一种大型薄壁轴承多几何量的非接触测量方法
- 国知局
- 2024-08-30 14:45:12
本发明涉及一种轴承测量方法,具体涉及一种用于大型薄壁轴承多几何量的非接触测量方法,属于轴承测量。
背景技术:
1、大型薄壁轴承外圈和内圈加工后的几何量是制定磨削参数和装配参数的重要依据,其直接影响其整体性能和寿命。通过测量轴承套圈尺寸参数和形位误差,可以有效地评估轴承座的制造质量和装配精度,以确保轴承的正常运行和机械设备的可靠性,所以对大型薄壁轴承几何参数的精密测量具有重要的实际意义。需要检测的轴承几何尺寸包括:外径、内径、高度、沟底直径,需要检测的轴承形位误差包括:圆度、圆跳动、平行度和圆柱度。目前对轴承参数的测量方式主要为接触式测量,但其存在众多问题,比如大型薄壁轴承尺寸大,常用的测量装置测量范围不够,并且壁比较薄,接触测量过程中容易造成被测量件变形而影响测量精度;其测头多为硬质合金,无可避免的在测量过程中可能会对被测量件表面产生划伤而影响产品表面质量;不同的参数需要采用不同的测量工装进行独立手动测量,测量工装数量多、操作繁琐、精度差等。传统的接触式测量方法已不能满足实际测量需要,因此,迫切需要一种集成度高、无损伤并且精度高的新方法。
技术实现思路
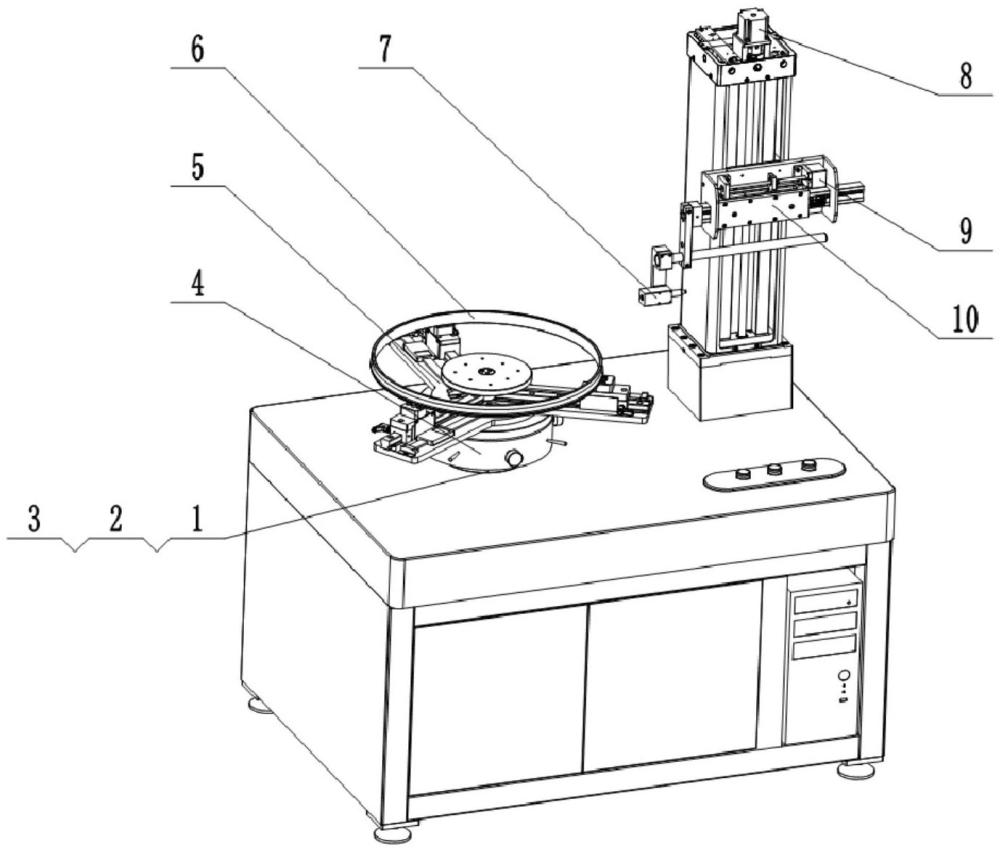
1、针对大型薄壁轴承现有测量方法存在的测量仪器数量多、测量指标单一、接触式测量引起变形造成测量精度低、测量效率低、缺少数字化等问题,本发明要设计一种大型薄壁轴承多几何量的非接触测量方法,可对轴承套圈的几何参数和形位误差进行集成式测量,且具有无损、集成度高和精度高的优点。
2、为了实现上述目的,本发明的技术方案如下:
3、一种大型薄壁轴承多几何量的非接触测量方法,包括以下步骤:
4、a、判断待检测工件类型
5、如果待检测工件为轴承内圈,则转步骤b;如果待检测工件为轴承外圈,则转步骤c;
6、b、检测轴承内圈
7、b1、标定标准环
8、将制作的标准环放置在工装支架上,并进行调平调心后,调整激光位移传感器位置使其测点水平打在标准环内圆面上,移动横向滑块使激光位移传感器位于测量基准位置,此时激光位移传感器初始测值为l0;
9、b2、调整工件位置
10、取下标准环,放置工件,并进行调平调心。然后,驱动纵向电机使激光位移传感器纵向移动,驱动横向电机使激光位移传感器移动至测量内径的截面位置上,横向移动距离为x1,因此,定义当前横向光栅值x=x1+r0-l0,其中,r0为标准环内径的一半;
11、b3、测量内径和圆度
12、驱动主轴电机使调平调心台旋转,激光位移传感器采集测量点数据,主轴编码器读取气浮主轴的旋转角度。通过横向光栅值x和激光位移传感器测值li的代数和即计算出工件内圆截面上各测量点到气浮主轴中心的距离ri,ri=x+li,i为截面上各测量点的序号。通过该距离和对应的旋转角度βi即计算出工件该截面上各测量点的坐标xi、yi,其中,xi=ricosβi、yi=risinβi,采用最小二乘法对数据进行拟合,求出最小二乘圆心x0、y0和最小二乘半径r,则直径d1=2r,圆度为各数据点到最小二乘圆心距离di的最值之差,其中,即得到了该工件内径和圆度;
13、b4、测量圆柱度
14、选取工件上任意均匀的三个截面,驱动主轴电机使调平调心台旋转,连续测量选取的三个截面,激光位移传感器采集数据,主轴编码器读取气浮主轴的旋转角度。通过横向光栅值x和激光位移传感器测值lij的代数和即计算出工件内圆三个截面上各测量点到主轴中心轴线的距离rj,rj=x+lj,j为三个截面上各测量点的序号。通过该距离和对应的旋转角度βj即计算出工件内圆三个截面上各测量点的坐标xj、yj、zj,其中,xj=rjcosβj、yj=rjsinβj,zj为三个截面上各测量点纵向光栅的值。采用最小二乘法对数据进行拟合后得到该工件内圆面的最小二乘轴线,设最小二乘轴线方程为其中:
15、
16、n为三个截面测量点的总数。则圆柱上各数据点到最小二乘轴线l的距离dj为:
17、
18、因此di的最值之差即为圆柱度。
19、b5、标定标准量块
20、首先将调平调心台调平,然后将任意高度的标准量块放置在工装支架上,将激光位移传感器顺时针旋转90度使其测点垂直向下打在标准量块上,驱动纵向电机使激光位移传感器位于基准位置,此时激光位移传感器初始测值为l0。驱动横向电机使激光位移传感器移动至测量高度的截面位置上,驱动纵向电机使激光位移传感器测点打在工件上端面上,纵向移动距离为z1。因此,定义当前纵向光栅值z=z1+l0+h0,其中,h0为标准量块高度;
21、b6、测量高度和平行度
22、驱动主轴电机使调平调心台旋转,激光位移传感器采集数据,主轴编码器读取旋转角度。通过纵向光栅值z和激光位移传感器测值li的代数和即计算出工件上端面上各测量点到底面的距离hi,hi=z-li。该距离的均值h即为工件的高度值。
23、
24、通过该距离和对应的旋转角度βi即计算出工件上端面上各测量点的坐标xi、yi、zi,其中,xi=xcosβi、yi=xsinβi,zi=hi,x为当前位置的横向光栅值。采用最小二乘法对数据进行拟合后得到最小二乘平面,则上端面的平行度即为zi的最值之差;
25、b7、标定标准环
26、将制作的标准环放置在工装支架上,并进行调平调心后,再将激光位移传感器顺时针旋转90度使其测点水平打在标准环外圆面上,移动横向滑块使激光位移传感器位于测量基准位置,此时激光传感器初始测值为lw0;
27、b8、调整工件位置
28、取下标准环,放置工件,并进行调平调心。然后,驱动纵向电机使激光位移传感器纵向移动,使激光位移传感器位于测量外径的截面位置上,横向移动距离为x2,因此,定义当前横向光栅值x=x2+rw0+lw0,其中,rw0为标准环外径的一半;
29、b9、测量外径和圆度
30、驱动主轴电机使调平调心台旋转,激光位移传感器采集数据点,主轴编码器读取气浮主轴的旋转角度。通过横向光栅值x和激光位移传感器测值li的代数和即计算出工件外圆截面上各测量点到气浮主轴中心轴线的距离ri,ri=x-li。通过该距离和对应的旋转角度βi即计算出工件外圈截面上各测量点的坐标xi、yi,其中,xi=ricosβi、yi=risinβi。采用最小二乘法对数据进行拟合,求出最小二乘圆心x0、y0和最小二乘半径r,则直径d2=2r,圆度为各数据点到最小二乘圆心距离di的最值之差,其中,即得到该工件外径和圆度;
31、b10、测量沟道直径
32、驱动纵向电机使激光位移传感器纵向移动,使激光位移传感器位于沟道曲面起始测量位置处。选取工件沟道曲面内均匀的多个截面,驱动主轴电机使调平调心台旋转,激光位移传感器采集数据,主轴编码器读取旋转角度,起始截面测量完成后,纵向电机带动激光位移传感器移动至下一测量截面,继续测量,直至沟道曲面测量完成。通过横向光栅值xik和激光位移传感器测值lik的代数和即计算出工件沟道曲面上各测量点到气浮主轴中心轴线的距离rik,rik=x-lik,i为截面上各测量点的序号,k为各截面的序号。通过该距离和对应的旋转角度βik即计算出工件沟道曲面上各截面测量点的坐标xik、yik、zik,其中,xik=rikcosβik、yik=riksinβik,zik为各截面各测量点纵向光栅的值。采用最小二乘法分别对不同角度处的弧线进行拟合,求出不同角度处的最小二乘半径ri,则沟底直径n1为单一截面测量点的数量,即得到该工件沟底直径;
33、b11、测量圆跳动
34、根据步骤b3得到的工件内圆截面上各测量点的坐标xi、yi,采用最小二乘法进行拟合求出基准圆心x0,y0;再根据步骤九得到的工件外圆截面上各测量点的坐标x1i、y1i,求出各测量点到基准圆心的距离最值之差即得到该工件外圆面相对于内圆面的圆跳动;
35、c、检测轴承外圈
36、c1、同步骤b7;
37、c2、同步骤b8;
38、c3、同步骤b9;
39、c4、同步骤b4;
40、c5、同步骤b5;
41、c6、同步骤b6;
42、c7、同步骤b1;
43、c8、同步骤b2;
44、c9、同步骤b3;
45、c10、同步骤b10;
46、c11、同步骤b11。
47、进一步地,所述步骤b4中,如果工件是轴承内圈,则选取工件内圆面上任意均匀的三个截面;如果工件是轴承外圈,则选取工件外圆面上任意均匀的三个截面。
48、与现有技术相比,本发明的有益效果如下:
49、1、本发明采用激光传感器对轴承套圈进行测量,具有量程大、无损伤、精度高等优点。
50、2、本发明所述的测量方法可以实现在一次轴承套圈装夹过程中,完成内径、外径、高度、沟径、圆度、圆柱度和平行度等轴承全尺寸测量。
51、3、本发明除了测量大型薄壁轴承之外,还能测量其他大型薄壁环形件的几何尺寸和形位误差,适用性强。
本文地址:https://www.jishuxx.com/zhuanli/20240830/283688.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表