一种飞机发动机钛合金叶片打磨用砂带的磨料及其制备方法与流程
- 国知局
- 2024-08-22 14:33:19
本发明涉及表面处理,具体为一种飞机发动机钛合金叶片打磨用砂带的磨料及其制备方法。
背景技术:
1、航空发动机是飞机在飞行过程中主要的动力来源,且由于航空发动机的要求,飞机发动机叶片需要耐高温耐疲劳,一般采用钛合金材质。大量的实践和故障分析已经表明,在航空发动机零部件的失效案例中,疲劳破坏占了较大的比重,而疲劳破坏通常起源于零件的加工表面。目前严格控制零部件表面完整性已经成为提高发动机使用可靠性的关键措施之一,对表面粗糙度的控制一直是表面完整性抗疲劳制造工艺中的重要组成部分。目前降低飞机发动机叶片表面粗糙度的常用方法为打磨。
2、现有的打磨用砂带一般采用静电植砂制备得到,而由于钛合金这类金属,具有硬度高,导热系数低,易黏连等特点,因此采用静电植砂工艺得到的打磨砂带对钛合金材质的飞机发动机叶片进行打磨时,会存在如下不足:1)开始尖锐,逐渐钝化,磨料锋利程度逐渐衰退;2)切削力逐渐下降;3)表面质量,开始时候是尖锐研磨,后期是钝化研磨,表面粗糙度一致性差;4)容易堵塞,导致不锋利和表面质量差;5)散热性差,热切削会导致金属表面热变化;基于此,本申请提出一种飞机发动机钛合金叶片打磨用砂带及其制备方法。
技术实现思路
1、本发明提供了一种飞机发动机钛合金叶片打磨用砂带的磨料及其制备方法,解决了上述背景技术中提出的采用静电植砂工艺制备的砂带对钛合金叶片进行打磨时,砂带易失效,易堵塞,影响打磨效果及效率,且散热性差,热切削会导致金属表面热变化的问题。
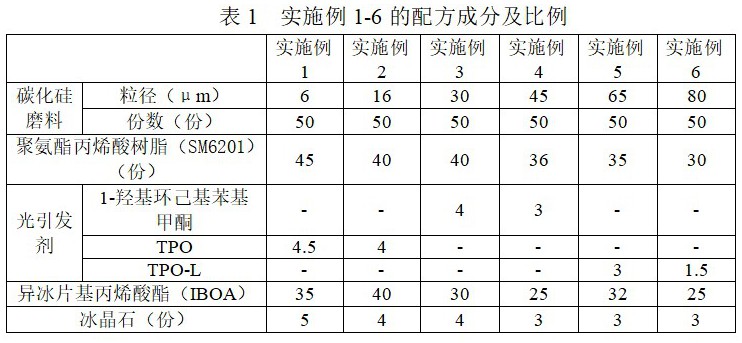
2、本发明提供如下技术方案:一种飞机发动机钛合金叶片打磨用砂带的磨料的制备方法,所述砂带的磨料所包含的组分为磨料、光固化胶黏剂、光引发剂、稀释剂和助剂;所述助剂为冰晶石,所述磨料为碳化硅磨料;
3、上述各组分的重量分数为:磨料30-50份,光固化胶黏剂30-50份,光引发剂0.5-5份、稀释剂20-40份,助剂1-5份;
4、所述砂带的磨料的制备方法包括以下步骤:
5、步骤一、将磨料、光固化胶黏剂、光引发剂、稀释剂和助剂配制成料液,并在配制过程中需要避光;
6、步骤二、向设有倒金字塔凹槽的模具上涂上步骤一制备的料液;
7、步骤三、将模具上的料液进行uv固化和成型,得到所述砂带的磨料。
8、优选的,所述光引发剂为1-羟基环己基苯基甲酮、2,4,6-三甲基苯甲酰基-二苯基氧化膦、2,4,6-三甲基苯甲酰基苯基膦酸乙酯中的至少一种。
9、优选的,所述磨料为颗粒状,所述磨料的粒径为6-80μm。
10、优选的,所述光固化胶黏剂为聚氨酯丙烯酸树脂、环氧丙烯酸酯、聚醚丙烯酸酯和丙烯酸树脂中的一种。
11、优选的,所述稀释剂为甲基丙烯酸类稀释剂。
12、优选的,所述模具上的倒金字塔凹槽的深度逐渐增加,且所述模具上的倒金字塔凹槽的尺寸、间隙和高度根据需求进行调整。
13、优选的,所述步骤一的具体操作为:将磨料、光固化胶黏剂、光引发剂、稀释剂和助剂按比例加入容器中,高搅避光分散,搅拌速度为2000-2800rpm,分散时间为4.5-5.5h,形成碳化硅浆料,配制成料液。
14、优选的,所述步骤三中制得的砂带的磨料呈金字塔型,且砂带的磨料与砂带基材连接的一端的尺寸大于其另一端的尺寸。
15、优选的,所述助剂为颗粒状,所述助剂的粒径与磨料的粒径相同。
16、与现有技术对比,本发明具备以下有益效果:
17、1、该飞机发动机钛合金叶片打磨用砂带的磨料及其制备方法,砂带的磨料可以逐层消耗,可以实现长时间的精细打磨,使用寿命长,砂带打磨效率高,且在打磨过程中,冰晶石可避免磨削部过热,避免热切削导致的飞机发动机钛合金叶片表面热变化;砂带的磨料呈金字塔型,便于排屑,降低砂带堵塞的概率。
18、2、该飞机发动机钛合金叶片打磨用砂带的磨料及其制备方法,制备方法简单易行,制备的砂带去除速率稳定,金字塔型磨料可逐层消耗,保障打磨精度,延长砂带的使用寿命。
技术特征:1.一种飞机发动机钛合金叶片打磨用砂带的磨料的制备方法,其特征在于:所述砂带的磨料所包含的组分为磨料、光固化胶黏剂、光引发剂、稀释剂和助剂;所述助剂为冰晶石,所述磨料为碳化硅磨料;
2.根据权利要求1所述的一种飞机发动机钛合金叶片打磨用砂带的磨料的制备方法,其特征在于:所述光引发剂为1-羟基环己基苯基甲酮、2,4,6-三甲基苯甲酰基-二苯基氧化膦、2,4,6-三甲基苯甲酰基苯基膦酸乙酯中的至少一种。
3.根据权利要求1所述的一种飞机发动机钛合金叶片打磨用砂带的磨料的制备方法,其特征在于:所述磨料为颗粒状,所述磨料的粒径为6-80μm。
4.根据权利要求1所述的一种飞机发动机钛合金叶片打磨用砂带的磨料的制备方法,其特征在于:所述光固化胶黏剂为聚氨酯丙烯酸树脂、环氧丙烯酸酯、聚醚丙烯酸酯和丙烯酸树脂中的一种。
5.根据权利要求1所述的一种飞机发动机钛合金叶片打磨用砂带的磨料的制备方法,其特征在于:所述稀释剂为甲基丙烯酸类稀释剂。
6.根据权利要求1所述的一种飞机发动机钛合金叶片打磨用砂带的磨料的制备方法,其特征在于:所述模具上的倒金字塔凹槽的深度逐渐增加,且所述模具上的倒金字塔凹槽的尺寸、间隙和高度根据需求进行调整。
7.根据权利要求1所述的一种飞机发动机钛合金叶片打磨用砂带的磨料的制备方法,其特征在于:所述步骤一的具体操作为:将磨料、光固化胶黏剂、光引发剂、稀释剂和助剂按比例加入容器中,高搅避光分散,搅拌速度为2000-2800rpm,分散时间为4.5-5.5h,形成碳化硅浆料,配制成料液。
8.根据权利要求1所述的一种飞机发动机钛合金叶片打磨用砂带的磨料的制备方法,其特征在于:所述步骤三中制得的砂带的磨料呈金字塔型,且砂带的磨料与砂带基材连接的一端的尺寸大于其另一端的尺寸。
9.根据权利要求1所述的一种飞机发动机钛合金叶片打磨用砂带的磨料的制备方法,其特征在于:所述助剂为颗粒状,所述助剂的粒径与磨料的粒径相同。
技术总结本发明公开了一种飞机发动机钛合金叶片打磨用砂带的磨料及其制备方法,涉及表面处理技术领域,具体包括以下步骤:(1)将磨料、光固化胶黏剂、光引发剂、稀释剂和助剂配制成料液;所述各组分的重量份数为碳化硅磨料30‑50份,光固化胶黏剂30‑50份,光引发剂0.5‑5份、稀释剂20‑40份,助剂1‑5份;(2)向设有倒金字塔凹槽的模具上涂上步骤(1)的料液;所述模具上的倒金字塔凹槽的深度逐渐增加;(3)将模具上的料液进行UV固化和成型,得到所述砂带的磨料。采用本发明方法制备的砂带可以逐层消耗,可以实现长时间的精细打磨,使用寿命长,砂带打磨效率高,且砂带在打磨过程中,冰晶石可避免磨削部过热。技术研发人员:张瑞敏,陈森军,许亚杰受保护的技术使用者:河北思瑞恩新材料科技有限公司技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/279103.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表