚磨损量;
3.根据权利要求2所述的控制棒组件安全管理方法,其特征在于,所述步骤s2中,所述设定磨损量为设定截面磨损量时,所述实际磨损量为所述实际截面磨损量,并且所述设定截面磨损量为25%;
4.根据权利要求2所述的控制棒组件安全管理方法,其特征在于,所述入堆标准磨损量为入堆标准截面磨损量时,所述入堆标准截面磨损量至少根据所述控制棒组件的类型确定,所述控制棒组件的类型包括功率调节棒、停堆安全棒、温度调节棒;
5.根据权利要求1所述的控制棒组件安全管理方法,其特征在于,所述步骤s3中:所述预计磨损量等于每一所述设定检测周期内所述包壳管的预计磨损速率和一个所述设定检测周期的乘积。
6.根据权利要求5所述的控制棒组件安全管理方法,其特征在于,采用多个已有控制棒组件的包壳管的实际磨损速率的平均值作为所述预计磨损速率。
7.根据权利要求6所述的控制棒组件安全管理方法,其特征在于,每个所述实际磨损速率为实际截面磨损速率或实际壁厚磨损速率;
8.根据权利要求5所述的控制棒组件安全管理方法,其特征在于,所述预计磨损速率为预计截面磨损速率或预计壁厚磨损速率;
9.根据权利要求1至8任一项所述的控制棒组件安全管理方法,其特征在于,每一所述设定检测周期为2.5~3.5年。
10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质存储有计算机程序,所述计算机程序适于处理器进行加载,以执行如权利要求1至9任一项所述的控制棒组件安全管理方法的步骤。
技术总结本发明公开了一种控制棒组件安全管理方法和计算机可读存储介质,控制棒组件安全管理方法包括以下步骤:S1、获取包壳管的实际磨损量、设定磨损量;S2、判断实际磨损量是否大于设定磨损量;若是,则执行步骤S3和S4;若否,则判定控制棒组件不需要更换;S3、获取包壳管预计磨损量、入堆标准磨损量;S4、判断实际磨损量与预计磨损量之和是否大于入堆标准磨损量;若是,则判定控制棒组件需要更换;若否,则判定控制棒组件不需要更换,由此确定一套完整的控制棒组件的安全评价和更换标准,至少可以适用于控制棒组件检查中发现的一些具有较多小磨损缺陷的控制棒组件。技术研发人员:辜培勇受保护的技术使用者:广东核电合营有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240802/235952.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表