点啄式微纳表面处理装置
- 国知局
- 2024-08-22 14:51:08
本发明涉及表面处理装置,具体涉及点啄式微纳表面处理装置。
背景技术:
1、现有的微纳精密表面处理加工时由于受限于现有的加工方式的影响,存在以下几点问题:
2、1、在进行微纳精密表面处理加工时受到加工时所产生热量的影响导致加工工件的微观形貌将随温度的变化而变化难以准确控制,需要后续处理增加成本导致生产效率低下;
3、2、在进行微纳精密表面处理加工时受到加工机理的限制,如光整加工、化学加工等或以撕裂式或以腐蚀式对表面进行加工导致工件表面的形貌难以达到所需要求,应力状态以拉应力的状态出现,需要后续处理,增加成本导致生产效率低下;
4、3、在进行微纳精密表面处理加工时受材料变形的机理的限制,如材料的弹性形变而影响到工件的表面微观形貌质量。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种点啄式微纳表面处理装置。
2、为实现上述目的,本发明采用以下技术方案:
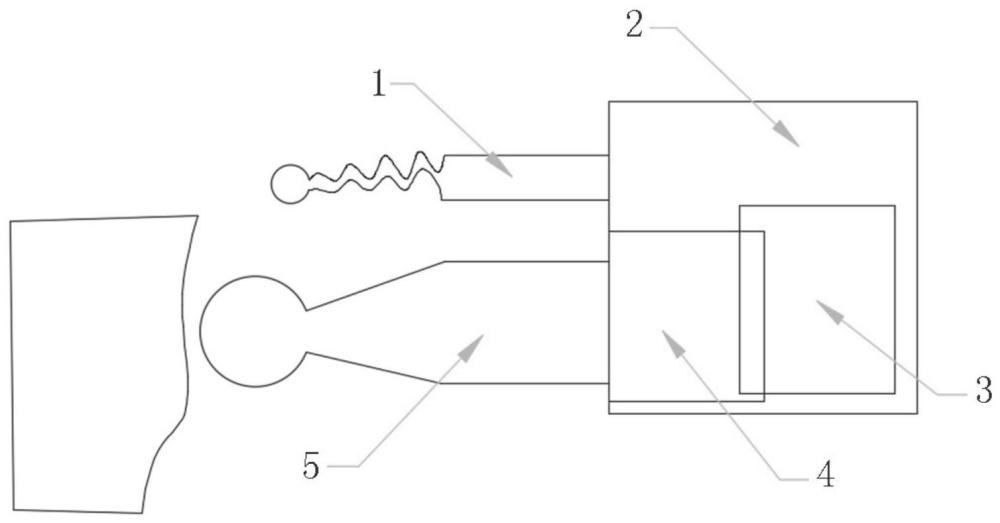
3、点啄式微纳表面处理装置,包括:
4、前测处理单元,对加工对象所需要加工的表面进行快速表面微观形貌检测;
5、中央智能处理单元,根据前测处理单元所检测的数据,经分析计算后得到所需要的点啄频率f;
6、点啄式频率f处理单元,用于产生所需要的点啄频率f;
7、能量转换单元,将所需要的点啄频率f转换为点啄式加工单元所对应的运动能;
8、点啄式加工单元,对加工对象表面进行点啄式运动;
9、工件表面微纳精密处理加工时,前测处理单元对加工对象所需要加工的表面进行快速表面微观形貌检测,并根据所检测的数据进行三维图像处理;中央智能处理单元根据所检测的数据与所需达到的表面微纳等级进行比对后输出相对应的参数到点啄式频率f处理单元,以控制点啄式频率f处理单元产生所需要的点啄频率f;能量转换单元将该点啄频率f转换为点啄式加工单元的运动能,以控制点啄式加工单元进行点啄式运动达到对所需表面的微纳精密加工。
10、进一步的,该装置进行工件表面微纳精密点啄式处理加工时,所采用的点啄频率f是以fs级的脉冲能量进行。
11、进一步的,所述中央智能处理单元分析计算获得所需要的点啄频率f所依据的公式为:
12、
13、f—点啄式微纳精密处理加工时所需要的点啄频率,单位1e-15hz;
14、ra—预设工件表面加工粗糙值,单位nm;
15、ra0—前测处理单元当前测得的工件表面粗糙值,单位nm;
16、ra1—微纳精密处理加工时所需要达到的工件表面粗糙值,单位nm。
17、采用上述的技术方案,本发明具有的有益效果为:
18、1、智能化。能够根据检测到加工对象的表面微观形貌与所需要加工要求进行智能化比对后输出该表面进行点啄式表面处理时所需要的点啄频率f;
19、2、零表面缺陷。利用该装置进行工件表面微纳精密点啄式处理加工时,由于所采用的点啄频率f是以fs(1e-15)级的脉冲能量进行,其加工方式是以fs级的诱导加工(诱导分子振动与电子激发),以切断构成物质的原子外壳层的电子关联的化学键,到达加工目的。是在材料内部的分子间进行,不对工件表面产生影响;
20、3、压应力的构建。点啄式工件表面微纳精密处理加工时,其是以fs级频率对加工表面进行按压式加工,这种加工方式在工件表面产生压应力,使得工件表面的使用性能得到提升。
技术特征:1.点啄式微纳表面处理装置,其特征在于:包括:
2.根据权利要求1所述的点啄式微纳表面处理装置,其特征在于:该装置进行工件表面微纳精密点啄式处理加工时,所采用的点啄频率f是以fs级的脉冲能量进行。
3.根据权利要求1所述的点啄式微纳表面处理装置,其特征在于:所述中央智能处理单元分析计算获得所需要的点啄频率f所依据的公式为:
技术总结本发明涉及点啄式微纳表面处理装置,包括:前测处理单元,对加工对象所需要加工的表面进行快速表面微观形貌检测;中央智能处理单元,根据前测处理单元所检测的数据,经分析计算后得到所需要的点啄频率f;点啄式频率f处理单元,用于产生所需要的点啄频率f;能量转换单元,将所需要的点啄频率f转换为点啄式加工单元所对应的运动能;点啄式加工单元,对加工对象表面进行点啄式运动。本发明具有高智能化,能够在工件表面产生压应力,使得工件表面的使用性能得到提升而且不会对工件表面产生影响。技术研发人员:林永南,陈鼎宁,叶晓云,王乾廷受保护的技术使用者:福建理工大学技术研发日:技术公布日:2024/8/20本文地址:https://www.jishuxx.com/zhuanli/20240822/280120.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。