面向智能工厂的标准化方法和系统与流程
- 国知局
- 2024-08-05 12:21:32
本发明涉及智能工厂,尤其是面向智能工厂的标准化方法和系统。
背景技术:
1、智能制造是把方法、知识和经验变成软件和模型,赋予到智能设备实现智能生产。这尤其对没有核心技术的工厂来说,借用智能制造设备实现弯道超车,是博得竞争市场的一席之地的捷径;
2、智能制造的工厂车间有各种各样的机器、工具和系统,往往使用不同的甚至是相互竞争的技术和产品,同时智能制造中的装备基础设施运行与调配会出现不均衡的情况,这样与其他生产设备调配不兼容,并且缺乏互操作性。在缺乏标准和通用框架的情况下,工厂的临时调配能力低下。
技术实现思路
1、本发明的目的在于提供一种面向智能工厂的标准化方法,以解决上述背景技术中提出的技术问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种面向智能工厂的标准化方法,包括:
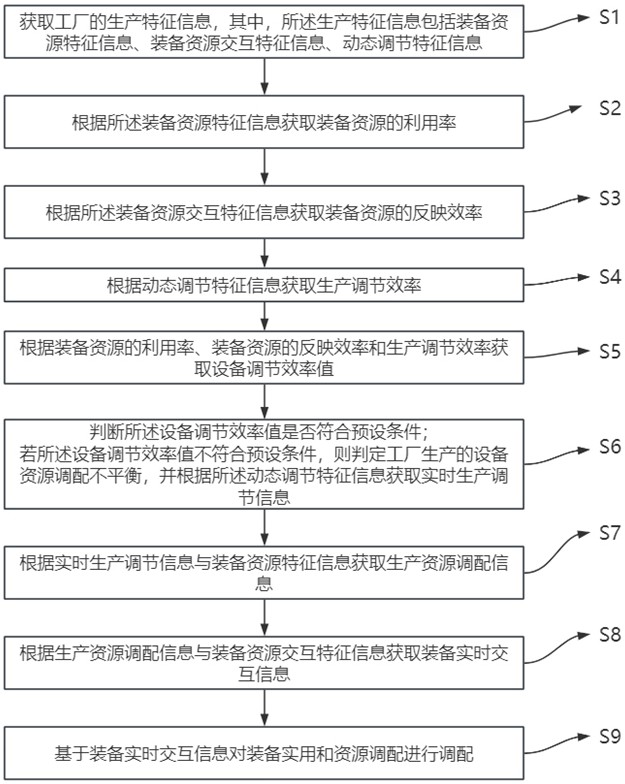
4、获取工厂的生产特征信息,其中,所述生产特征信息包括装备资源特征信息、装备资源交互特征信息、动态调节特征信息;
5、根据所述装备资源特征信息获取装备资源的利用率;
6、根据所述装备资源交互特征信息获取装备资源的反映效率;
7、根据动态调节特征信息获取生产调节效率;
8、根据装备资源的利用率、装备资源的反映效率和生产调节效率获取设备调节效率值;
9、判断所述设备调节效率值是否符合预设条件;
10、若所述设备调节效率值不符合预设条件,则判定工厂生产的设备资源调配不平衡,并根据所述动态调节特征信息获取实时生产调节信息;
11、根据实时生产调节信息与装备资源特征信息获取生产资源调配信息;
12、根据生产资源调配信息与装备资源交互特征信息获取装备实时交互信息;
13、基于装备实时交互信息对装备使用和资源调配进行调配。
14、优选的,根据所述装备资源特征信息获取装备资源的利用率的步骤,包括:
15、根据所述装备资源特征信息获取当前设备使用率;
16、根据所述装备资源特征信息获取当前资源使用率;
17、根据所述当前设备使用率和当前资源使用率计算装备资源的利用率,其中,计算公式为:
18、
19、其中,为装备资源的利用率,为当前设备使用率,为当前资源使用率。
20、优选的,所述根据所述装备资源交互特征信息获取装备资源的反映效率的步骤,包括:
21、根据装备资源交互特征信息获取每个装备的当前装置使用信息;
22、根据当前装置使用信息获取当前设备反映调配率;
23、根据装备资源交互特征信息获取每个装备的资源分配信息;
24、根据资源分配信息获取资源调配率;
25、根据反映调配率和资源调配率计算资源的反映效率,其中,计算公式为:
26、;
27、其中,为装备资源的反映效率,为第n个装备的反映调配率,为第n个装备的资源调配率。
28、优选的,所述根据动态调节特征信息获取生产调节效率的步骤,包括:
29、获取当前设备使用编号信息;
30、根据动态调节特征信息获取实时设备使用编号信息;
31、根据实时设备使用编号信息和当前设备使用编号信息获取设备实时调节编号信息;
32、根据实时设备使用编号信息获取每个设备的设备调节时间;
33、根据设备调节时间获取每个设备使用分配率;
34、根据设备调节时间和设备使用分配率计算生产调节效率,计算公式为:
35、;
36、其中,为生产调节效率,为第n个设备使用分配率,为第n个
37、设备调节时间。
38、优选的,所述根据装备资源的利用率、装备资源的反映效率和生产调节效率获取设备调节效率值的步骤,包括:
39、获取装备资源的利用率、装备资源的反映效率和生产调节效率;
40、根据装备资源的利用率获取第一权重;
41、根据装备资源的反映效率获取第二权重;
42、根据生产调节效率获取第三权重;
43、根据装备资源的利用率、装备资源的反映效率、生产调节效率、第一权重、第二权重和第三权重计算设备调节效率值,计算公式为:
44、;
45、其中,为装备资源的利用率,为装备资源的反映效率,为生产调节效率,为第一权重,为第二权重,为第三权重。
46、优选的,所述根据实时生产调节信息与装备资源特征信息获取生产资源调配信息的步骤,包括:
47、根据实时生产调节信息获取生产线的设备预运行信息、设备预生产进度信息、订单变化信息、质量反馈信息;
48、根据装备资源特征信息获取实时设备运行信息、生产设备进度信息、设备变化信息、产品质量反馈信息;
49、根据设备预运行信息、设备预生产进度信息、订单变化信息、质量反馈信息生成装备资源特征信息;
50、根据实时设备运行信息、生产设备进度信息、设备变化信息、产品质量反馈信息生成实施生产资源调配信息;
51、根据实施生产资源调配信息和装备资源特征信息融合得到生产资源调配信息。
52、优选的,所述根据生产资源调配信息与装备资源交互特征信息获取装备实时交互信息的步骤,包括:
53、根据生产资源调配信息获取生产任务信息、工序安排信息、人员调度信息;
54、根据装备资源交互特征信息获取装备的状态信息、运行参数、故障信息;
55、根据状态信息、运行参数、故障信息、生产任务信息、工序安排信息、人员调度信息进行系统融合分析,得到实时交互信息。
56、本发明还公开了一种面向智能工厂的标准化系统,其特征在于,包括:
57、第一获取模块,用于获取工厂的生产特征信息,其中,所述生产特征信息包括装备资源特征信息、装备资源交互特征信息、动态调节特征信息;
58、第二获取模块,用于根据所述装备资源特征信息获取装备资源的利用率;
59、第三获取模块,用于根据所述装备资源交互特征信息获取装备资源的反映效率;
60、第四获取模块,用于根据动态调节特征信息获取生产调节效率;
61、第五获取模块,用于根据装备资源的利用率、装备资源的反映效率和生产调节效率获取设备调节效率值;
62、判断模块,用于判断所述设备调节效率值是否符合预设条件;
63、若所述设备调节效率值不符合预设条件,则判定工厂生产的设备资源调配不平衡,并根据所述动态调节特征信息获取实时生产调节信息;
64、第六获取模块,用于根据实时生产调节信息与装备资源特征信息获取生产资源调配信息;
65、第七获取模块,用于根据生产资源调配信息与装备资源交互特征信息获取装备实时交互信息;
66、调配模块,用于基于装备实时交互信息对装备使用和资源调配进行调配。
67、优选的,所述第二获取模块,包括:
68、第一获取单元,用于根据所述装备资源特征信息获取当前设备使用率;
69、第二获取单元,用于根据所述装备资源特征信息获取当前资源使用率;
70、第一获取计算单元,用于根据所述当前设备使用率和当前资源使用率计算装备资源的利用率,其中,计算公式为:
71、
72、其中,为装备资源的利用率,为当前设备使用率,为当前资源使用率
73、优选的,所述第三获取模块,包括:
74、第三获取单元,用于根据装备资源交互特征信息获取每个装备的当前装置使用信息;
75、第四获取单元,用于根据当前装置使用信息获取当前设备反映调配率;
76、第五获取单元,用于根据装备资源交互特征信息获取每个装备的资源分配信息;
77、第六获取单元,用于根据资源分配信息获取资源调配率;
78、第一计算单元,用于根据反映调配率和资源调配率计算资源的反映效率,其中,计算公式为:
79、;
80、其中,为装备资源的反映效率,为第n个装备的反映调配率,为第n个装备的资源调配率。
81、本技术的有益效果为:本发明通过获取工厂的生产特征信息,包括装备资源特征信息、装备资源交互特征信息和动态调节特征信息,能够全面了解工厂的生产情况。通过评估装备资源的利用率、反映效率和生产调节效率,可以发现装备资源利用不足、交互不畅或效率低下以及调节效率低下等问题。通过判断设备调节效率值是否符合预设条件,可以及时发现设备资源调配不平衡的问题。如果设备调节效率值不符合预设条件,可以根据实时生产调节信息进行调整,优化生产资源调配和装备实时交互,提高生产效率和资源利用效率。因此,这个方法有益于帮助工厂实现生产优化和智能化转型。
本文地址:https://www.jishuxx.com/zhuanli/20240802/262351.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表