软包膜层压体和使用其制造的电池壳的制作方法
- 国知局
- 2024-08-19 14:34:04
本申请要求在韩国知识产权局于2021年12月24日提交的韩国专利申请第10-2021-0187273号的权益,该专利申请的公开内容通过引用全部并入本文。本发明涉及一种软包膜层压体和使用该软包膜层压体制造的电池壳,更具体地,涉及一种能够制造具有较少的由外部应力引起的裂纹的高强度电池壳的软包膜层压体和使用该软包膜层压体制造的电池壳。
背景技术:
1、二次电池应用和使用于小型产品(如数码相机、p-dvd、mp3p、手机、pda、便携式游戏设备、电动工具和电动自行车)、需要高功率的大型产品(如电动汽车和混合动力汽车)、用于储存过剩发电或可再生能源的储能设备以及用于备用电源的储能装置中。
2、通常,通过如下方式制造二次电池:在正极集流体和负极集流体上涂布电极活性材料浆料以制造正极和负极,将正极和负极堆叠在隔膜的两侧以形成具有预定形状的电极组件,然后将电极组件容纳在电池壳中,接着将电解质注入其中并密封电池壳。
3、根据容纳电极组件的壳的材料,二次电池被分类为软包型二次电池和罐型二次电池。软包型二次电池将电极组件容纳在由柔性聚合物材料制成的软包中。此外,罐型二次电池将电极组件容纳在由诸如金属或塑料的材料制成的壳中。
4、通过对柔性软包膜层压体进行冲压加工而制造软包型电池壳,从而形成杯部。然后,当形成杯部时,将电极组件储存在杯部的容纳空间中,并将密封部分密封以制造二次电池。
5、在冲压加工中,通过将软包膜插设到冲压设备中并用冲头对软包膜层压体施加压力来进行拉伸成型,从而拉伸软包膜层压体。软包膜层压体通常由多个层形成,其中诸如聚对苯二甲酸乙二醇酯的聚合物膜层压在由金属制成的气体阻挡层的一个表面上,并且密封剂层层压在其另一表面上。
6、近来,随着对诸如电动汽车电池或ess电池的高容量电池的需求增加,对能够容纳更多电极组件的电池壳的需求也增加。因此,已经尝试了用于增加软包型电池壳的杯部成型深度的方法,或者用于在上壳和下壳中各自成型杯部从而增加杯部体积的双杯成型方法。然而,当杯成型深度增加,或进行双杯成型时,由于过度伸长而使电池壳的刚度降低,结果,由于在物流作业过程期间发生的应力或来自外部的应力而产生裂纹。
7、因此,需要开发一种软包型电池壳,该电池壳具有高刚度,同时具有大的杯体积,以增加电极组件的容纳体积。
技术实现思路
1、技术问题
2、为了解决上述问题,本发明提供一种软包膜层压体和使用其制造的电池壳,即使在通过将气体阻挡层的厚度以及基层的拉伸强度和伸长率控制在特定范围内以增加杯部成型深度或进行双杯成型之后,软包膜层压体也具有优异的刚度。
3、技术方案
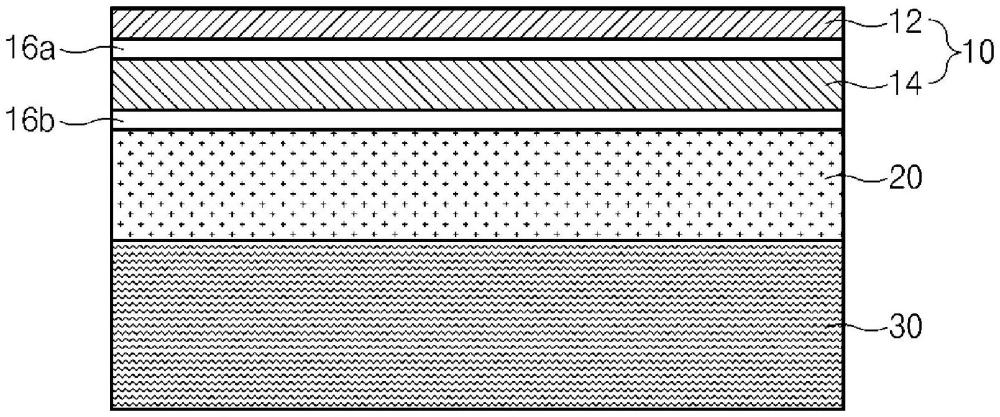
4、在一个方面,本发明提供一种软包膜层压体,包括:厚度为60μm以上的气体阻挡层;设置在气体阻挡层的一个表面上并且在td方向上的拉伸强度为10kgf/15mm至20kgf/15mm且在td方向上的伸长率为150%至235%的基层;以及设置在气体阻挡层的另一表面上的密封剂层。
5、在根据本发明的软包膜层压体中,当对通过使层压体进行双杯成型至9.6mm的成型深度然后将软包膜层压体切割为15mm×80mm的尺寸而制备的样品重复施加载荷为100n和150n的力时,到发生破裂时施加力的次数可以为2000次以上。
6、另外,在根据本发明的软包膜层压体中,当使用直径为1.0mm的销以20n的载荷重复穿刺通过将软包膜层压体切割为90mm×100mm的尺寸而制备的样品时,到发生穿孔时施加力的次数可以为250次以上。
7、另外,在根据本发明的软包膜层压体中,当使用直径为1.0mm的销以22n的载荷重复穿刺通过将软包膜层压体切割为90mm×100mm的尺寸而制备的样品时,到发生穿孔时施加力的次数可以为150次以上。
8、气体阻挡层可以具有60μm至80μm的厚度。
9、优选地,基层在td方向上的拉伸强度可以为10kgf/15mm至18kgf/15mm,并且在td方向上的伸长率可以为170%至235%。
10、基层可以具有聚对苯二甲酸乙二醇酯膜和尼龙膜的层压结构,此时,聚对苯二甲酸乙二醇酯膜可以具有5μm至20μm的厚度,尼龙膜可以具有20μm至30μm的厚度。
11、气体阻挡层可以包括铝合金薄膜,其中,铝合金薄膜可以包含1.2重量%至1.7重量%的铁,并且可以具有10μm至13μm的晶粒尺寸。
12、密封剂层可以具有60μm至100μm的厚度,并且可以包含流延聚丙烯、酸处理的聚丙烯、聚丙烯-丁烯-乙烯共聚物或其组合。
13、在另一方面中,本发明提供一种电池壳,通过对上述根据本发明的软包膜层压体进行拉伸成型来制造该电池壳。
14、有益效果
15、对根据本发明的软包膜层压体应用了厚度为60μm以上的气体阻挡层和td方向的拉伸强度为10kgf/15mm至20kgf/15mm且td方向的伸长率为150%至235%的基层,该软包膜层压体不仅成型性能优异,而且即使在成型之后也具有强的对外部应力的抗性。
16、具体地,当对通过将本发明的层压体进行双杯成型至9.6mm的成型深度,然后将软包膜层压体切割为15mm×80mm的尺寸而制备的样品重复施加载荷为100n和150n的力时,到发生破裂时施加力的次数可以为2000次以上,并且当使用直径为1.0mm的销以20n的载荷重复穿刺通过将软包膜层压体切割为90mm×100mm的尺寸而制备的样品时,到发生穿孔时施加力的次数为250次以上,并且当以22n的载荷重复穿刺时,到发生穿孔时施加力的次数为150次以上,因此,对外部应力的抗性优异。
17、因此,当使用本发明的软包膜层压体时,能够制造一种具有大的电极组件容纳空间的电池壳,从而能够实现高能量密度,并且能够使由在物流过程或充电/放电过程期间发生的外部应力所引起的损坏最小化。
技术特征:1.一种软包膜层压体,包括气体阻挡层、设置在所述气体阻挡层的一个表面上的基层和设置在所述气体阻挡层的另一表面上的密封剂层,其中:
2.根据权利要求1所述的软包膜层压体,其中,当对通过使所述软包膜层压体进行双杯成型至9.6mm的成型深度然后将所述软包膜层压体切割为15mm×80mm的尺寸而制备的样品重复施加100n和150n的载荷的力时,到发生破裂时施加力的次数为2000次以上。
3.根据权利要求1所述的软包膜层压体,其中,当使用直径为1.0mm的销以20n的载荷重复穿刺通过将所述软包膜层压体切割为90mm×100mm的尺寸而制备的样品时,到发生穿孔时施加力的次数为250次以上。
4.根据权利要求1所述的软包膜层压体,其中,当使用直径为1.0mm的销以22n的载荷重复穿刺通过将所述软包膜层压体切割为90mm×100mm的尺寸而制备的样品时,到发生穿孔时施加力的次数为150次以上。
5.根据权利要求1所述的软包膜层压体,其中,所述气体阻挡层具有60μm至100μm的厚度。
6.根据权利要求1所述的软包膜层压体,其中,所述基层的td方向上的拉伸强度为10kgf/15mm至18kgf/15mm。
7.根据权利要求1所述的软包膜层压体,其中,所述基层的td方向上的伸长率为170%至235%。
8.根据权利要求1所述的软包膜层压体,其中,所述基层具有聚对苯二甲酸乙二醇酯膜和尼龙膜的层压结构。
9.根据权利要求8所述的软包膜层压体,其中:
10.根据权利要求1所述的软包膜层压体,其中,所述气体阻挡层包括铝合金薄膜。
11.根据权利要求10所述的软包膜层压体,其中,所述铝合金薄膜包含1.2重量%至1.7重量%的铁。
12.根据权利要求10所述的软包膜层压体,其中,所述铝合金薄膜具有10μm至13μm的晶粒尺寸。
13.根据权利要求1所述的软包膜层压体,其中,所述密封剂层具有60μm至100μm的厚度。
14.根据权利要求1所述的软包膜层压体,其中,所述密封剂层包含聚丙烯、流延聚丙烯、酸改性聚丙烯、聚丙烯-丁烯-乙烯共聚物或其组合。
15.一种电池壳,通过对权利要求1至14中任一项所述的软包膜层压体进行拉伸成型来制造所述电池壳。
技术总结本发明涉及一种能够制造具有优异的对外部应力的抗性的高强度电池壳的软包膜层压体和使用其制造的电池壳,并且本发明的软包膜层压体包括:厚度为60μm以上的气体阻挡层;设置在气体阻挡层的一个表面上并且TD方向上的拉伸强度为10kgf/15mm至20kgf/15mm且TD方向上的伸长率为150%至235%的基层;以及设置在所述气体阻挡层的另一表面上的密封剂层。技术研发人员:姜旻亨,金鋿熏,庾亨均,黄随枝,宋大雄,林鑂熙受保护的技术使用者:株式会社 LG新能源技术研发日:技术公布日:2024/8/16本文地址:https://www.jishuxx.com/zhuanli/20240819/275649.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表