电芯生产线及自动化电芯生产系统的制作方法
- 国知局
- 2024-08-08 17:01:35
本技术涉及电池生产,尤其是涉及一种电芯生产线及自动化电芯生产系统。
背景技术:
1、随着电子设备长足发展,方壳刀片电池的市场需求量剧增,行业内高速产线大多都是通过堆叠更多的工位来实现高产能的,同时工位之间产品的转运已然成为设备的瓶颈,同时设备占地面积大,工位工站多而且分布密集,维护检修不方便,如何解决上述技术问题,以提高方壳刀片电池生产线的产能,成为本领域亟待解决的问题。
2、并且,现今方壳刀片电池产线因其装配工序要多,使得产线流程距离较长,导致装配治具的回流比较困难,现今的治具回流通常包括两种方式,一种方式双层传送线的方式,即,在生产传送线的上层/下层布置一条与生产传送线等长的治具回流线,治具通过升降设备或者机械手在生产传送线和治具回流线两者的端部实现循环,然而,该种方式,治具回流路径较长,在回流过程中出现故障几率较高;另一种方式是环线传送的方式,即生产传送线和治具回流线两者围设形成闭环传送线,该种方式治具回流线传送距离能够大幅缩短,但是该闭环输送线占用面积较大,空间利用率较低,且生产输送线各工位上下料,需要绕行闭环输送线,影响生产效率。
技术实现思路
1、本技术的目的是在于提供一种电芯生产线及自动化电芯生产系统,从而解决了现有技术中存在的方壳刀片电池生产线的产能亟待提高、治具通过双层输送线的方式传送,治具回流路径较长,在回流过程中出现故障几率较高以及治具通过环线传送的方式传送,闭环输送线空间利用率低,且生产输送线各工位上下料,需要绕行闭环输送线,影响生产效率的技术问题。
2、根据本技术第一方面提供了一种电芯生产线,所述电芯生产线包括生产环线;所述生产环线包括磁悬浮输送线和沿着所述磁悬浮输送线布置的生产设备;所述磁悬浮输送线包括输送线体和动子,所述动子能够在所述输送线体的磁感应作用下沿着所述输送线体移动;所述输送线体围设形成闭合环线,且所述输送线体的下方形成镂空通道,所述镂空通道将所述输送线体的内部和外部导通。
3、在上述任意技术方案中,进一步地,所述电芯生产线包括:多个所述生产环线,多个所述生产环线沿第一方向依次设置;多个转运抓手,相邻两个所述生产环线之间设置有所述转运抓手,所述转运抓手能够将相邻两个所述生产环线中位于上游的一者的产品抓取至位于下游的另一者上。
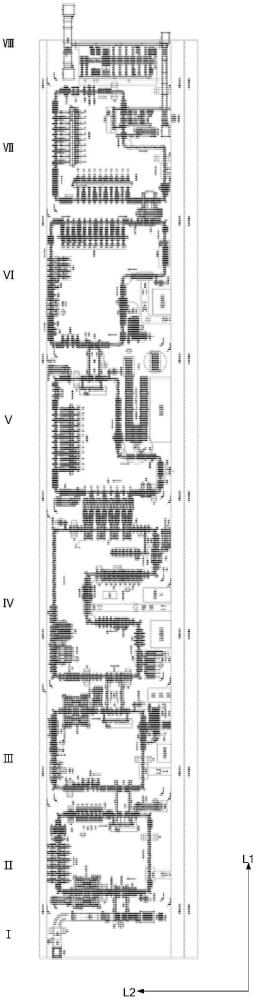
4、在上述任意技术方案中,进一步地,所述电芯生产线包括:六个所述生产环线,六个所述生产环线按照其参与生产的顺序分别定义为第一环线、第二环线、第三环线、第四环线、第五环线和第六环线;和/或,来料传送线,用于将待加工的裸电芯传送至所述第一环线的上料工位。
5、在上述任意技术方案中,进一步地,所述第一环线包括预焊裁切机组;所述预焊裁切机组包括沿自身所述输送线体依次设置的上料组件、极耳焊接组件、极耳裁切组件和下料组件;所述上料组件包括上料工位,位于所述上料工位的转运抓手能够将所述电芯放置在位于所述上料工位处的所述动子上;所述极耳焊接组件包括焊接工位和设置在所述焊接工位侧方的焊接装置,所述焊接装置能够将所述电芯上的极耳进行预焊固定;所述极耳裁切组件包括裁切工位和设置在所述裁切工位侧方的裁切装置,所述裁切装置能够将焊接后的所述极耳进行裁切;所述下料组件包括下料工位,位于所述下料工位的转运抓手能够将所述动子中合格的所述电芯取出,取空后的所述动子重新回流至所述上料工位。
6、在上述任意技术方案中,进一步地,所述第二环线包括负极极耳盖板焊接机组;所述负极极耳盖板焊接机组包括沿自身所述输送线体依次设置的盖板搬运工位、上料工位、焊接装置和下料工位;所述盖板搬运工位包括盖板料仓和移动装置,所述盖板料仓内存储有负极盖板,所述移动装置能够将所述盖板料仓内的所述负极盖板移动至所述动子;位于所述上料工位的转运抓手能够将所述电芯放置在位于所述上料工位处的所述动子上;所述焊接装置能够将所述电芯的负极极耳焊接于所述负极盖板;位于所述下料工位的转运抓手能够将所述动子中合格的所述电芯取出,取空后的所述动子重新回流至所述上料工位。
7、在上述任意技术方案中,进一步地,所述第三环线包括包膜机组;所述包膜机组包括沿自身所述输送线体依次设置的迈拉膜侧板上料组件、电芯上料组件、包膜组件以及下料组件;所述迈拉膜侧板上料组件能够将迈拉膜和侧板热熔固定,并将完成热熔固定所述迈拉膜和所述侧板的结合件放入对应的所述动子;所述电芯上料组件包括上料工位,位于所述上料工位的转运抓手能够将所述电芯放置在位于所述上料工位处的所述动子上;所述包膜组件能够将所述结合件包覆于所述电芯;所述下料组件包括下料工位,位于所述下料工位的转运抓手能够将所述动子中合格的所述电芯取出,取空后的所述动子重新回流至所述上料工位。
8、在上述任意技术方案中,进一步地,所述第四环线包括入壳机组;所述入壳机组包括沿自身所述输送线体依次设置的壳体上料组件、电芯入壳组件、负极压装预焊组件以及下料组件;所述壳体上料组件包括壳体储存部和壳体上料抓手,所述壳体储存部用于存储电池壳体,所述壳体上料抓手能够将所述壳体储存部内的电池壳体抓取至所述动子上;所述电芯入壳组件设置于所述第三环线和所述第四环线两者之间,所述第三环线的所述电芯经由所述电芯入壳组件与所述电池壳体组装,并装载于所述第四环线的动子上;所述负极压装预焊组件能够将所述电芯的负极盖板与所述电池壳体进行点焊固定;所述下料组件包括下料工位,位于所述下料工位的转运抓手能够将所述动子中合格的所述电芯取出,取空后的所述动子重新回流至所述壳体上料组件。
9、在上述任意技术方案中,进一步地,所述第五环线包括正极极耳焊接机组;所述正极极耳焊接机组包括沿自身所述输送线体依次设置的正极盖板上料工位、电芯上料工位、极耳焊接工位、压装焊接工位以及下料工位;所述正极盖板上料工位包括正极盖板料仓和上料装置,所述正极盖板料仓内存储有所述正极盖板,所述上料装置能够将所述正极盖板料仓内的所述正极盖板移动所述动子上;所述电芯上料工位能够将所述电芯移动至流经所述电芯上料工位的所述动子上;所述极耳焊接工位能够将所述正极极耳焊接于所述正极盖板;所述压装焊接工位能够将所述电芯的正极盖板与所述电池壳体进行点焊固定;位于所述下料工位的转运抓手能够将所述动子中合格的所述电芯取出,取空后的所述动子重新回流至所述电芯上料工位。
10、在上述任意技术方案中,进一步地,所述第六环线包括正负极周边焊机组;所述正负极周边焊机组包括沿自身所述输送线体依次设置的上料工位、顶盖焊接机构以及下料工位;位于所述上料工位的转运抓手能够将所述电芯放置在位于所述上料工位处的所述动子上;所述顶盖焊接机构包括第一焊接机构和第二焊接机构,所述第二焊接机构设置在所述第一焊接机构的下游,所述顶盖包括正极盖板和负极盖板,所述第一焊接机构用于将所述正极盖板和所述负极盖板中的一者与所述电池壳体焊接,所述第二焊接机构用于将所述正极盖板和所述负极盖板中的另一者与所述壳体焊接;位于所述下料工位的转运抓手能够将所述动子中合格的所述电芯取出,取空后的所述动子重新回流至所述上料工位。
11、根据本技术第二方面提供了一种自动化电芯生产系统,包括如上所述的电芯生产线。
12、根据本技术的电芯生产线,电芯生产线包括生产环线;生产环线包括磁悬浮输送线和沿着磁悬浮输送线布置的生产设备;磁悬浮输送线包括输送线体和动子,动子能够在输送线体的磁感应作用下沿着输送线体移动输送线体围设形成闭合环线,且输送线体的下方形成镂空通道,镂空通道将输送线体的内部和外部导通。
13、根据以上技术特征,本技术的有益效果为:
14、本技术的电芯生产线,一方面,通过磁悬浮输送环线的传送方式代替传统传送带传送的,流水线动子治具运输加工一体化设计,利用磁悬浮系统的高柔性、智能化、模块化、高速、高加速度等特性,有效地提高了电池装配线的各工位之间的传送效率;另一方面,输送线体围设形成闭合环线,且输送线体的下方形成镂空通道,镂空通道将输送线体的内部和外部导通;如此,在动子将待加工电芯依次经过加工设备后,该动子能够经由该封闭传送线的再次传送回初始位置,以实现动子的循环,相较于现有的双层输送线的传送方式,动子回流传送的距离大幅缩短,有效降低了动子回流的故障率,并且通过上述镂空通道,能够便于人员/物料进入封闭输送线围设的空间的内部,不仅能够利用该封闭环线围设的空间的内部存储物料,提高电芯生产线的空间利用率,而且便于各工位上下料,缩短上下料路径。
15、为使本技术的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
本文地址:https://www.jishuxx.com/zhuanli/20240808/271885.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表