跑道形铁芯定形组件及跑道形非晶铁芯制造方法与流程
- 国知局
- 2024-08-08 17:02:50
本发明涉及跑道形非晶铁芯定形组件及在退火工艺中使用这种定形组件实现铁芯定形的跑道形非晶铁芯制造方法。
背景技术:
1、现有跑道形非晶铁芯制备中的退火工艺是依据跑动型非晶铁芯的设计形状,制备一个与铁芯适形的不锈钢壳体,将绕制后的铁芯放置到壳体内,然后一同送入退火设施进行真空退火,退火完成后,将不锈钢壳体和非晶铁芯整体放到固化工作台上,采用专用固化胶水均匀涂在铁芯上,等待完全固化后,再将不锈钢壳体倒置,去掉不锈钢壳体,在铁芯的另一面均匀涂上固化胶水,固化胶水完全固化后,处理完表面漏的多余的胶水,绕完绝缘纸后,完成铁芯的制作。由于这种方式需要为每种铁芯设置专门的适形壳体,这种壳体的加工难度大,成本高,生产周期长。
技术实现思路
1、本发明的目的是降低跑道形非晶铁芯退火工艺的模具成本,方便作业,提高效率。
2、本发明的技术方案是:跑道形铁芯定形组件,包括:
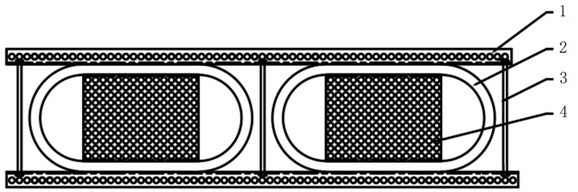
3、矩形定形板,用于置于跑道形铁芯的内圈,限定跑道形铁芯两直边的内侧形状和位置;
4、夹板,用于置于跑道形铁芯的直边外侧,限定跑道形铁芯的相应侧直边的外侧形状和位置;
5、紧固螺栓,用于实现对位于跑道形铁芯两侧的两夹板的螺栓连接,通过螺栓紧固使两夹板将位于两夹板之间的跑道形铁芯和矩形定形板夹紧,实现和/或维持对跑道形铁芯的定形。
6、进一步地,矩形定形板呈矩形的板状,其长度与跑道形铁芯的直边长度一致,宽度与跑道形铁芯的内圈宽度(两直边内侧表面之间的间距)一致。
7、优选地,矩形定形板上分布有若干通孔。
8、优选地,矩形定形板上的通孔可以按行列对齐分布在矩形定形板除边缘区域之外的全部区域。
9、优选地,矩形定形板的长边处设有折弯90°的折边。
10、优选地,矩形定形板的长边处的折边上设有沿其长度方向的一行或多行通孔。
11、优选地,矩形定形板上的通孔大小及同行(位于同一行的)相邻通孔之间的间距与折边上的通孔一致。
12、进一步地,矩形定形板上可以设有或者不设有扩展件。
13、优选地,扩展件为l型扩展件(横截面呈l形)。
14、优选地,扩展件的两个边板上分别设有沿其长度方向的一行或多行通孔。
15、优选地,扩展件的两个边板上的通孔大小及同行(位于同一行的)相邻通孔之间的间距与矩形定形板上的通孔一致。
16、进一步地,夹板为l型夹板(横截面呈l形)。
17、优选地,夹板上分布有若干通孔。
18、优选地,夹板上的通孔可以分布在单侧边板上,也可以分布在两侧边板上。
19、优选地,分布在夹板任一侧边板上的通孔可以顺夹板延伸方向单行分布,也可以多行对齐分布或交错(相邻行交错)分布。
20、进一步地,还可以包括或不包括半圆定形板,半圆固定板用于置于跑道形铁芯的内圈,限定跑道形铁芯的相应侧弯边的内侧形状和位置。
21、进一步地,半圆定形板的主体部分呈半圆形的板状,其弧形边与跑道形铁芯弯边的内侧弧形(应有的内侧弧形)一致,其直边侧设有矩形连接部。
22、半圆定形板的主体部分可以呈环形(也就是,中间设有一个大孔/空洞)。
23、半圆定形板的主体部分上也可以分布有若干通孔。
24、优选地,半圆定形板的矩形连接部上分布有一列或多列通孔,其通孔分布方式与矩形定形板上的通孔分布方式一致,且当半圆定形板的主体部分拼接在矩形定形板的宽边外侧时(在此状态下,半圆定形板的矩形连接部叠合在矩形定形板的宽边侧),矩形连接部上的通孔同与矩形连接部叠合的矩形定形板上的通孔对齐。
25、跑道形非晶铁芯制造方法,包括退火工序,在退火工序中,使用本发明公开的任一种跑道形铁芯定形组件进行跑道形非晶铁芯的定形。
26、在退火工序中使用跑道形铁芯定形组件进行跑道形非晶铁芯的定形的方式可以为:将矩形定形板置于铁芯内圈,其两侧长边分别与铁芯的两直边(铁芯中用作跑道形直边的部分)内侧相对,将两夹板分别置于铁芯的两直边外侧,使用紧固螺栓分别从铁芯的两侧(直边延伸方向上的两侧)连接两夹板,以避免铁芯妨碍螺栓穿过,旋紧紧固螺栓的螺母,两夹板从铁芯的两直边外侧将铁芯及位于铁芯内圈的矩形定形板一同夹紧,由于铁芯的两直边分别被夹紧在相应夹板(位于其外侧的夹板)与矩形定形板之间,使直边保持为直的,同时矩形定形板还限定了铁芯两直边之间的间距,也就限定了铁芯弯边(铁芯中用作跑道形弯边的部分)的弯曲形状。
27、进一步地,当设有半圆定形板时,将两个半圆定形板置于铁芯的内圈,半圆定形板的主体部分拼接在矩形定形板的宽边外侧,半圆定形板的矩形连接部叠合在矩形定形板的相应宽边侧,使用若干连接螺栓(包括连接螺栓的螺母)将半圆定位板的矩形连接部同与其叠合在一起的矩形定形板固定在一起,连接螺栓穿过半圆定位板的矩形连接部和矩形定形板上相互对齐的通孔,实现矩形连接部与矩形定位板的固定连接,由于半圆定形板的弧形边与跑道形铁芯弯边的内侧弧形(应有的内侧弧形)一致,支撑在铁芯弯边的内侧,且定形板和连接在定形板两侧(两宽边侧)的半圆定形板的形状和大小与跑道形铁芯的内圈(内圈的横截面)形状和大小(应有的内圈形状和大小)一致,因此可以更为精确和可靠地实现跑道形铁芯的定形。
28、本发明的有益效果是:由于采用定形组件进行退火工序的定形,定形组件设计合理,能够有效地保持跑道形铁芯的形状不变,且能够避免使用跑道形模具时在装配过程中给铁芯带来的损伤;定形组件不仅装配方便,而且在退火后的拆卸难度小,作业简便,耗时少,不需要配备专门的拆卸工装;定形组件的构造简单,形状规范,加工方便,制备成本明显低于现有跑道形壳体;使用定形组件能够同时固定多个跑道形铁芯,有助于提高生产效率;必要时可以在定形组件中增设与矩形定位板配套的半圆定位板,能够满足更高的定形需求,且依然能够保持成本低、耗时少、作业简便的特点。
29、本发明生产效率高,周期短,成本低,且有助于改善铁芯性能。
技术特征:1.跑道形铁芯定形组件,其特征在于包括:
2.如权利要求1所述的跑道形铁芯定形组件,其特征在于矩形定形板呈矩形的板状,其长度与跑道形铁芯的直边长度一致,宽度与跑道形铁芯的内圈宽度一致。
3.如权利要求1所述的跑道形铁芯定形组件,其特征在于矩形定形板上分布有若干通孔。
4.如权利要求1所述的跑道形铁芯定形组件,其特征在于夹板为l型夹板,横截面呈l形。
5.如权利要求1所述的跑道形铁芯定形组件,其特征在于夹板上分布有若干通孔。
6.如权利要求1-5中任一项所述的跑道形铁芯定形组件,其特征在于包括或不包括半圆定形板,半圆固定板用于置于跑道形铁芯的内圈,限定跑道形铁芯的相应侧弯边的内侧形状和位置。
7.如权利要求6所述的跑道形铁芯定形组件,其特征在于半圆定形板的主体部分呈半圆形的板状,其弧形边与跑道形铁芯弯边的内侧弧形一致,其直边侧设有矩形连接部。
8.如权利要求7所述的跑道形铁芯定形组件,其特征在于半圆定形板的主体部分呈环形,或者,半圆定形板的主体部分上分布有若干通孔,半圆定形板的矩形连接部上分布有一列或多列通孔,其通孔分布方式与矩形定形板上的通孔分布方式一致,且当半圆定形板的主体部分拼接在矩形定形板的宽边外侧时,矩形连接部上的通孔同与矩形连接部叠合的矩形定形板上的通孔对齐。
9.跑道形非晶铁芯制造方法,包括退火工序,其特征在于在退火工序中,使用权利要求1-8中任一项所述的跑道形铁芯定形组件进行跑道形非晶铁芯的定形。
10.如权利要求9所述的跑道形非晶铁芯制造方法,其特征在于在退火工序中使用跑道形铁芯定形组件进行跑道形非晶铁芯的定形的方式为:将矩形定形板置于铁芯内圈,其两侧长边分别与铁芯的两直边内侧相对,将两夹板分别置于铁芯的两直边外侧,使用紧固螺栓分别从铁芯的两侧连接两夹板,旋紧紧固螺栓的螺母,两夹板从铁芯的两直边外侧将铁芯及位于铁芯内圈的矩形定形板一同夹紧,当设有半圆定形板时,将两个半圆定形板置于铁芯的内圈,半圆定形板的主体部分拼接在矩形定形板的宽边外侧,半圆定形板的矩形连接部叠合在矩形定形板的相应宽边侧,使用若干连接螺栓将半圆定位板的矩形连接部同与其叠合在一起的矩形定形板固定在一起,连接螺栓穿过半圆定位板的矩形连接部和矩形定形板上相互对齐的通孔,实现矩形连接部与矩形定位板的固定连接。
技术总结本发明涉及跑道形铁芯定形组件及跑道形非晶铁芯制造方法。定型组件包括矩形定形板、夹板、紧固螺栓,包括或者不包括半圆定形板,矩形定形板用于限定跑道形铁芯两直边的内侧形状和位置,半圆定形板用于限定跑道形铁芯的相应侧弯边的内侧形状和位置板,夹板用于限定跑道形铁芯的相应侧直边的外侧形状和位置,紧固螺栓用于连接分别位于铁芯两侧的两夹板,使两夹板将跑道形铁芯和定形板一同夹紧,实现和/或维持对跑道形铁芯的定形,在退火工序中使用这种跑道形铁芯定形组件进行跑道形非晶铁芯的定形。本发明能够降低跑道形非晶铁芯退火工艺的模具成本和作业成本,提高生产效率。技术研发人员:刘百良,张海霞,郭志红,孙晓东,张仲魁受保护的技术使用者:恒源利通电气大厂有限公司技术研发日:技术公布日:2024/8/5本文地址:https://www.jishuxx.com/zhuanli/20240808/272030.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表