加压整形装置以及电芯传输装置的制作方法
- 国知局
- 2024-08-05 13:47:22
本申请涉及用于生产电池的机械设备,尤其是涉及一种加压整形装置以及电芯传输装置。
背景技术:
1、由于现代社会倡导清洁能源的使用,所以对于绿色环保,能量密度高,可循环利用的锂电池需求量也日益增加,并且广泛应用于新能源汽车、电子产品、储能电站等领域。
2、电芯一般由正极片、负极片以及隔膜卷绕形成,卷绕后的电芯较为松散因此增加了入壳难度。此外,卷绕后的电芯正负极片以及隔膜之间的距离过大,造成了过多的空间浪费,不利于电池能量密度的提升。
3、因此,亟需一种整形装置以及电芯传输装置,在一定程度上以解决现有技术中存在的技术问题。
技术实现思路
1、本申请的目的在于提供一种加压整形装置以及电芯传输装置,以在一定程度上能够现有技术中对电芯因先进行加热后进行加压而增加了生产时间降低了生产效率的技术问题。
2、本申请提供了一种加压整形装置,用于对电芯加压整形;所述加压整形装置包括加压组件;
3、所述加压组件包括第一加压部以及沿所述电芯厚度方向与所述第一加压部间隔排布的第二加压部;所述电芯设置于所述第一加压部与所述第二加压部之间;
4、所述第一加压部与所述第二加压部中的一者具有磁性,另一者具有磁性或铁磁性,以使所述第一加压部与所述第二加压部之间能够产生磁力;
5、所述第一加压部与所述第二加压部在所述磁力作用下能够对所述电芯加压整形。
6、在上述技术方案中,进一步地,所述第一加压部与所述第二加压部中的一者为电磁铁,且另一者为磁性件。
7、在上述技术方案中,进一步地,所述第一加压部与所述第二加压部均为电磁铁,通过改变所述电磁铁的ns极以使所述第一加压部和/或所述第二加压部能够朝向或远离所述电芯运动。
8、在上述技术方案中,进一步地,所述加压整形装置还包括加热组件;
9、所述加热组件设置于所述第一加压部与所述第二加压部相面对的侧壁中的至少其中一个侧壁;
10、当所述第一加压部与所述第二加压部压设于所述电芯过程中时,所述加热组件能够对所述电芯加热。
11、在上述技术方案中,进一步地,所述加压组件还包括压板以及托盘;
12、所述压板与所述托盘的其中一者设置于所述第一加压部靠近所述第二加压部的一侧,且另一者设置于所述第二加压部靠近所述第一加压部的一侧。
13、在上述技术方案中,进一步地,所述压板与所述托盘相互背离的一侧均开设有安装孔;
14、所述压板上的所述安装孔与所述托盘上的所述安装孔中的其中一者安装所述第一加压部,其中另一者安装所述第二加压部。
15、在上述技术方案中,进一步地,所述加热组件包括加热片;所述加热片设置于所述第一加压部与所述第二加压部相面对的侧壁中的至少其中一个侧壁;
16、所述加热片设置于两个;两个所述加热片分别设置于所述第一加压部与所述第二加压部相面对的侧壁。
17、在上述技术方案中,进一步地,还包括导向组件;
18、所述导向组件具有依次穿过所述第一加压部和所述第二加压部的导向部,以对所述第一加压部和所述第二加压部导向。
19、在上述技术方案中,进一步地,所述导向组件包括导向柱;
20、所述导向柱的数量至少为四个;
21、当所述导向柱的数量为四个时,四个所述导向柱分别穿过所述第一加压部和所述第二加压部的角端。
22、本申请还提供一种电芯传输装置,包括传输组件以及上述的加压整形装置;
23、所述加压整形装置设置于所述传输组件,所述传输组件能够将所述加压整形装置由上一个工序传送至下一个工序。
24、与现有技术相比,本申请的有益效果为:
25、本申请提供了一种加压整形装置,用于对电芯加压整形;所述加压整形装置包括加压组件;
26、所述加压组件包括第一加压部以及沿所述电芯厚度方向与所述第一加压部间隔排布的第二加压部;所述电芯设置于所述第一加压部与所述第二加压部之间;
27、所述第一加压部与所述第二加压部中的一者具有磁性,另一者具有磁性或铁磁性,以使所述第一加压部与所述第二加压部之间能够产生磁力;
28、所述第一加压部与所述第二加压部在所述磁力作用下能够对所述电芯加压整形。
29、综上,本申请对电芯的压装过程中的压力通过磁力的方式控制,即压力的大小由电磁的强弱控制,便于调节压力的大小,简单高效,有效节省能源,简化生产过程,降低了生产成本。
30、本申请还提供一种电芯传输装置,包括传输组件以及上述的加压整形装置;所述加压整形装置设置于所述传输组件,所述传输组件能够将所述加压整形装置由上一个工序传送至下一个工序。
31、综上,本申请可以通过调节电流大小来控制压力大小和加热板温度的高低,边加热边施压,对电芯的定型效果更好。另外,电磁加压方式相较于传统预热热压设备成本更低体积更小,还可以将其安置在传送设备上,在热压的同时通过传送带送往下一个工序,做到了加热、加压和传送的同步进行。减少了电池生产的工艺流程,提高了生产效率。
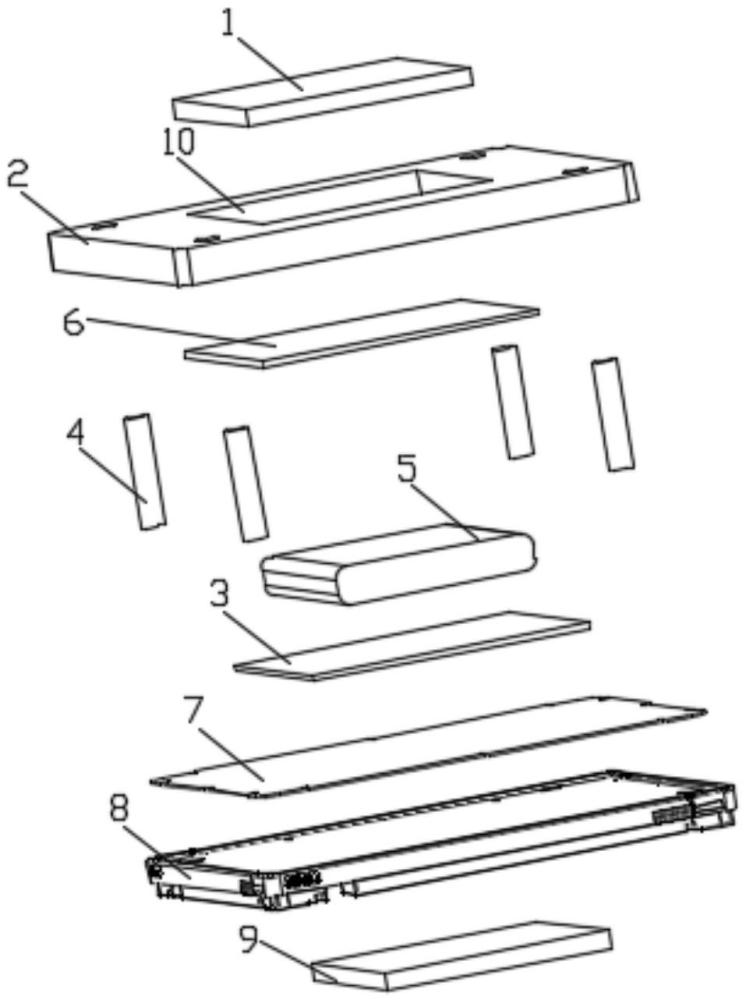
技术特征:1.一种加压整形装置,用于对电芯(5)加压整形;其特征在于,所述加压整形装置包括加压组件;
2.根据权利要求1所述的加压整形装置,其特征在于,所述第一加压部与所述第二加压部中的一者为电磁铁,且另一者为磁性件。
3.根据权利要求1所述的加压整形装置,其特征在于,所述第一加压部与所述第二加压部均为电磁铁,通过改变所述电磁铁的ns极以使所述第一加压部和/或所述第二加压部能够朝向或远离所述电芯(5)运动。
4.根据权利要求1所述的加压整形装置,其特征在于,所述加压整形装置还包括加热组件;
5.根据权利要求1所述的加压整形装置,其特征在于,所述加压组件还包括压板(2)以及托盘(8);
6.根据权利要求5所述的加压整形装置,其特征在于,所述压板(2)与所述托盘(8)相互背离的一侧均开设有安装孔(10);
7.根据权利要求4所述的加压整形装置,其特征在于,所述加热组件包括加热片;所述加热片设置于所述第一加压部与所述第二加压部相面对的侧壁中的至少其中一个侧壁;
8.根据权利要求1所述的加压整形装置,其特征在于,还包括导向组件;
9.根据权利要求8所述的加压整形装置,其特征在于,所述导向组件包括导向柱(4);
10.电芯传输装置,其特征在于,包括传输组件以及权利要求1-9中任意一项所述的加压整形装置;
技术总结本申请涉及用于生产电池的机械设备技术领域,加压整形装置以及电芯传输装置。加压整形装置包括加压组件;加压组件包括第一加压部以及沿电芯厚度方向与第一加压部间隔排布的第二加压部;电芯设置于第一加压部与第二加压部之间;第一加压部与第二加压部中的一者具有磁性,另一者具有磁性或铁磁性,以使第一加压部与第二加压部之间能够产生磁力;第一加压部与第二加压部在磁力作用下能够对电芯加压整形。本申请对电芯的压装过程中的压力通过磁力的方式控制,即压力的大小由电磁的强弱控制,便于调节压力的大小,简单高效,有效节省能源,简化生产过程,降低了生产成本。技术研发人员:董童明,胡晨晨,罗飞,许雄,陶煜晨受保护的技术使用者:江苏正力新能电池技术有限公司技术研发日:20231110技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240720/269160.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表